Изобретение относится к устройствам для сборки секций при сварке цилиндров (обечаек) из листовой стали ца стенде.
Станина описываемого устройства, с целью совмещения соединяемых кромок секций в осевом и радиальном наиравлеции, вьшолнеца в виде струбцинки (С-образной формы) и установлена на цередвижной от привода тележке, с возможностью поворота в вертикальной цлоскости. На станине установлены два иневматических зажимных цилиндра для захвата секций цри радиальном совмещении кромок, один из которых используется также для поворота (подъема и опускания станины на тележке), а толкающий цилиндр - для относительного сдвига секций в осеволг нацравлеиии.
Такое выполнение устройства позволяет механизировать сборку секций.
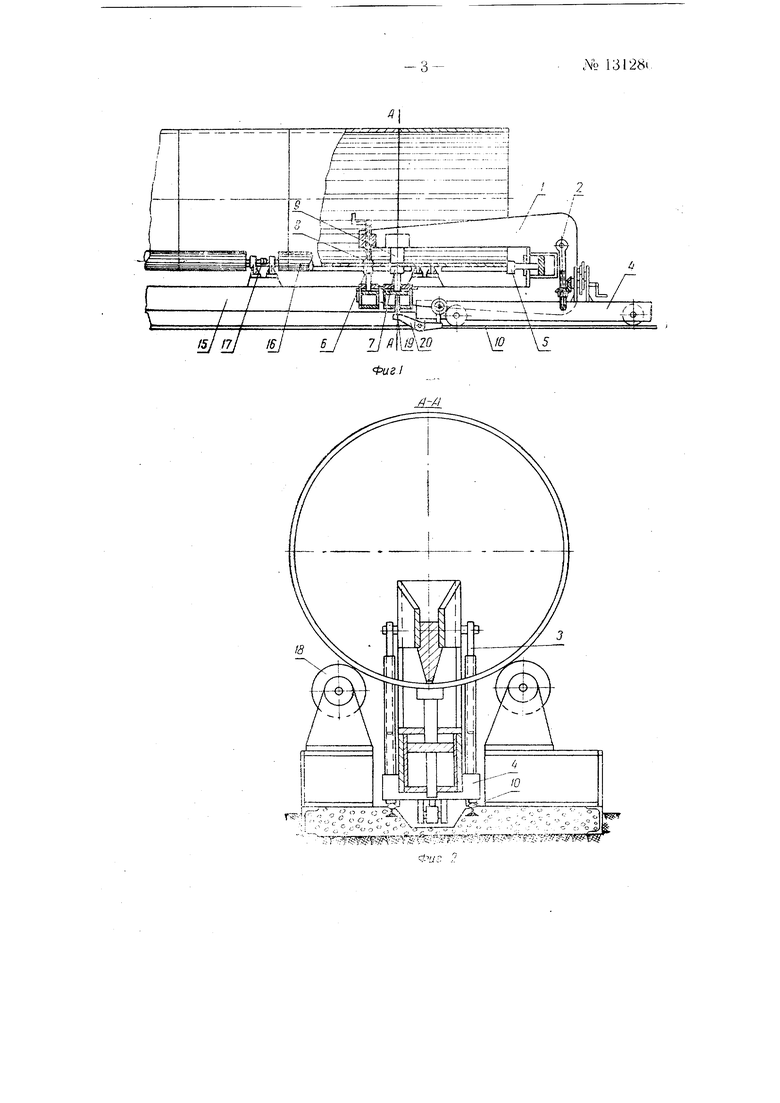
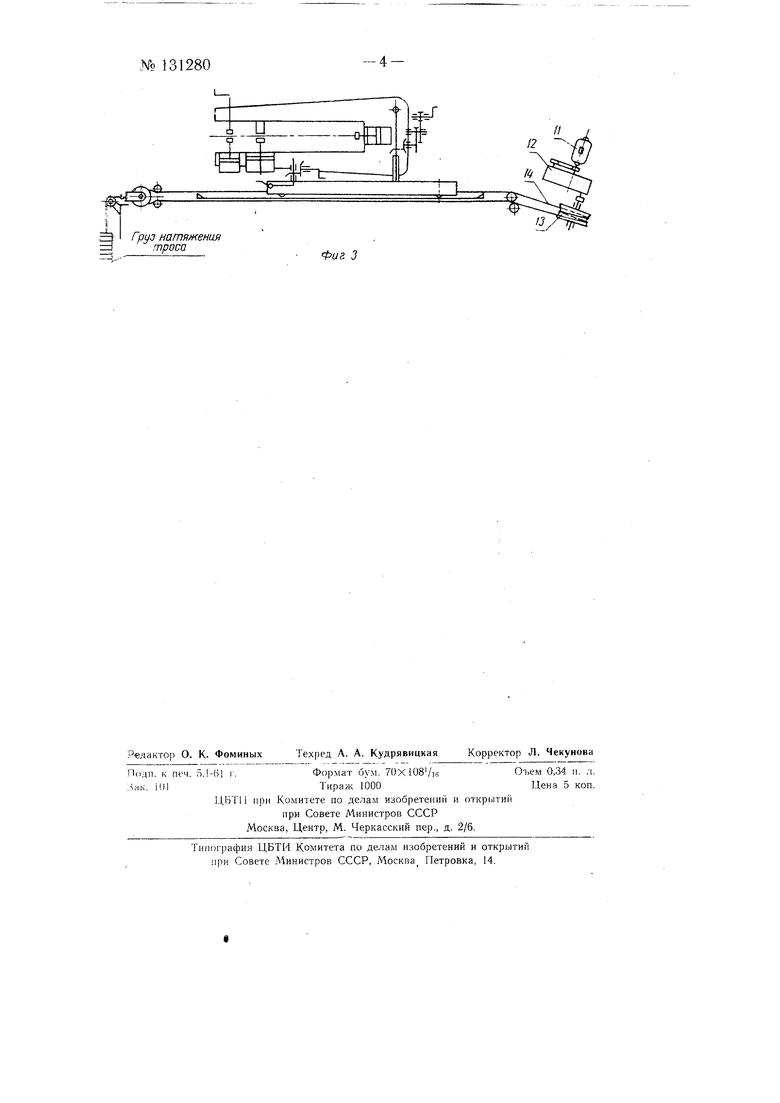
На фиг. 1 схематически изображено устройство для сбо1)ки секций; на фиг. 2-вид его в разрезе ио А-А па фиг. 1; па фиг. 3-схема устройства и его привода.
Станина 1, выполненная в виде струбцицки, имеет ось поворота 2, укрепленную на стойках 3, соединенных с кареткой 4.
