Изобретение относится к подъемно-транспортным устройствам переноса изделий с по- зпции на позицию и может быть ис- по;1ьзовано, например, при очистке, травлении, обезжиривании, покраске, гальванической, термической, химико-термической обработке и т. п. процессах.
Цель изобретения - упрощение процесса перемещения изделий через ван.ны.
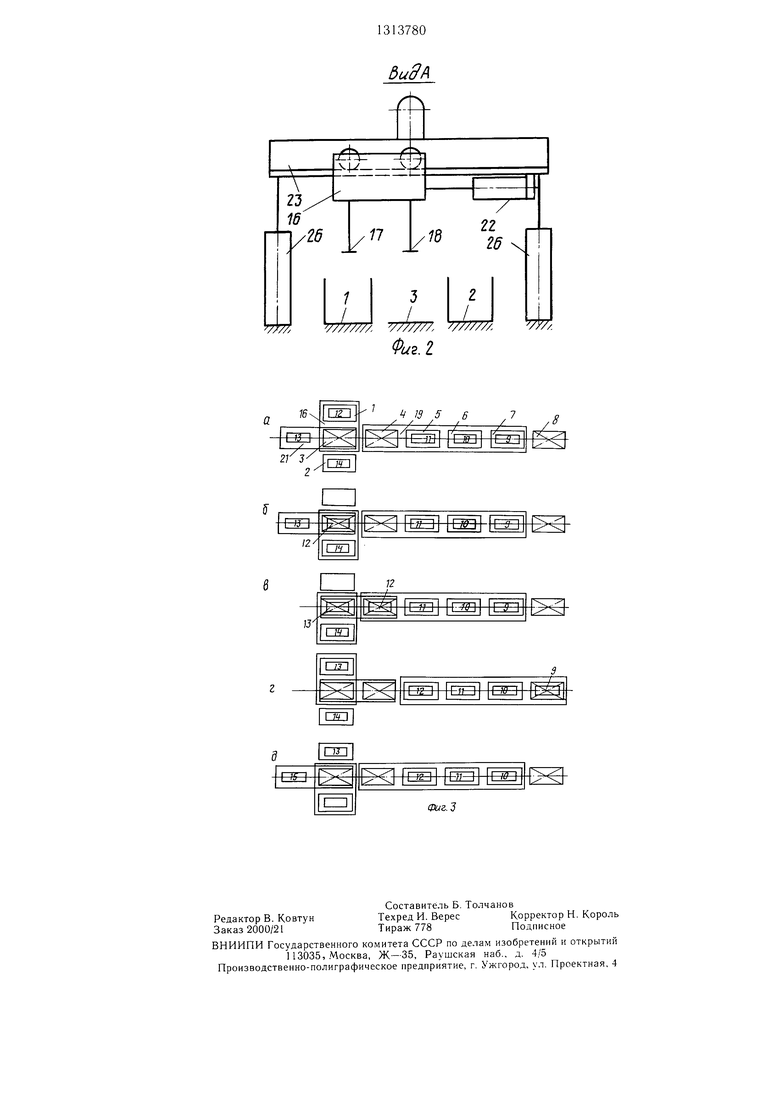
На фиг. 1 изображена линия для обработки изделий; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - (а-д) - схема перемещений тележек и изделий в ваннах.
Ли}1ия содержит ванны 1 и 2 предварительной обработки, из которых производится поочередное перемещение изделий, загрузочную площадку с местом 3, расположенным между ваннами 1 и 2, и местом 4, расположенпым между загрузочной площадкой 3 и ваннами 5-7 последующей обработки, разгрузочную площадку 8, контейнеры с изделиями 9-15, а также устройство для перемещения изделий, состоя- HJ,ee из тележки 16 с двумя захватами 17 и 18 для поочередного перемещения изделий из ванн 1 и 2, установленными с возможностью опускания контейнеров с изделиями на две соседние позиции, и тележки 19 с захватами 20 для последовате.чь- ного перемещения контейнеров с изделиями. Загрузочная площадка выполнена в виде двухместной тележки 21 с передней платформой для перемещения предварительпо обработанных изделий в зону места 4 и задней платформой для перемещения подлежащих обработке изделий в зону места 3. Линия снабжена гидроцилиндром 22 для горизонтального перемендения тележки 16 по направляющей 23, гидроцилиндром 24 для горизонтального перемещения тележки 19 по направляющей 25 и гидроцилиндрами 26 для вертикального перемещения тележек 16 и 19. Ванны последующей обработки размещены вдоль оси, а с двух их сторон по указанной оси расположены загрузочная и разгрузочная площадки. Ванны предварительной обработки и размещенная над ними направляющая 23 с тележкой расположены перпендикулярно ваннам носледующей обработки и размещенной над ними направ- 25 с тележкой 19.
