Изобретение относится к технологическим процессам, а именно к области лезвийной обработки металлов из никелевых сплавов методом точения на станках с ЧПУ и предназначено для повышения производительности токарной обработки за счет эффективного отвода стружки от режущей пластины.
Известно устройство для обработки токарной обработки металлов, выполненное в виде сменной твердосплавной пластины, а именно режущая пластина для чистовой обработки, содержащая систему удаления стружки (Патент РФ №2659550, опубл. 03.07. 2014 г.).
Недостатком данного устройства является низкая производительность из-за небольшого снимаемого слоя материала за один проход режущей пластины.
Другим устройством, известным из уровня техники, является керамическая режущая пластина со стружколомающими канавками на передней поверхности (Патент РФ №133765, опубл. 27.10.2013 г.).
Недостатком данного устройства является низкая производительность обработки металлов из никелевых сплавов, вследствие быстрого изнашивания передней поверхности.
Наиболее близким по технической сущности к предлагаемому изобретению является выбранный в качестве прототипа сменная многогранная пластина, содержащая текстурированную переднюю поверхностью, представляющая собой двадцать пять углублений в виде глухих отверстий, расположенных на прямоугольной площадке длиной и шириной 350-450 мкм (Патент РФ №2751606, опубл. 15.07. 2020 г.).
Недостатком известной пластины, в том числе технической проблемой является низкая производительность токарной обработки из-за режущей кромки прямолинейной формы, вследствие плохого разделения стружки при точении больших припусков.
В основу заявленного изобретения был положен технический результат - повышение производительности токарной обработки пластиной из режущей керамики с криволинейной кромкой за счет эффективного стружкодробления.
Технический результат достигается тем, что сменная многогранная пластина из инструментальной керамики, предназначенная для точения никелевых сплавов, имеет криволинейную режущую кромку, и размещенные на торцевой поверхности микрольеф, который формируется совокупностью лунок в виде группы микролунок с радиусом 20-40 мкм, глубиной 20-40 мкм, обеспечивающий размещение и удержание суспензии на основе дисульфида молибдена при точении, причем координаты центров лунок определяются по следующим зависимостям
По оси ОХ:
По оси OY: 
Где:
Ra - радиус кривизны обрабатываемой поверхности; τ - параметр определяющий шаг между лунками в тангенсальном направление касательной к режущей кромке; μ - параметр определяющий шаг между лунками в нормальном направление к режущей кромке; Ω - параметр, определяющий форму режущей кромки.
Функциональное назначение выполненных на передней поверхности микролунок в виде глухих отверстий является удержание суспензии на основе дисульфида молибдена или консистентных смазок. Данные емкости предотвращают преждевременный вынос смазок с передней поверхности инструмента, в зоне контакта со стружкой. Благодаря этому, процессы трения и адгезии протекают с меньшей интенсивностью, вследствие чего износ на передней поверхности будет образовываться более длительное время, что позволяет повысить режимы резания, увеличив тем самым производительность обработки.
Изобретение поясняется графическими изображениями.
