1}3
изобретение относится к прокатному производству, в частности к способам разделения проката на мерные длины.
Цель изобретения - повышение про-. изводительности.
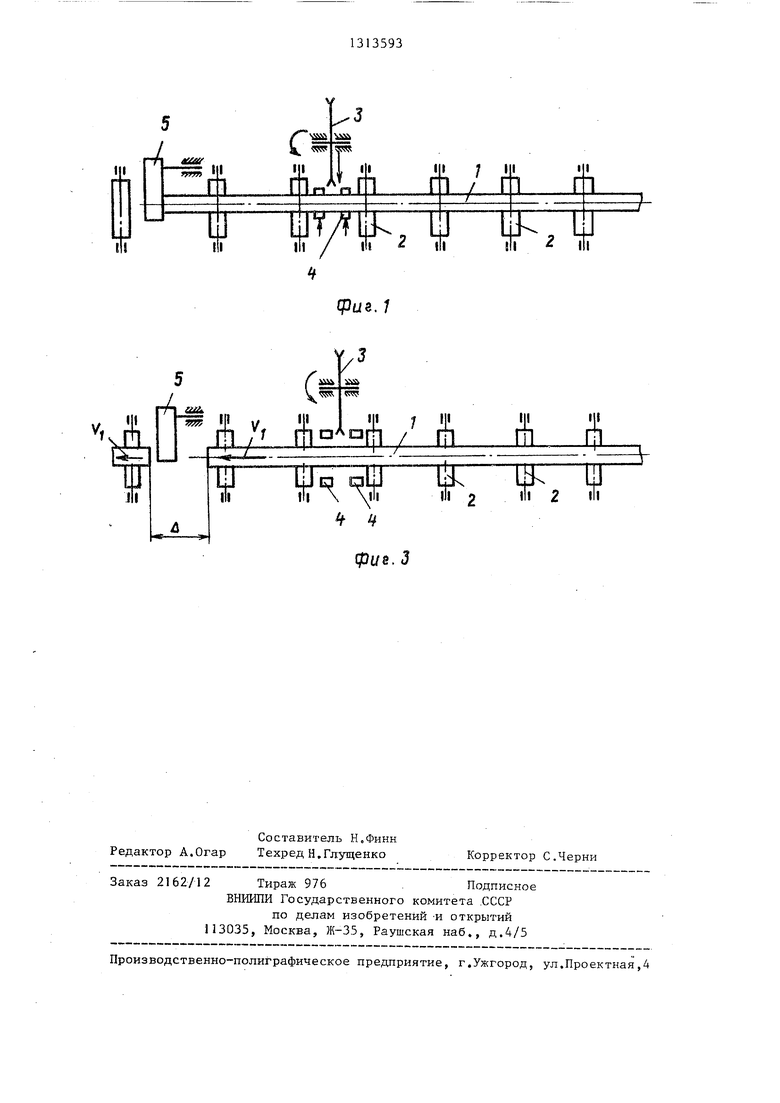
На фиг, 1 изображена схема осуществления способа в момент отмера; на фиг,2 - схема осуществления способа после разрезки в начале транспортировки; на фиг.З - схема осуществления способа в момент спускания упора
Способ горячей резки осуществляется следующим образом.
Прокат 1 сечением 150.fl50 мм после формирования в чистовой клети прокатного стана транспортируется по рольгангу 2 со скоростью 2 м/с (рольганг имеет две секции с независимым управлением, разделенные осью пильного диска). Как только передний конец заготовки пройдет ось пильного диска 3, рольганг тормозится, включаются зажимы 4, фиксирующие прокат, и вращающийся пильный диск 3, установленный на пиле, отрезае-т передний конец штуки. Отрезанный конец утилизируется, и снова включается рольганг 2, Одновременно опускается хобот .упора 5 (время опускания 2 с.). Прокат 1 на малой скорости подводится к упору, упирается в его хобот и останавливается,- Таким образом, отмеряется длина 12 м (время подачи заготовки 6 с). Затем включается зажим 4 (время срабатывания 1 с) и пильный диск 3 со скоростью подачи 300 мм/с подается на прокат и после отрезания мерной заготовки 6 возвращается в исходное положение (время, затрачиваемое на резание и возврат диска, 8 с). В момент окончания резания подается команда на подъем хобота упора (2 с и освобождение проката от пршки а (l с), После этого начинает отвод отрезанной части, задерживая отвод основной штуки -на 1-2 с, В этот момент мерной заготовке сообщают дополнительное ускорение шш с помощью ускоренного вращения роликов секции, расположенной за пилой, или с помощью специального механического приспособления. Таким образом, в первые 2 с движения мерной штуки скорость ее составляет около 5 м/с. Через 1-2 с после начала движения скорость осшыанга снижается до обычной, т.е.
