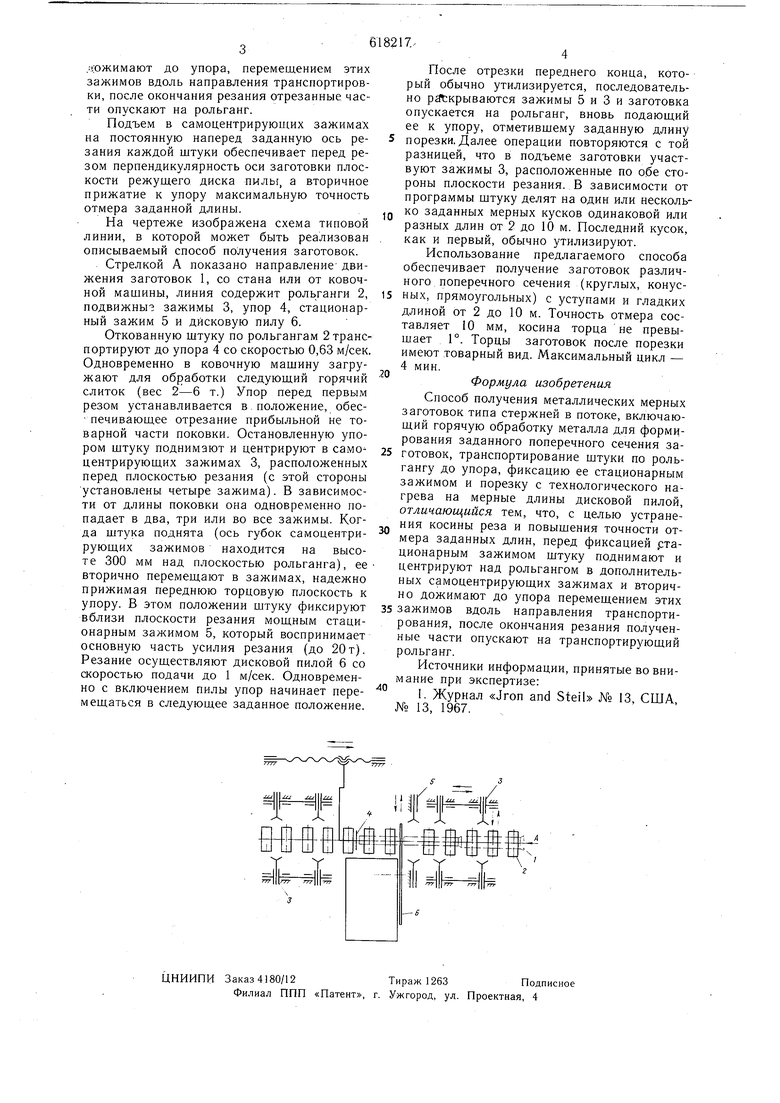
Изобретение относится к станкостроению и может быть использовано в прокатном и ковочном производстве при получении заготовок мерных длин. Известны способы получения в потоке металлических мерных заготовок типа стержней, включающие горячую обработку металла для формирования заданного поперечного сечения заготовок, транспортирование штуки по рольгангу до упора, фиксацию ее стапионарным зажимом и порезку с технологического нагрева на мерные длины дисковой ПИЛОЙС13. Эти способы не позволяют получать при порезке качественные заготовки, а именно перпендикулярности плоскости реза (торца) продольной оси, а также дают существенные ошибки при отмере заданной длины порезки. Суш,ествуюший способ получения мерных заготовок не дает возможности гарантированно получить перпендикулярность торцовых поверхностей оси заготовки и высокую точность отмера заданных длин. Наиболее существенно недостатки известного способа проявляются при получении заготовок переменного поперечного сечения и профиля, чаще из поковок. В этих случаях решить задачу выбором соответствующего профиля прижима или точностью установки упоров практически невозможно. Это обусловлено тем, что, во-первых, металл, особенно переменного профиля, движется по рольгангам в положении, в котором его продольная ось не совпадает с направлением движения, а значит, и останавливается упором в таком положении, т. е. не по базовому торцу, а, во-вторых, зажим не может надежно и ровно (перпендикулярно плоскости реза) зафиксировать заготовку. Простая фиксация штуки металла в зоне резания может часто усугубить перекос оси заготовки к плоскости реза. Цель изобретения - устранение косины реза и повышение точности отмера заданных длин заготовок. Это достигается тем, что в известном способе получения в потоке металлических мерных заготовок, включающем операции транспортирования ,штуки по рольгангам до упора, фиксацию ее стационарным зажимом и порезку с технологического нагрева дисковой пилой, перед фиксацией стационарным зажимом щтуку поднимают и центрируют в дополнительных самоцентрирующих зажимах над рольгангом и вторично
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ горячей резки | 1985 |
|
SU1313593A1 |
| Способ изготовления гнутых профилей и линия для его осуществления | 1991 |
|
SU1796311A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| Способ разделения движущейся полосы | 1991 |
|
SU1773596A1 |
| Установка для изготовления и резки непрерывно движущегося профиля | 1977 |
|
SU747630A1 |
| Способ получения сортовых профилей | 1974 |
|
SU485618A1 |
| Способ производства заготовок и технологическая линия для его осуществления | 1988 |
|
SU1616721A1 |
| Линия резки труб | 1979 |
|
SU804248A1 |
| Станок для резки длинномерного материала | 1987 |
|
SU1696177A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 1985 |
|
SU1249776A1 |