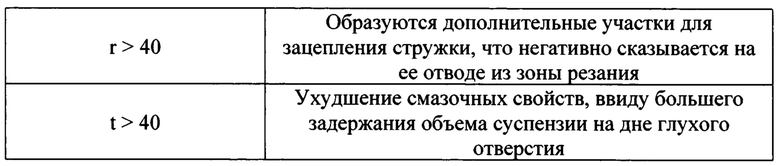
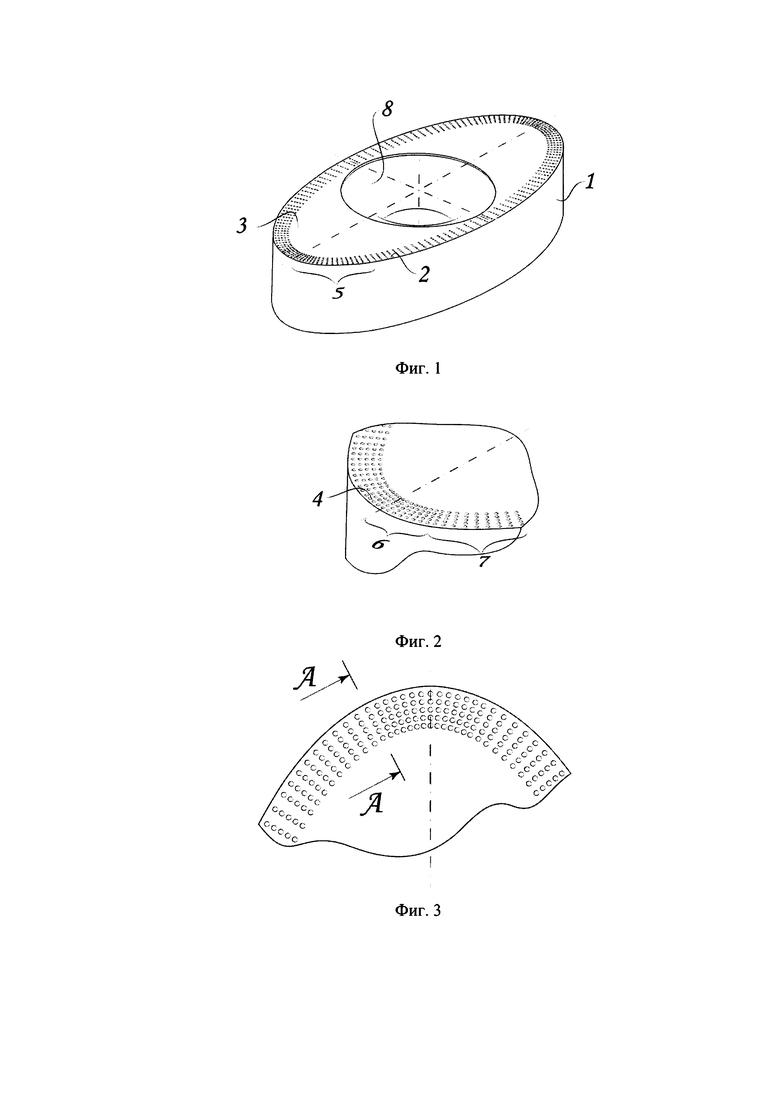
На фиг. 1 схематично изображена сменная многогранная пластина из инструментальной керамики.
На фиг. 2 - увеличенный вид на вершину режущей пластины.
На фиг. 3 - вид сверху на вершину режущей пластины.
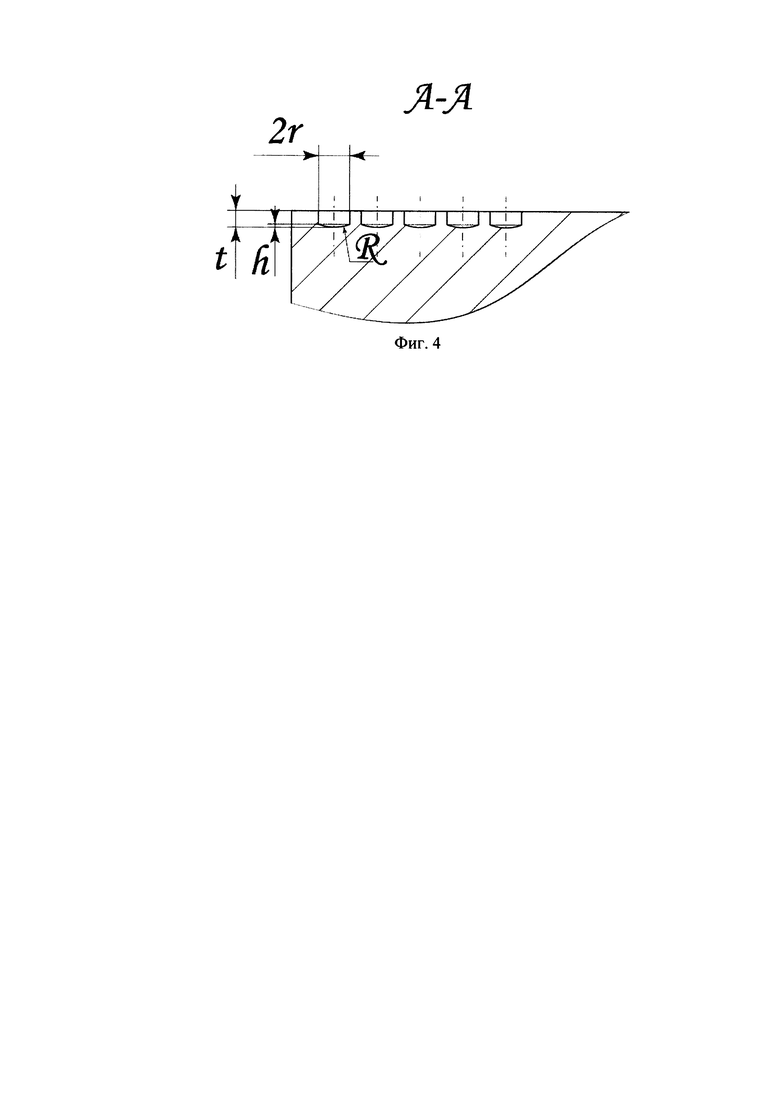
На фиг. 4 - сечение А-А, на котором показано форма и расположение микролунок.
Сменная многогранная пластина из инструментальной керамики, предназначенная для точения никелевых сплавов содержит корпус 1, криволинейную режущую кромку 2, и размещенный на торцевой поверхности 3 микрольеф 4 (фиг. 2), в заявленной пластине микрорельеф 4 формируется совокупностью лунок в виде группы микролунок с радиусом r=20-40 мкм, глубиной t=20-40 мкм (фиг. 4), обеспечивающий размещение и удержание суспензии на основе дисульфида молибдена (на рисунках не показана) при точении причем координаты центров лунок определяются по следующим зависимостям:
По оси ОХ:
По оси OY:

Где:
Ra - радиус кривизны обрабатываемой поверхности; τ - параметр определяющий шаг между лунками в тангенсальном направление касательной к режущей кромке; μ - параметр определяющий шаг между лунками в нормальном направление к режущей кромке; Ω - параметр, определяющий форму режущей кромки.
Известно, что режущая кромка описывается зависимостью:

Тогда координаты центров лунок, расположенных на равном расстоянии по нормали ка режущей кромке, будут иметь вид:
По оси ОХ:
После упрощения выражения:
По оси OY:

После упрощения выражения:


Сменная многогранная пластина из инструментальной керамики для точения никелевых сплавов работает следующим образом.
Перед токарной обработкой корпус режущей пластины 1 устанавливается в паз специальной формы, сформированный в резцедержателе (на чертежах не указан), и закрепляется винтом (на чертеже не указан) через отверстие 8. Перед обработкой, на лунки 4 необходимо нанести суспензию на основе дисульфида молибдена (на рисунках не показана), расположенных на торцевой части 3. При обработке черновой припуск снимается участком режущей кромки 7, а чистовая обработка поверхности производится участком 6. Данные участки лежат на режущей кромки 2 и формируют активный режущий участок 5. При точении стружка, сходящая по торцевой части 3, изнашивает переднюю поверхность, что может служить преждевременным выходом из строя режущего инструмента. Сформированные лунки 4, позволяют удержать суспензию на основе дисульфида молибдена, что уменьшает трение на передней поверхности и улучшает процесс резания.
