Изобретение относится к электромашиностроению, в частности его можно использовать для изготовления маг- нитопровода электрической машины.
Целью изобретения является улучшение энергетических показателей электрической машины.
На фиг. 1 показана лента электротехнической стали с выполненными на ней пазами прямоугольной формы, профиль; на фиг. 2 - зубец зубцовой зоны магнитопровода, состоящий из двух гофр, полученный при гофрировании стальной ленты по осям симметрии пазов прямоугольной формы (пунктиром показан зубец, полученный при гофри- ройании стальной ленты без пазов).
Способ изготовления зубцовой зоны осуществляют следующим образом.
Из рулона электротехнической стали нарезают ленты 1 (фиг. 1), ширина которых равна аксиальной длине магнитопровода. Затем на ленте выполняют пазы 2 прямоугольной формы, размеры которых определяют из условия равенства суммы длин стенок 3 и 4; 5 и 6 толщине ленты стали с учетом допуска на пластическую деформацию. Пазы выполняют на таком расстоянии друг от друга, чтобы помеле гофрирования они расположились по вершинам гофр, образующих зубцы магнитопровода. Далее ленту подвергают гибке по осям 7 симметрии пазов в направлении по стрелкам 8. После гофрирования стен/Ч325
Составитель А. Левин Редактор Т. Парфенова Техред И.Попович Корректор И. Муска
Заказ 5197/55 Тираж 658Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственрш-полиграфичес.кое предприятие, г. Ужгород, ул. Проектная, 4
ки 3-6 пазов занимают-положение, показанное на фиг. 2. При этом дополнительный технологический воздушный зазор 9 между ярмом и зубцовой зоной более равномерный по сравнению с зубцовой зоной, выполненной путем гофрирования без пазов, показанной пунктирной линией 10.
Кроме того, предлагаемый способ изготовления зубцовой зоны исключает воздушные промежутки 11, неизбежные при гофрировании без пазов, приводящие к уменьшению коэффициента заполнения сталью.
