Изобретение относится к машиностроению, касается заточки инструмента и может быть использовано при изготовлении резцов, оснащенных сверхтвердым синтетическим материалом (СТМ), например композитом 01, 05 и др.
Цель изобретения - повышение производительности заточки и упрощение конструкции приспособления.
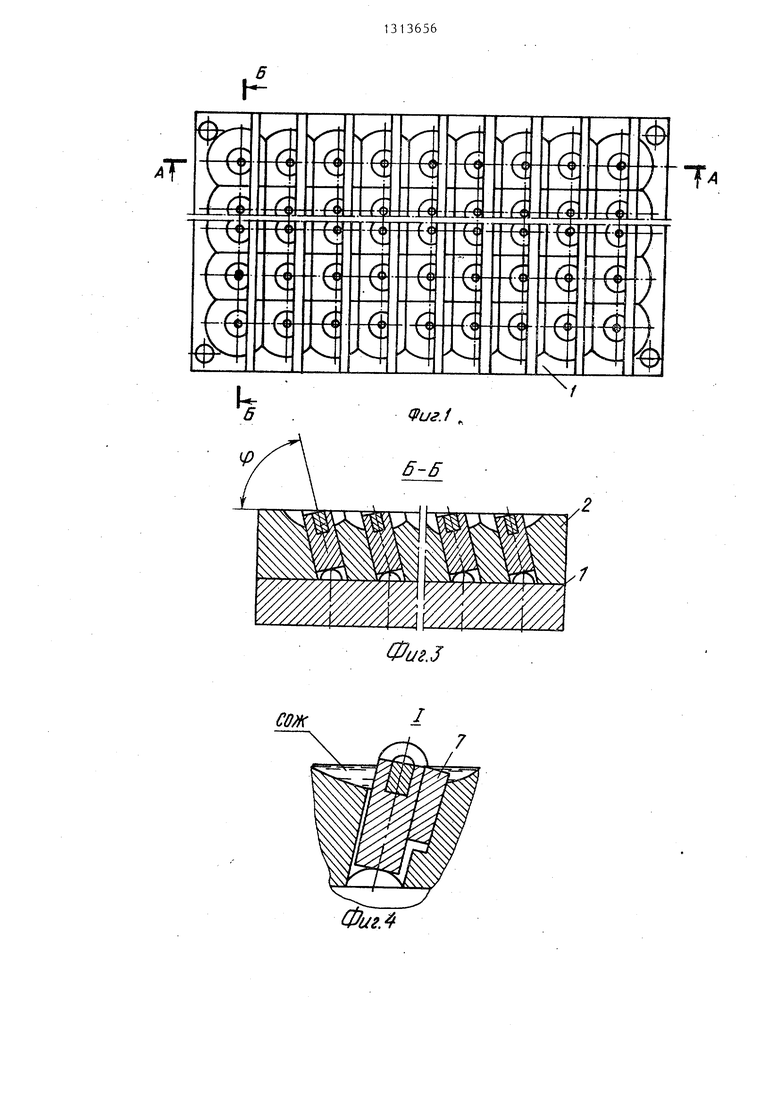
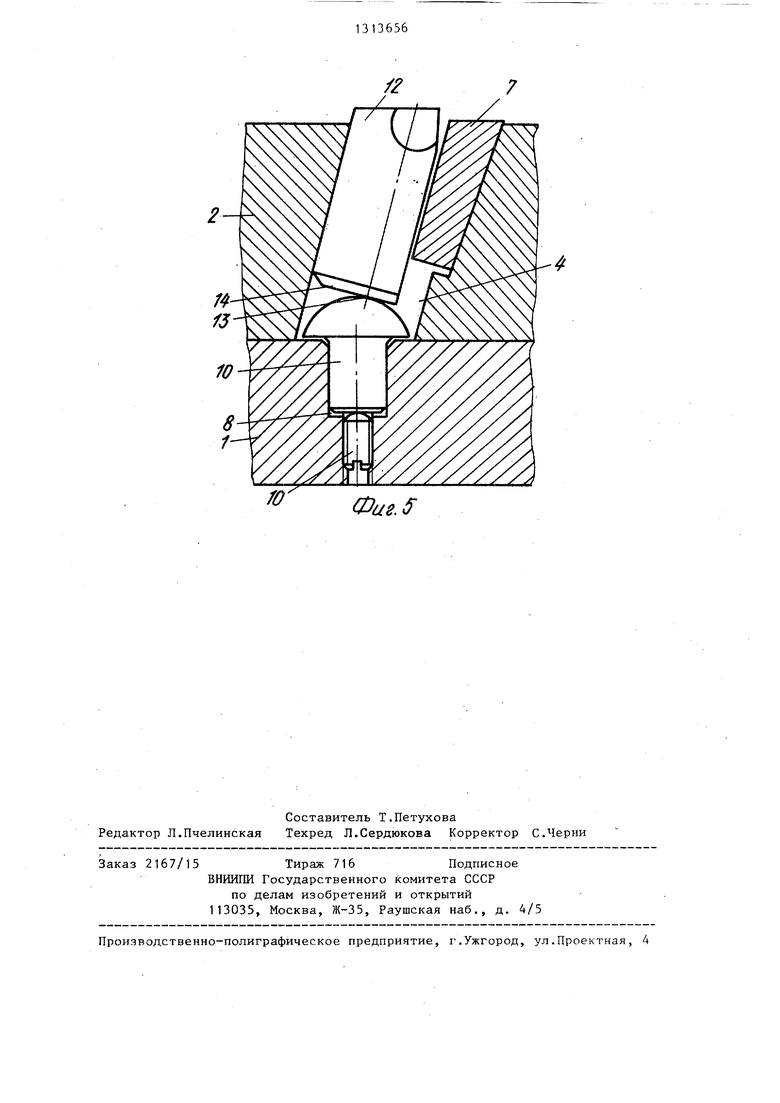
На фиг. 1 изображено многоместное кассетное приспособление, вид сверху; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг.1| на фиг. 4-уз ел I на фиг, 2; на фиг. 5 - установка затачиваемого резца в приспособление.
