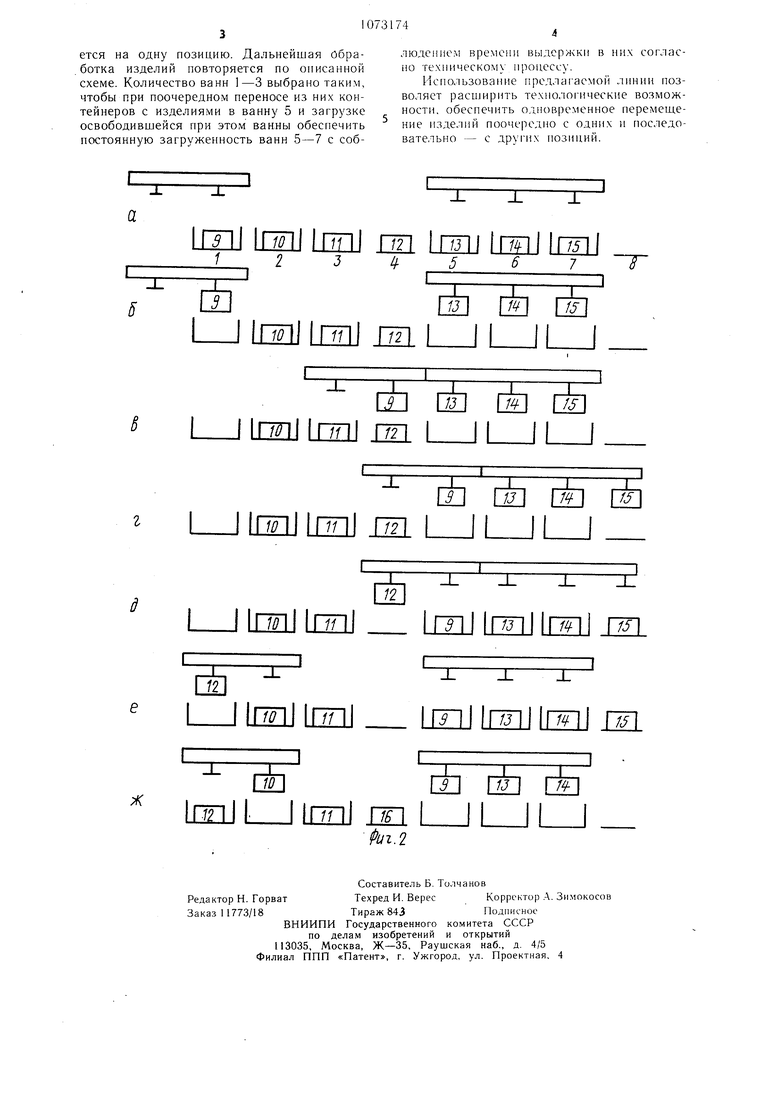
Изобретение относится к подъемно-транспортным устройствам для переноса изделий с позиции на позицию и может быть использовано, например, при очистке, травлении, обезжиривании, покраске, гальванической термической, хИмико-термической обработках и т.п. процессах. Известно устройство передачи деталей, включающее конвейер состоящий из приводной и Натяжной станций, огибаемых гибким тяговым органом, связанным с тележкой, имеющей платформу и механизм подъема платформы, который обеспечивает выборочный подъем изделий при перемещении с позиции на позицию 1. Однако известное устройство не позволяет производить одновременные перемещения обрабатываемых изделий гюочередно с одних и последовательно с других позиций, требуемые в ряде технологических процессов, когда время обработки на различных позициях неодинаково. Известна линия для обработки изделий, включающая загрузочную и разгрузочную площадки, ванны предварительной и последующей обработки, тележки с захватами, механизмами нодъема и приводами возвратно-поступательного перемещения 2. Недостатками данной линии являются дополнительные перемещения тележки, передаюпхей изделия между ваннами предварительной обработки, что увеличивает время работы линии. Цель изобретения - повышение производительности. Поставленная цель достигается тем, ч1о на линии для обработки изделий, включающей загрузочную и разгрузочную площадки, ванны предварительной и последующей обраборки, тележки с захватами, механизмами подъема и приводами возвратно-поступательного перемещения, загрузочная площадка установлена между ванна.ми предварительной и последующей обработки. На фиг. 1 изображена предлагаемая линия, вид в плане, на фиг. 2 (а-ж) - схема взаимных перемещений тележек, иллюстрирующих процесс одновременного перемещения обрабатываемых изделий поочередно с одних и последовательно - с других позиций. Линия содержит ванны 1-3 предварительной обработки с одинаковым составом и режимом длительной обработки, из которых производится поочередное перемещение изделий, загрузочную площадку 4, ванны 5 - 7 последующей обработки с одинаковой продолжительностью кратковременной обработки, из которых производятся последовательное перемещение изделий, разгрузочную площадку 8, контейнеры с изделиями 9-16, а также устройство для перемещения издеЛИЙ, состоящее из тележки 17 с двумя захватами: 18 - для перемещения изделий с загрузочной площадки 4 поочередно в ванны 1-3 и 19 - для поочередного перемещения изделий из ванн 1-3 в.