В станину вмонтированы толкаюц-1ий пневматический цилппдр , вспомогательный пневматический цилиндр 6, удерживающий станину 1 от перемеи1ения нри действии цилиндра 5, и главный пневматический цилиндр 7, предназначенный для выравнивания кромок секций лрп их стыковке.
Пневматический цилиндр 6 имеет онору 8, устанавливаемую в плоскости опоры 9. Каретка.4 с нневматическими цилиндрами цередвигаегся но рельсам 10, получая движение от электромотора // через редуктор 12 ведущий тросовый барабаи 13 и трос М, оба конца которого соединены с кареткой 4.
oNl 131280
Сжатый воздух к пневматическим цилиндрам подводится от цеховой воздушной магистрали давлением 5-6 ата через трехходовые краны и воздушлыс шланги, установленные на месте сборки, куда также подведена электроэнергия от пускового устройства для иитания электромоторов. Краны и кнонкк уцравления электромоторами расположены на станине / у рабочего места сборшика. Подводка воздуха и электроэнергии на чертеже не показаны. Роликовый стенд, обеспечиваюший нужную скорость вращения собираемых секций, состоит из рамы 15, на которую с одной стороны установлены приводные ролики 16, соединенные между собой муфтой Г/, а с другой - свободно вращающиеся ролики 78. Приводные ролики 16 получают вращение от электромотора через редуктор (на чертеже не показаны).