Многоместное кассетное приспособление состоит из корпуса, выполненного в виде верхней 1 и нижней 2 гшит собранных между собой с помощью направляющих штифтов 3. В верхней плите выполнены сквозные отверстия 4, оси которых наклонены под углом о, равным заднему углу заточки, к опорной плоскости 5 корпуса и под углом If, равным углу в плане. В верхней плите 1 выдолнены пазы (гнезда) 6, в которых неподвижно размещены вкладыши 7, расположенные под углом с/ к опорной плоскости 5. В нижней шште 2 также выполнены сквозные отверстия 8, в которых установлены сферические опорные элементы 9. Сферические опорные элементы 9 могут перемещаться в отверстиях 8 с помоп;ью микрометрических винтов 10.
Для создания благоприятных условий при заточке и компенсации температурных воздействий на верхней плите выполнены сферические лунки 11,
Приспособление работает следующим образом.
. В верхней плите 1 в отверстия 4 устанавливают резцы 12 до соприкосновения со сферическими опорными элементами 9 нижней плиты 2. Приспособление устанавливают на магнитный стол плоскошлифовального станка и закрепляют.
В процессе обработки при обильной подаче смазочно-охлаждающей жидкости (СОЖ) шлам, образуемый от соприкосновения режущего инструмента (абразивного, алмазного и др.) с резцами 12, заполняет имеющиеся зазоры в соединении резцов с корпусом и способствует самозаклиниванию резцов под действием сил резания. Наличие сферических лунок 11 на поверхности верхней плиты 1 способствует образованию обильных зон охлаждения в месте контакта режущего инструмента и обраба- тываемой плоскости резцов 12, так как этому благоприятствует непрерывная подача СОЖ в процессе обработки (фиг, 4). Резец 12 контактирует со сферическим опорным элементом в точ
ке 13 своей плоскостью 14, что исключает неточность в базировании резца 12.
В процессе обработки происходит самозаклинивание резцов 12 в отверстиях 4с упором на поверхность опорных элементов 9 в точке 13 (фиг,.5).
Для вытаскивания резцов из приспособления предусмотрено специальное устройство представляющее собой плоскую плиту с установленными на ней упорами, выполненными в виде штырей, (конструкция аналогична нижней плите 2). Наличие опорных элементов в нижней плите исключает необходимость изготовления комплектов приспособлений для обработки резцов различной геометрии, используются только верхние плиты с базовыми установочными отверстиямиJ что упрощает конструкцию приспособления 1,
Предлагаемое приспособление позволяет повысить производительность заточки за счет увеличения числа об- 35 рабатываемых резцов, сокращения времени на переустановку приспособления и закрепления резц-ов, .
Формула из обретения
40
Многоместное кассетное приспособ- ление для заточки резцов, содержащее корпус с опорной плоскостью и с гнездами, предназначенными для установ45 ки в них затачиваемых резцов, о т- личающе еся тем,.что, с целью повыпения производительности заточки и упрощения конструкции приспособления, корпус выполнен в виде
50 верхней и нижней плит и снабжен опорными сферическим:и элементами, при этом гнезда выполнены в верхней плите, их оси наклонены к опорной плоскости корпуса в двух взаимно перпен55 дикулярных направлениях, причем в нижней плите выполнены сквозные отверстия, в которых с возможностью регулируемого перемещения установлены опорные, элементы.