Линия работает следуюишм образом.
В исходном положении (фиг. 1, 2 и 3, а) в ваннах 1, 2, 5, 6 и 7 находятся контейнеры с изделиями 12, 14, 11, 10 и 9 соответственно, а контейнер с изделиями 13, подлежащими обработке, - на задней платформе двухместной тележки 21,причем в ваннах 1,5-7 закончилась обработка изделий, которые необходимо перенести на соответствующие позиции для последующей обработки. Для этого контейнер с изделиями 12 извлекается из ванны 1 захватом 17 с помощью гидроцилиндров 26, поднимающих тележки 16 и 19 в верхнее положение, тележка 16 перемещается по направляющей 23 на один шаг гидроцилиндром 22, после чего тележки 16 и 19 опускаются и
контейнер с изделиями 12 становится на переднюю платформу тележки 21, находящуюся в зоне места 3 (фиг. 3, б). Перемещают двухместную тележку 21 в зону места 4, при этом контейнер с изделиями 12 располагается в месте 4, а контейнер с изделиями 13, подлежащими обработке, - в месте 3 (фиг. 3, в). Поднимают с помощью гидроцилиндров 26 тележки 16 и 19, после чего перемещают гидроцилиндром 22 тележку 16 и гидро0 цилиндром 24 тележку 19. Опускают тележки 16 и 19, в результате чего контейнер с изделиями 13 погружается в ванну 1, контейнеры с изделиями 10-12 - в ванны 5-7 соответственно, а контейнер с изделиями 9 устанавливается на разгрузочной
5 площадке 8 (фиг. 3, г). Перемещают тележки 16, 19 и 21 на один щаг, при этом захват 18 устанавливается над контейнером с изделиями 14, находящимися в ванне 2, для выполнения второго полуцикла. На заднюю платформу тележки 21 устанавливают контейнер с изделиями 15, подлежащими обработке. Дальнейщая обработка изделий повторяется по описанной схеме.
5
Формула изобретения Линия для обработки изделий, включающая ванны предварительной обработки, размещенные по оси ванны последующей обработки, расположенные с двух сторон последних вдоль их оси загрузочную и раз- 0 грузочную площадки, две приводные тележки с захватами, размещенные соответственно над ваннами предварительной и последующей обработки на направляющих, и механизмы подъема направляющих, отличающаяся тем, что, с целью упрощения процесса перемеп.1ения изделий через ванны, загрузочная площадка выполнена в виде подвижной вдоль оси ванн последующей обработки двухместной тележки, а ванны предварительной обработки и размещенная над ними одна из направляющих с приводной тележкой расположены перпендикулярно оси расположения ванн последующей обработки с двух сторон относительно двухместной тележки.