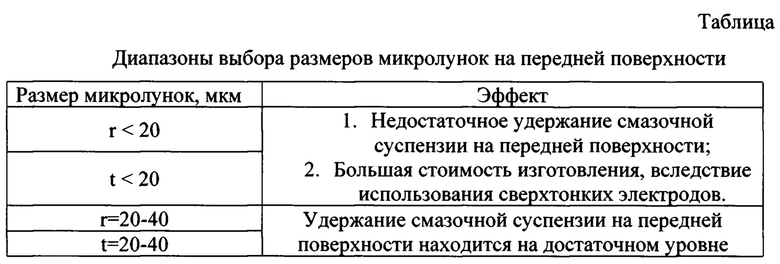
Радиус лунок должен находиться в диапазоне r=20-40 мкм, а глубина лунок t=20-40 мкм. Лунки меньшего радиуса и глубины (при r<20 мкм и t<20 мкм) недостаточно хорошо способствуют удержанию смазывающих компоненты в зоне обработки, а также является не рациональными ввиду большой стоимости их изготовления, вследствие использования сверхтонких электродов. Лунки большего радиуса (r>40 мкм) создают дополнительные участки для зацепления стружки, что негативно сказывается на ее отводе из зоны резания. Лунки большей глубины (t>40 мкм) будут способствовать ухудшению смазочных свойств, ввиду большего задержания объема суспензии на дне глухого отверстия. В таблице показаны диапазоны размеров микролунок и соответствующий эффект от выбранного диапазона.
Для определения точной глубины лунок, соответствующая радиусу лунок, необходимо определить величину h (фиг. 4) образовывающаяся в следствие разряда электрода, форма данного следа представляет собой часть сферы, в сечении А-А можно измерить радиус этой сферы R (фиг. 4). Радиус участка сферы находится в пределах 3⋅r±5 мкм. Величина h определяется по следующей формуле:
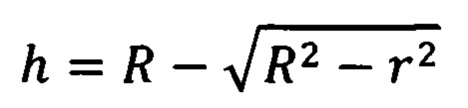
Таким образом, для достижения необходимой глубины отверстия крайне важно учитывать величину h и при обработке электродом заглубляться на величину t-h.
Таким образом, заявленная совокупность существенных признаков, отраженная в независимом пункте формулы изобретения, обеспечивает получение заявленного технического результата - повышение производительности токарной обработки за счет эффективного стружкодробления.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в формуле признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности необходимых признаков, неизвестной на дату приоритета из уровня техники и достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении предназначен для осуществления процесса обработки металлов точением и используется для формообразования цилиндрических поверхностей в том числе фасонных на деталях из никелевых сплавов на станках с ЧПУ;
- для заявленного объекта в том виде, как он охарактеризован в формуле, подтверждена возможность его осуществления с помощью вышеописанных в заявке или известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует критериям патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ модификации поверхностного слоя режущих пластин из инструментальной керамики, предназначенной для точения никелевых сплавов | 2020 |
|
RU2751608C1 |