т
(Риг.1
Фиг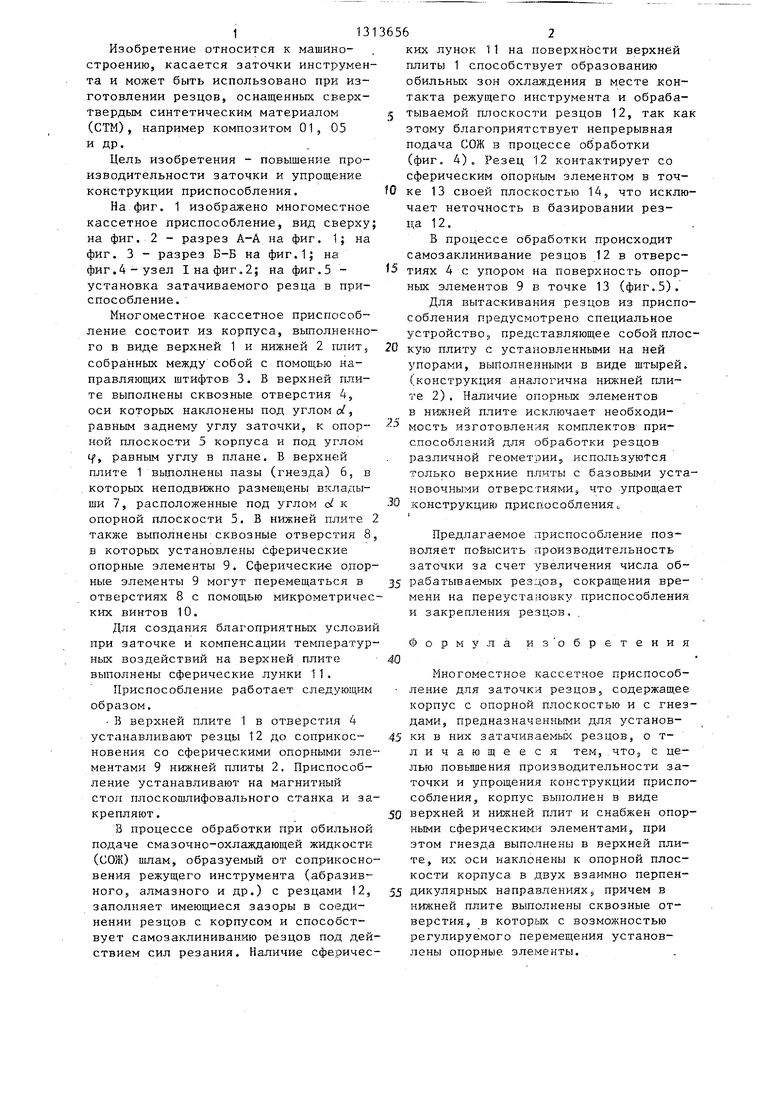
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПЛЕКТ ОПОРНО-БАЗИРУЮЩИХ ГНЕЗД ПОД МЕХАНИЧЕСКИ ЗАКРЕПЛЯЕМЫЕ ПЕРЕТОЧЕННЫЕ РЕЖУЩИЕ ПЛАСТИНЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2217268C2 |
| Способ окончательной заточки алмазных резцов с дугообразной режущей кромкой | 1987 |
|
SU1491666A1 |
| Способ разъемного крепления двух- и трехслойных пластин-резцов со сверхтвердыми слоями и твердосплавной подложкой | 2016 |
|
RU2631756C1 |
| УСТРОЙСТВО для ЗАТОЧКИ и ФУГОВКИ пильных ЦЕПЕЙи РЕЗЦОВ | 1969 |
|
SU258052A1 |
| ЗУБОСТРОГАЛЬНЫЙ ИНСТРУМЕНТ | 2015 |
|
RU2611002C2 |
| Способ заточки боковых граней зубьев дисковых пил, оснащенных вставками с режущими элементами | 1987 |
|
SU1509282A1 |
| ТИСКИ УНИВЕРСАЛЬНЫЕ ДЛЯ ЗАТОЧКИ ИНСТРУМЕНТА | 1999 |
|
RU2159174C1 |
| УСТРОЙСТВО ДЛЯ РУЧНОЙ ЗАТОЧКИ НОЖЕЙ | 2021 |
|
RU2761845C1 |
| СБОРНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2235622C1 |
| Заточное приспособление | 1990 |
|
SU1779548A1 |
Изобретение относится к области машиностроения, касается заточки инструмента и может быть использовано при изготовлении резцов, оснащенных сверхтвердым синтетическим материалом (СТМ). Целью изобретения является повышение производительности заточки и упрощение конструкции приспособления. Приспособление состоит из корпуса, выполненного из верхней 1 и нижней 2 плит. В верхней плите 1 выполнены сквозные отверстия 4, оси которых наклонены к опорной плоскости 5 корпуса в двух взаимно перпендикулярных относительно опорной плоскости 5 сечениях. В верхней плите 1 также выполнены пазы (гнезда) 6, в которых неподвижно размещены вкладыши 7. В сквозных отверстиях нижней плиты 2 установлены сферические опорные элементы 9, которые могут перемещаться в отверстиях. Затачиваемые резцы 12 устанавливаются в отверстия 4 до соприкосновения со сферическими опорными элементами 9. Приспособление позволяет повысить производитель- ность заточки за счет увеличения числа обрабатываемых резцов, сокращения времени на переустановку приспособления и закрепление резцов. 5 ил. i СЛ А-А со 00 С5 СЛ о (Риг. г.
сож
7
Фиг Л
Фие. f
| Многоместное кассетное приспособление | 1978 |
|
SU715296A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