5
0
dudf(
Фиг. г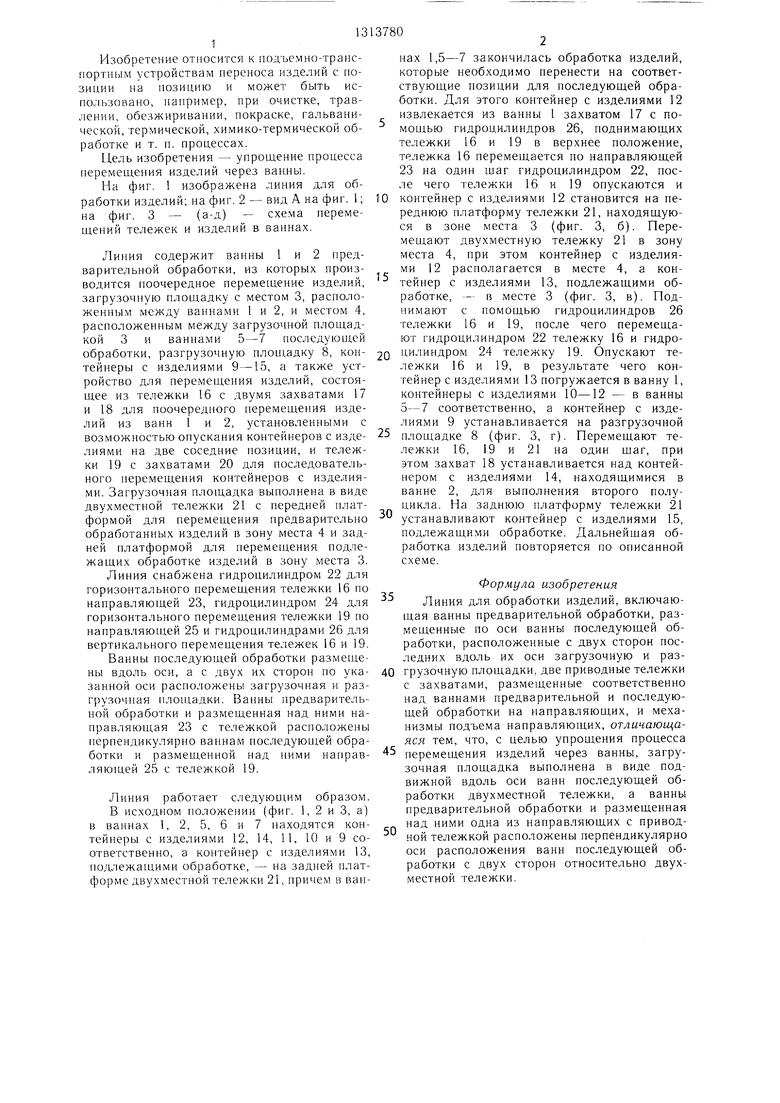
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для обработки изделий | 1982 |
|
SU1073174A1 |
| Карусельная линия для обработки изделий в ваннах | 1990 |
|
SU1770235A1 |
| Поточная линия для изготовления сварных балок | 1978 |
|
SU749607A1 |
| Устройство для диффузионной металлизации изделий в легкоплавком жидкометаллическом растворе | 2022 |
|
RU2789323C1 |
| СИСТЕМА ДЛЯ ПОДГОТОВКИ КОНТЕЙНЕРОВ К РАЗГРУЗКЕ ИЗ ТРАНСПОРТНОГО СРЕДСТВА | 1989 |
|
RU2033378C1 |
| ТРАНСПОРТНОЕ СРЕДСТВО ДЛЯ ПЕРЕВОЗКИ КОНТЕЙНЕРОВ | 1998 |
|
RU2142377C1 |
| Линия для обработки изделий | 1985 |
|
SU1305112A1 |
| МНОГОЯРУСНАЯ АВТОМАТИЗИРОВАННАЯ АВТОСТОЯНКА МОДУЛЬНОГО ТИПА | 2008 |
|
RU2376430C1 |
| Гибкая производственная система листовой штамповки | 1991 |
|
SU1796325A1 |
| Устройство для загрузки и выгрузки поддонов в агрегате для химико-термической обработки изделий | 1982 |
|
SU1257393A1 |
Изобретение относится к нодъемно- транспортным устр-вам для переноса изделий (И) с позиции на нозицию и позволяет упростить процесс перемещения И через вапны (В). Линия включает две В предварительной обработки, размещенные по оси, В 5-7 последующей обработки, две приводные тележки (Т) 16 и 19 с захватами, размещеннь е соответственно над В нредварительной