| Способ микротекстурирования поверхностного слоя керамических пластин электроэрозионной обработкой | 2020 |
|
RU2751606C1 |
| Способ формирования микротекстур на поверхности режущих пластин из диэлектрических керамик электроэрозионной обработкой | 2022 |
|
RU2801705C1 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| РЕЖУЩАЯ МНОГОГРАННАЯ СМЕННАЯ ПЛАСТИНА | 2008 |
|
RU2377099C1 |
| СПОСОБ ПОВЕРХНОСТНОГО ЗАКАЛОЧНОГО УПРОЧНЕНИЯ РЕЖУЩЕ-ДЕФОРМИРУЮЩИМ ИНСТРУМЕНТОМ | 2014 |
|
RU2556897C1 |
| СПОСОБ ТОЧЕНИЯ ПОВЕРХНОСТИ СЛОЖНОГО ПРОФИЛЯ СМЕННОЙ РЕЖУЩЕЙ МНОГОГРАННОЙ ПЛАСТИНОЙ С ЦИКЛОИДАЛЬНЫМ ПРОФИЛЕМ ПЕРЕДНЕЙ ПОВЕРХНОСТИ | 2019 |
|
RU2711998C1 |
| Способ получения частиц порошка методом ротационного точения многогранными резцами | 2024 |
|
RU2830785C1 |
| Способ изготовления режущего инструмента | 1988 |
|
SU1690954A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОТНОСИТЕЛЬНОЙ СТОЙКОСТИ ЛЕЗВИЙНОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 2002 |
|
RU2237548C2 |
Изобретение относится к технологическим процессам, а именно к области лезвийной обработки металлов из никелевых сплавов методом точения на станках с ЧПУ. Сменная пластина из инструментальной керамики для точения фасонных деталей из никелевых сплавов выполнена с криволинейной режущей кромкой и микрорельефом, сформированным на ее передней поверхности. Микрорельеф сформирован в виде группы микролунок с радиусом 20-40 мкм и глубиной 20-40 мкм, что обеспечивает размещение и удержание в них суспензии на основе дисульфида молибдена или консистентных смазок при точении. Повышается производительность токарной обработки пластиной из режущей керамики с криволинейной кромкой за счет эффективного стружкодробления. 4 ил., 1 табл.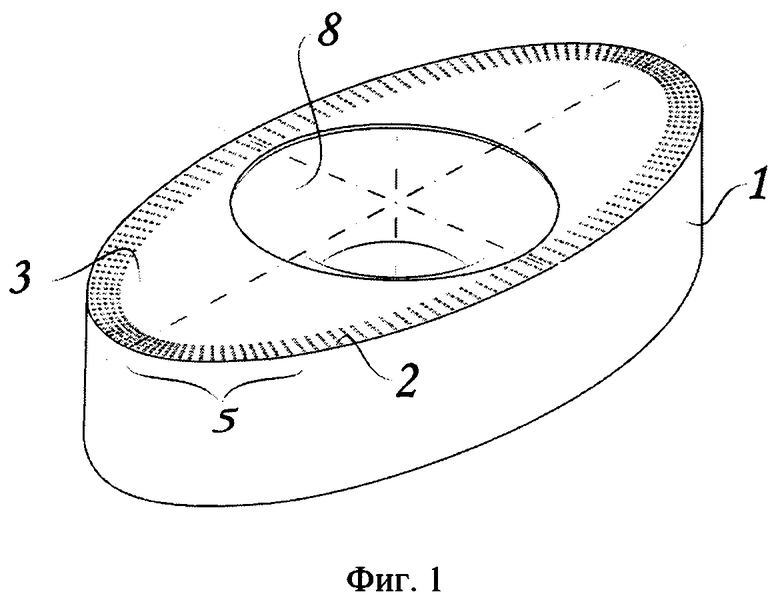
Сменная пластина из инструментальной керамики для точения фасонных деталей из никелевых сплавов, выполненная с криволинейной режущей кромкой и микрорельефом, сформированным на ее передней поверхности, отличающаяся тем, что микрорельеф сформирован в виде группы микролунок с радиусом 20-40 мкм и глубиной 20-40 мкм, из условия размещения и удержания в них суспензии на основе дисульфида молибдена или консистентных смазок при точении.
| РЕЖУЩАЯ ПЛАСТИНА | 2010 |
|
RU2492970C1 |
| МНОГОГРАННАЯ ПЛАСТИНА ДЛЯ ТОЧЕНИЯ | 2014 |
|
RU2594301C2 |
| Многогранная режущая пластина | 1988 |
|
SU1611583A1 |
| РЕЖУЩАЯ МНОГОГРАННАЯ СМЕННАЯ ПЛАСТИНА | 2008 |
|
RU2377099C1 |
| Режущая многогранная пластина | 1988 |
|
SU1602614A1 |
| Режущая пластина | 1983 |
|
SU1065093A1 |
| JP 2015131387 A, 23.07.2015. | |||