ванну 5, при этом захваты 18 и 19 установлены с возможностью опускания контейнеров с изделиями на две соседние позиции, и тележки 20 с захватами 21 - для последовательного перемещения контейнеров с изделиями, блока 22, установленного на тележке 17, привода 23 для перемещения тележки 17 и пневмопривода 24 для возвратно-поступаелького смещения тележки 20 на одну позицию по нап равляющим 25, троса 26, огибающего блок 22 и закрепленного на тележке 20, устройств 27 подъема захватов 18, 19, 21 и натяжного устройства, включающего груз 28, блок 29 и трос 30, причем загрузочная площадка 4 размещена между позициями 1-3 с поочередным и 5-7 с последовательным перемещением контейнеров с изделиями. Линия работает следующим образом. В исходном положении (фиг. 1 и 2,а) в ваннах 1-3, 5-7 и загрузочной площадке 4 находятся контейнеры с изделия.ми 9- 15, причем в ваннах 1,5-7 закончилась обработка изделий, которые необходимо перенести на соответствующие позиции для последующей обработки. Для этого контейнер с изделиями 9 извлекается из ванны 1 захватом 19 с помощью подъемного устройства 27, а контейнеры с изделиями 13-15, извлекаются из ванн 5-7 захватами 21 (фиг. 2, б) и тележка 17, приводимая в движение приводом 23 при остановленном пневмоприводе 24, под действием троса 26, закрепленного на тележке 20, неремеп.1ается по направляющим 25 в положение, показанное на фиг. 2, в. При помощи пневмопривода 24 и привода 23 тележки 17 и 20 перемещаются на-одну позицию (фиг. 2,г) и захват 18 тележки 17 располагается над подлежащим обработке контейнером с изделием 12, находящимся на загрузочной площадке 4. ПрИ одновременном опускании всех захватов контейнеры с изделиями 9,13-15 оставляются в ваннах 5-7 и разгрузочной площадке 8, после чего контейнер 12 поднимается захватом 18 (фиг. 2, д) и под действием пневмопривода 24, привода 23 и натяжного устройства 28-30 тележки 17 и 20 возвращаются, при этом тележка 20 фиксируется пневмоприводом при перемещении на одну позицию, а тележка 17 останавливается над ваннами 1 и 2 (фиг. 2, е), в которых контейнер 12 на захвате 18 располагается над ванной 1, а захват 19 - над ванной 2. Hpi последующем одновре.менном движении вниз всех захватов контейнер с изделиями 12 опускается в ванну 1 и остается для обработки в этой ванне, а при движении захватов вверх контейнеры с изделиями 10, 9, 13 и 14 извлекаются из ванн 2,5-7 (фиг. 2, ж). После каждого цикла перемещений (от фиг. 2, б до фиг. 2, ж) тележка 17 сметается на одну позицию. Дальнейшая Обработка изделий повторяется по описанной схеме. Количество ванн 1-3 выбрано таким, чтобы при поочередном переносе из них контейнеров с изделиями в ванну 5 и загрузке освободившейся при этом ванны обеспечить постоянную загруженность ванн 5-7 с соблюдением времени выдержки в них согласпо техническому процессу.