Работа устройства для сборки секций происходит в следующей последовательности. Две секции (обечайки) устанавливают краном на роликовый стенд. Нажатием пусковой кнопки включают привод каретки 4 и подводят станину с таким расчетом, чтобы опора пневматического цилиндра 7 приитлась посредине стыка. Поворотом рукоятки трехходового крана включают зажимной пневматический цилиндр 6. Затем включают толкающий цилннлр 5, производящий сдвиг секций в осевом направлении и цилиндр 7 для выравиивания кромок. После этого производят электронрихватку. Для продолжении дальнейшей сборки необходимо секции повернуть на некоторый угол, зависящий от смещения секций, для чего fix нужно освободить от нневмозажимов и опор 8 и 9.
Для полного освобождения секций необходимо поднять станину 1 что осуществляетея при включении пневматического цилиндра 7 за один ход его порщця. В начальный момент шток 19 движется вниз при неподвижном цилиндре, затем своим торцом упирается в регулируемую опору 20 которая устанавливается в зависимости от диаметра секции.
В дальпейщем происходит движение цилиндра вместе со станиной / принеподвижном норшне, чем и обеспечивается освобождение секций для поворота.
Дальнейшая сборка секций осуществляется с помощью цневматического цилиндра 7 и роликового стола. Пневматические цилиндры 5 и 6 могут быть также использованы (в случае необходимости) для устранения зазоров в стыке секций.
Для присоединения следующей секции каретку со станиной отводят, на роликовый стол устанавливают новую секцию и операции сборки и сварки повторяют в той же последовательности.
Регулировка положения станины / для сборки секций различных диаметров при постоянном расстоянии между роликами стенда осуществляется подъемом и опусканием ее при помощи вертикального винта и конических шестерен.
П р с д м С т li 3 () б р е т с н и я
Устройство для сборки секций при сварке цилиндров из листовой стали на стенде, отличающееся тем, что, с целью совмещения соединяемых кромок секций в осевом и радиальном направлении,, станина устройства выполнена в виде струбцинки (С-образной формы) и установлена на передвижной от привода тележке, с возможностью новорота в вертикальной плоскости, причем на станине установлены два пневматических зажимных цилиндра для захвата секций при радиальном совмещении кромок, один из которых используется также для поворота (подъема и опускания станины на тележке) и один толкающий цилиндр для относительного сдвига секций в осевом направлении. ZIZI&F«
151 п1 I6J77
-/ j j
JO
Фиг 
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ БАНДАЖЕЙ С ОБЕЧАЙКАМИ | 2021 |
|
RU2755229C1 |
| Устройство для стыковки кольцевых кромок | 1973 |
|
SU510341A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ | 1992 |
|
RU2021092C1 |
| Механизированная поточная линия для изготовления секций из листов и ребер жесткости | 1981 |
|
SU975335A1 |
| СТЕНД ДЛЯ СБОРКИ ПУЧКА ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1990 |
|
SU1748381A1 |
| СТЕНД ДЛЯ СВИНЧИВАНИЯ И РАЗВИНЧИВАНИЯ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ГИДРАВЛИЧЕСКИХ ЗАБОЙНЫХ ДВИГАТЕЛЕЙ | 2003 |
|
RU2236535C1 |
| УСТРОЙСТВО ДЛЯ СТЫКОВКИ КОЛЬЦЕВЫХ КРОМОК | 1970 |
|
SU276287A1 |
| Стенд для сборки и дуговой сварки стыка полотнищ | 1987 |
|
SU1459883A1 |
| Роликовый стенд для сборки под сварку обечаек цилиндрического корпуса друг с другом и обечайки цилиндрического корпуса с днищем | 2015 |
|
RU2609600C1 |
| УНИВЕРСАЛЬНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБНЫХ УЗЛОВ | 2011 |
|
RU2478460C1 |
Щ f о
V - I 1 1 5 J---
Груз натяжения троса Фиг 3