обработки и В 5-7 на направляющих, и механизм подъема направ21 ляющих. с двух сторон в 5-7 вдоль их оси расположены загрузочная площадка в виде подвижной вдоль оси В 5--7 двухместной Т 21 и разгрузочная площадка 8. При этом В предварительной обработки и размещенная над ними одна из направляющих с Т 16 расположены перпендикулярно оси расположения В 5-7 с двух сторон относительно Т 21. В исходном положении во всех В находятся контейнеры с И, причем обработка И закончилась, а на задней платформе Т 21 - контейнер с И, подлежащими обработке. Затем из ОлЧной В предварительной обработки захватом Т 16 извлекается контейнер с И и переносится на переднюю платформу Т 21, находящуюся в зоне места 3. Перемещают Т 21 так, чтобы передняя платформа располагалась в зоне места 4. Затем поднимают Т 16 и 19 и перемещают нх. Опускают Т 16 и 19, в результате контейнер с И, находяни1Йся на задней платформе Т 21, погружается в В нредварительной обработки, а остальные контейнеры перемещаются на одну нознцню. 3 H. i. 19 (g (Л оо со 00 о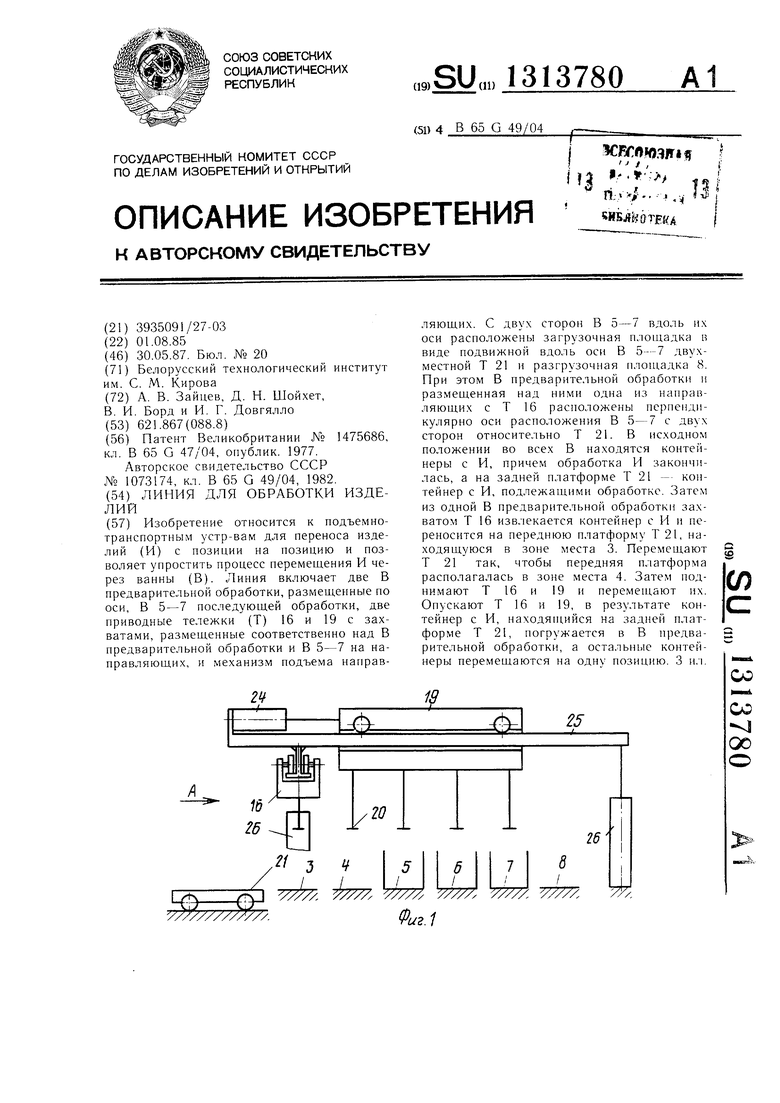
Фиг.З
| Вакуумная система пожарного автомобиля | 1987 |
|
SU1475686A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
| Линия для обработки изделий | 1982 |
|
SU1073174A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