Использование предлагаемой линии позволяет расширить техпологические возможпости, обеспечить одновременное перемешение изделий поочередно с одних и последовательно - с дру|-их позиций.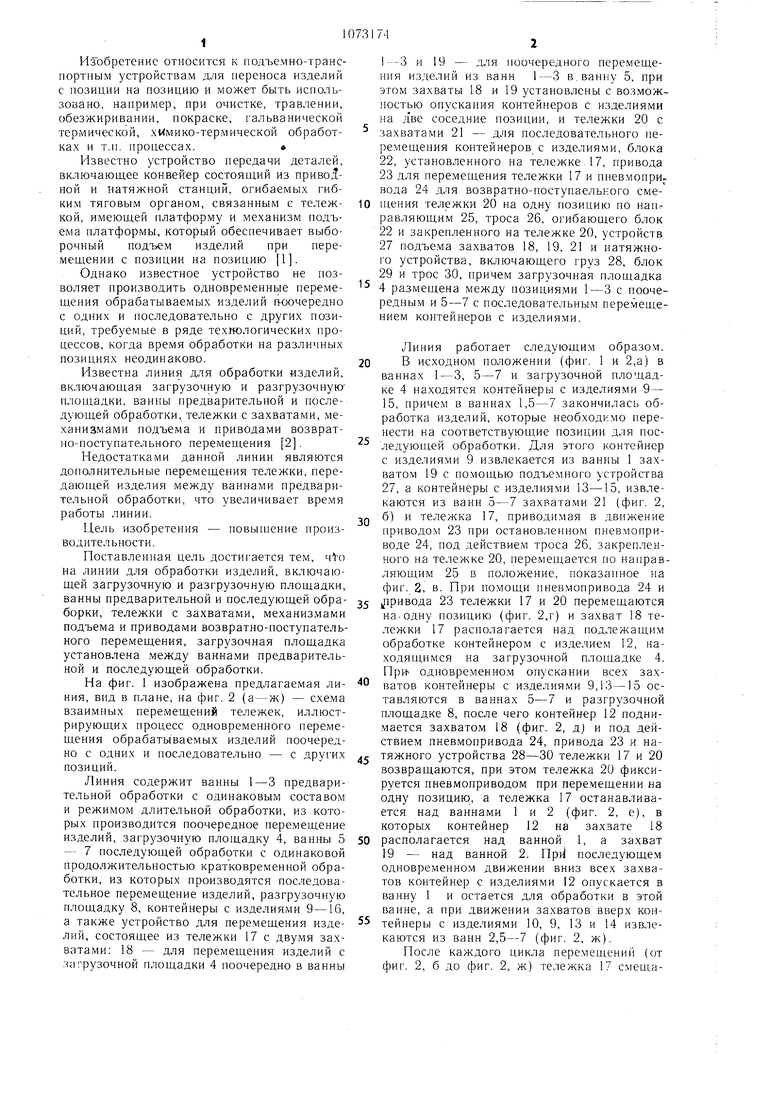
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для обработки изделий | 1985 |
|
SU1313780A1 |
| Линия для обработки изделий | 1985 |
|
SU1305112A1 |
| Линия карусельного типа для обработки изделий в ваннах | 1978 |
|
SU768727A1 |
| Карусельная линия для обработки изделий в ваннах | 1990 |
|
SU1770235A1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ МОЙКИ ИЗДЕЛИЙ | 1992 |
|
RU2008988C1 |
| Линия для эмалирования металлическихиздЕлий | 1979 |
|
SU852967A1 |
| Многопозиционная машина для бесшвейного скрепления предварительно зажатых в контейнеры книжных блоков | 1958 |
|
SU119866A1 |
| УСТРОЙСТВО ДЛЯ ДВУХСТОРОННЕЙ ОБРАБОТКИ ПЛАСТИН, НАПРИМЕР ФОТОШАБЛОНОВ | 2006 |
|
RU2328054C1 |
| Автоматическая линия для транспортирования проката при обработке в жидкости | 1987 |
|
SU1461726A1 |
| Установка для ионной обработки стеклоизделий | 1991 |
|
SU1825753A1 |
ЛИНИЯ ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ, включающая загрузочную и разгрузочную площадки, ванны предварительной и последующей обработки, тележки с за.хватами, .механизмом подъема и приводами возвратно-поступательного перемещения, отличающаяся тем, что, с целью повыщения производительности, загрузочная площадка установлена между ваннами предварительной и последующей обработки. (Л со 4
Т 1Г7Л1 Irrnl ПЛ 1ПЛ1 1Г7Л1 1Г7Л1
1 2 3 If 567 Г
U
InULnnJ г/л. I11III
II ПОЛЕШ Ш I1111I
X±
Ш Ш Ж
Ж Ш
/J
15
/J
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Тележечный конвейер | 1977 |
|
SU695905A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Вакуумная система пожарного автомобиля | 1987 |
|
SU1475686A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| - /rtV- Vffi j | |||
| - -::;-; | |||