Затем otpeзaют гофрированную ленту необходимой длины и сворачивают ее в цилиндр. При необходимости поверхность, обращенную к рабочему воздушному зазору, протачивают по линии 12 до получения необходимой толщины перекрытия пазов.
Формула изобретения
Способ изготовления зубцовой зоны магнитопровода электрической машины, включающий выполнение на ленте из электротехнической стали в местах, соответствующих расположению вершин гофр, пазов и последующее гофрирование ленты, отличающийся тем, что, с целью улучшения энергетических показателей машины, пазы выполняют прямоугольной форьы с внутренней стороны вершин гофр.
Фиг. /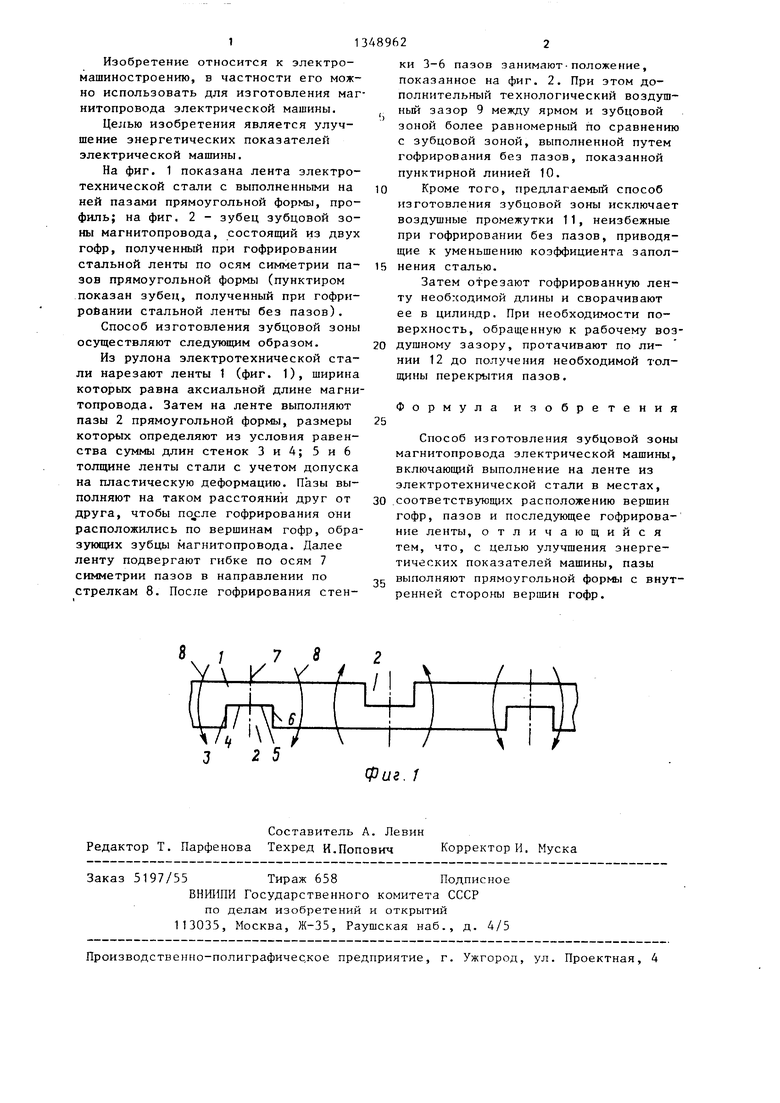
| название | год | авторы | номер документа |
|---|---|---|---|
| Магнитопровод электрической машины | 1982 |
|
SU1078535A1 |
| Магнитопровод электрической машины | 1981 |
|
SU1137554A1 |
| Магнитопровод торцовой электрической машины | 1980 |
|
SU1077010A1 |
| Разъемный магнитопровод электрической машины | 1980 |
|
SU1075351A1 |
| Магнитопровод статора электрической машины | 1986 |
|
SU1398029A1 |
| Разъемный магнитопровод электрической машины | 1980 |
|
SU1077011A1 |
| Способ изготовления ротора электрической машины с короткозамкнутой обмоткой | 1985 |
|
SU1394337A1 |
| Способ изготовления обечаек из гофрированного листа,преимущественно магнитопроводов электрических машин | 1985 |
|
SU1278066A1 |
| Зубцовая зона магнитопровода электрической машины | 1984 |
|
SU1312681A1 |
| Зубцовая зона магнитопровода электрической машины | 1987 |
|
SU1429220A1 |
Изобретение относится к техноло- гии электромашиностроения и может быть использовано в электротехнической промьшшенности. Целью изобретения является улучшение энергетических показателей электрической машины. На ленте выполняют пазы прямоугольной формы. Затем ленту сгибают по осям симметрии пазов, гофрируют, сворачивают в цилиндр и протачивают по линии 12 до получения необходимой толщины перекрытия пазов. 2 ил. со 4 00 фиг.2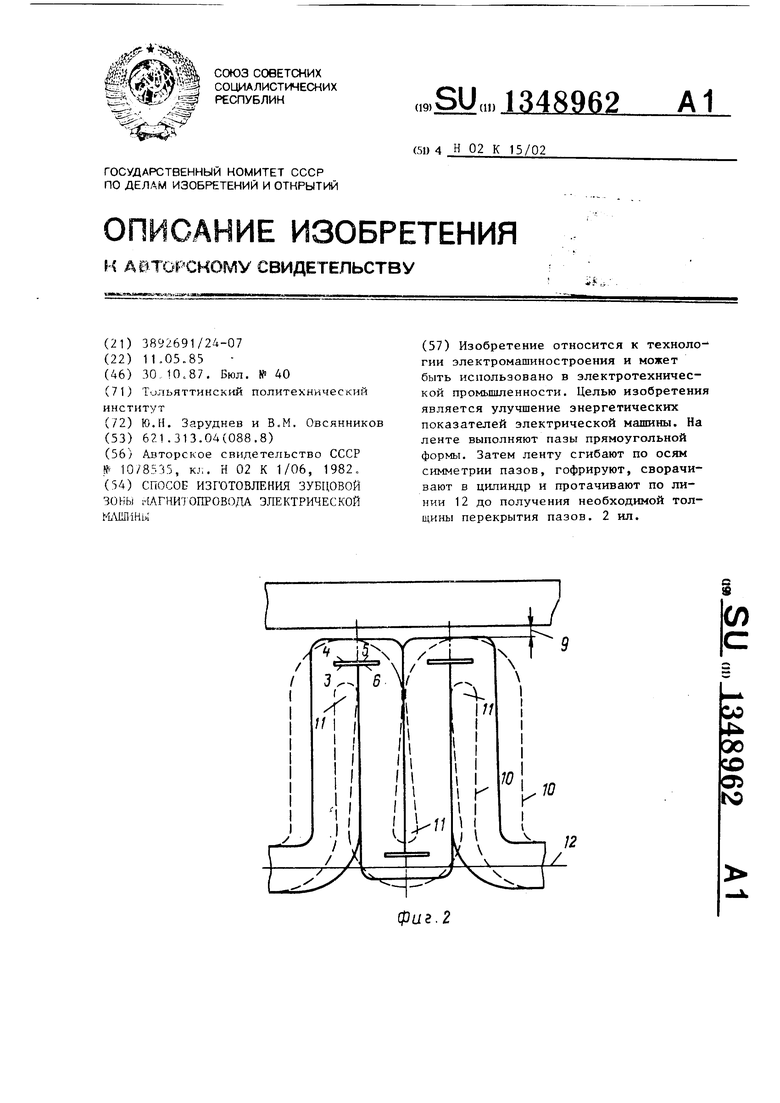
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