35932
до 2 м/с, и одновременно включается секция рольганга до пилы и начинает подаваться основная штука для отмера мерной длины,, Дальнейщая транспорти5 ровка мерной заготовки и штуки происходит с одинаковой скоростью, однако между ними получается зазор Д 4-6 м,
После прохождения мерной заготов10 кой зоны действия упора его хобот опускается в полученный зазор между заготовкой и штукой. Штука тормозится и упирается в. хобот. Цикл резки повторяется в описанной последователь 5 ности,
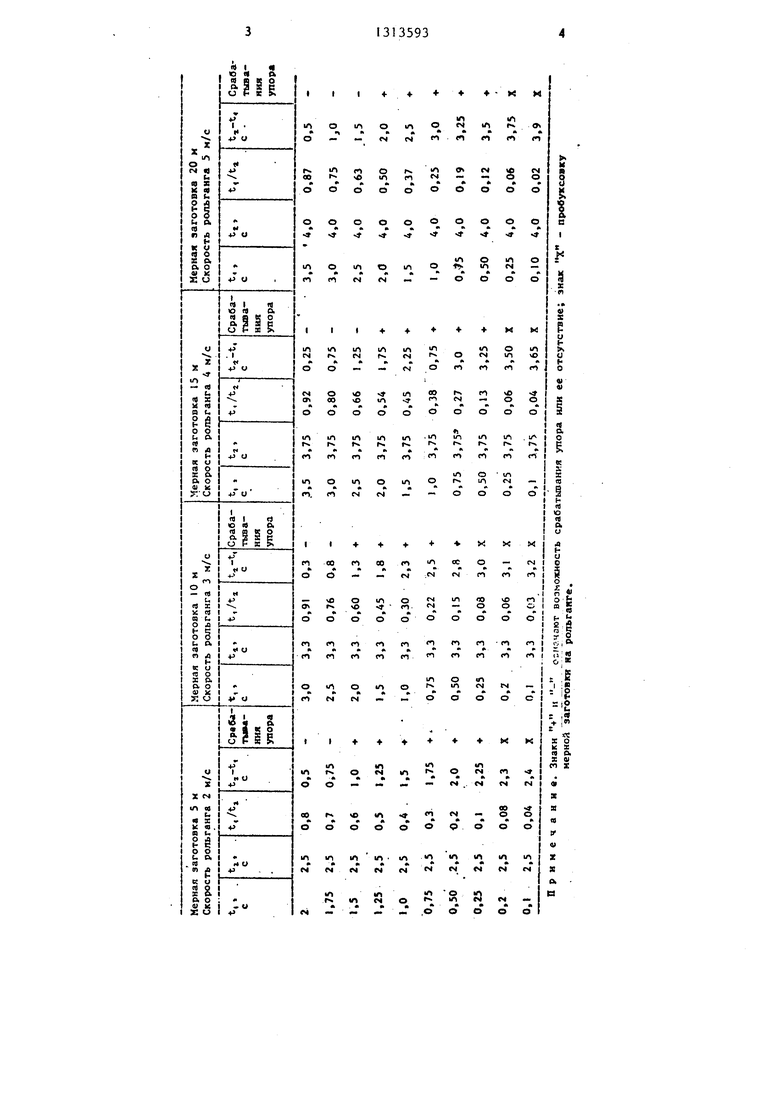
В результате промьщ1ленных экспериментов, проведенных на различных типах упоров, установлено, что величина зазора 4-6 м обеспечивает бес20 препятственное опускание хобота упора в разрыв между полосами и безаварийную работу всего упора. При этом соотношение между временем транспортировки мерной заготовки и щтуки должно быть меньше 0,6 и больше 0,1, В данном случае с учетом периодов разгона рольганга и полосы t, 3c, at2. 6c. Таким образом, соотношение 0,5, что нахо25
30
дится в допустимых пределах.
Время срабатывания упора не должо быть меньще 1 с при скорости ольганга 2,0 м/с или меньше 2 с ри скорости 5 м/с,
Транспортировалась модель заготовки квадрат 50,
Результаты испытаний приведены в таблице.
Формула изобретения
Способ горячей резки мерных заготовок типа стержней в потоке, при котором осуществляют транспортирование штуки до упора, зажим, порезку и отвод отрезанных мерных заготовок, отличающийся тем, что, с целью повышения производительности, отвод отрезанных мерных заготовок производят с ускорением, а время
транспортирования заготовки задают из соотношения
0,1 1. 0,6, г
где t, - время транспортирования мерной заготовки;
t - время транспортирования штуки.
Составитель Н.Финн Редактор А.Огар Техред Н.Глущенко
Заказ 2162/12 Тираж 976 Подписное ВНИИПИ Государственного комитета .СССР по делам изобретений -и открытий П3035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
qDt/g. J
Корректор С.Черни
| название | год | авторы | номер документа |
|---|---|---|---|
| Пила для резки проката | 1976 |
|
SU565782A1 |
| Способ получения металлических мерных заготовок типа стержней в потоке | 1977 |
|
SU618217A1 |
| Способ резки проката | 1981 |
|
SU1004028A1 |
| СТАЛЕПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2012 |
|
RU2495730C1 |
| Дисковая пила для резки проката | 1980 |
|
SU994163A1 |
| УПОР ДЛЯ ОСТАНОВКИ ПРОКАТА | 1992 |
|
RU2095202C1 |
| Способ изготовления сортовых профилей | 1989 |
|
SU1730176A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ДВИЖУЩИХСЯ ПРОФИЛЕЙ | 1991 |
|
RU2021083C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ | 2000 |
|
RU2173227C1 |
| Устройство для резки проката | 1982 |
|
SU1146150A1 |
Изобретение относится к прокатному производству, в частности к способам разделения проката на мерные длины. Цель изобретения - повьтение производительности. Горячую резку , мерных заготовок типа стержней в потоке осуществляют транспортированием штуки 1 до упора 3 зажимом, порезкой, а отвод отрезанных мерных заготовок 6 производят с ускорением, при этом время транспортирования заготовки 6 задают из соотношения 0,1 t, : где t - время транспортирования мерной заготовки; t - время транспорти- рования штуки, 3 ил. 1 табл. со 00 СП 00 дзиг.г
| Дзигвашвили Г.А | |||
| и др | |||
| Снижение расхода металла на концевую обрезь | |||
| - Металлургия, 1977, № 10, с | |||
| Механический грохот | 1922 |
|
SU41A1 |
