Известны установки для изготовления двойного нолого листового стекла, состоящие из туннельной печи, в которой нагревают до размягчения края двух листов стекла, и прессующего приспособления для соединения размягченных краев.
Соединение листов стекла с ПОМОЩЕ Ю прессующего приспособления значительно усложняет эти установки.
В предлагаемой установке этот недостаток устранен тем, что соединение размягченных краев друг над другом расположенных листов стекла осуществляется прокатными роликами, укрепленными в туппельной печи.
Кроме того, предлагаемая установка снабжена вращающейся иглой, 11рокалывающей стенку готового двойного стекла для выравнивания давления внутри полости до атмосферного.
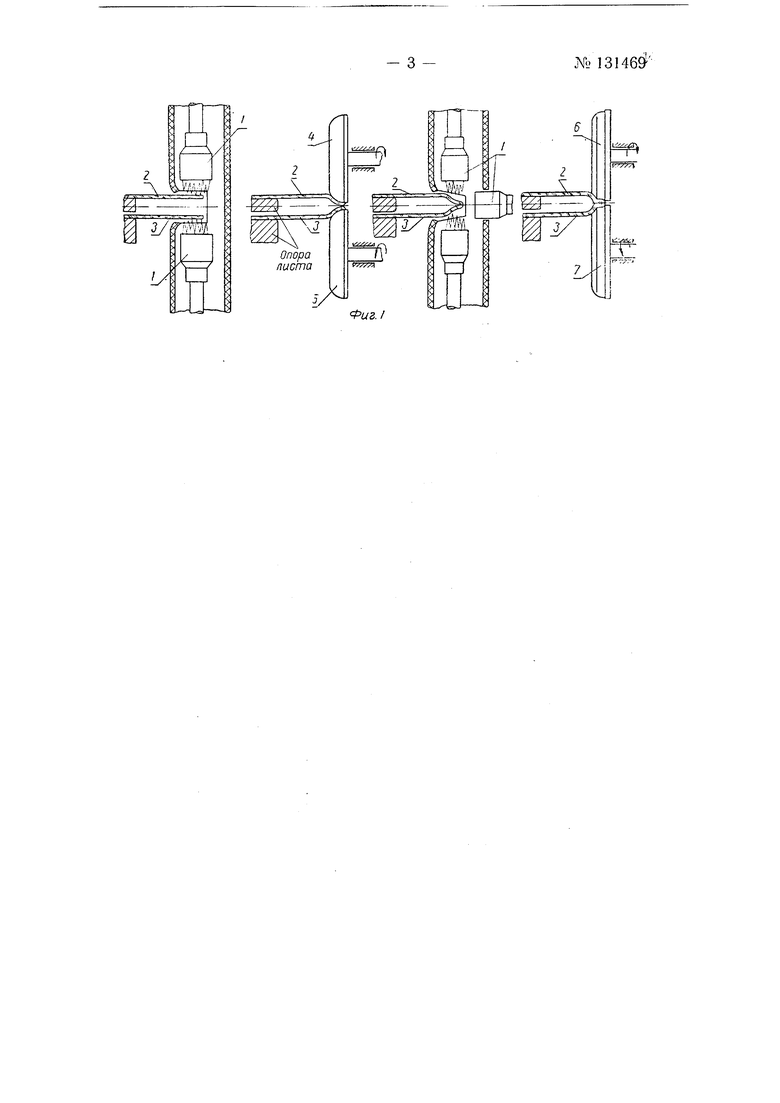
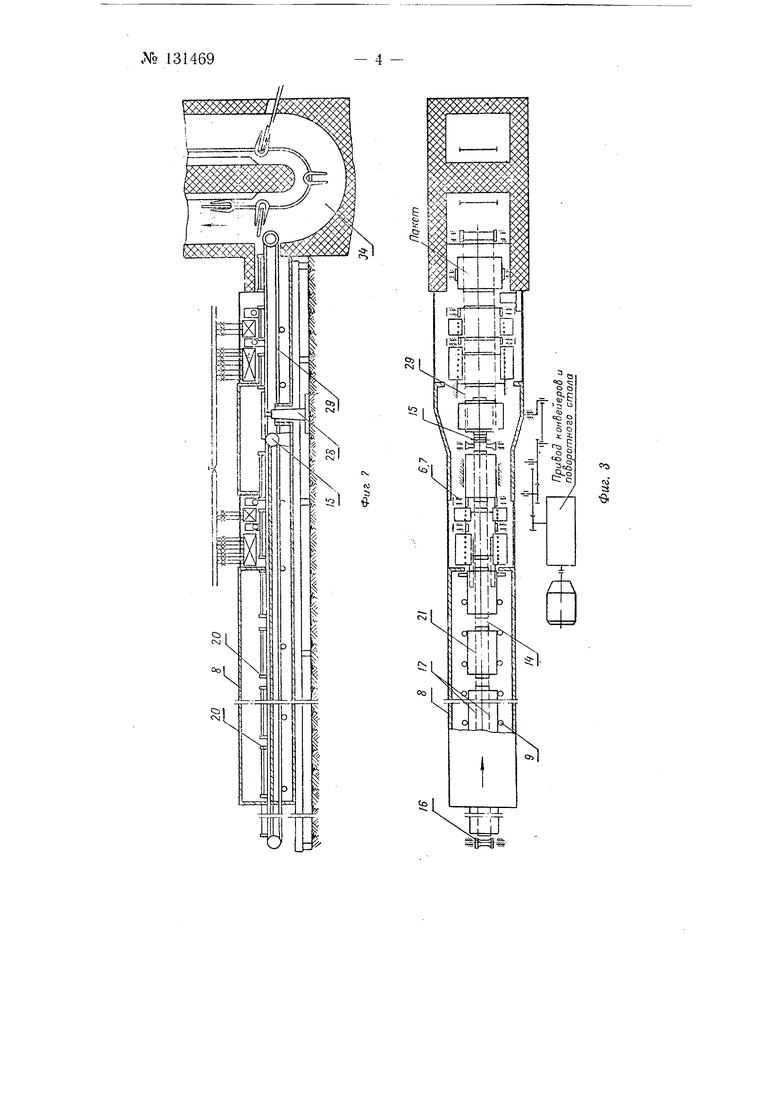
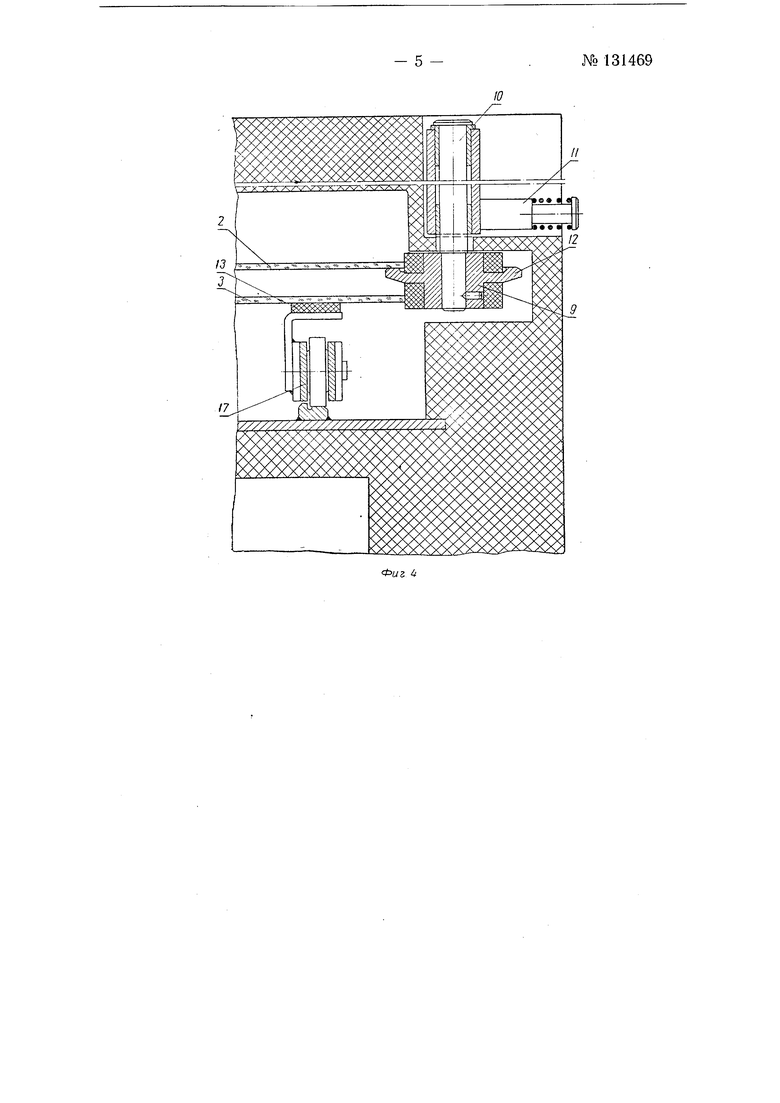
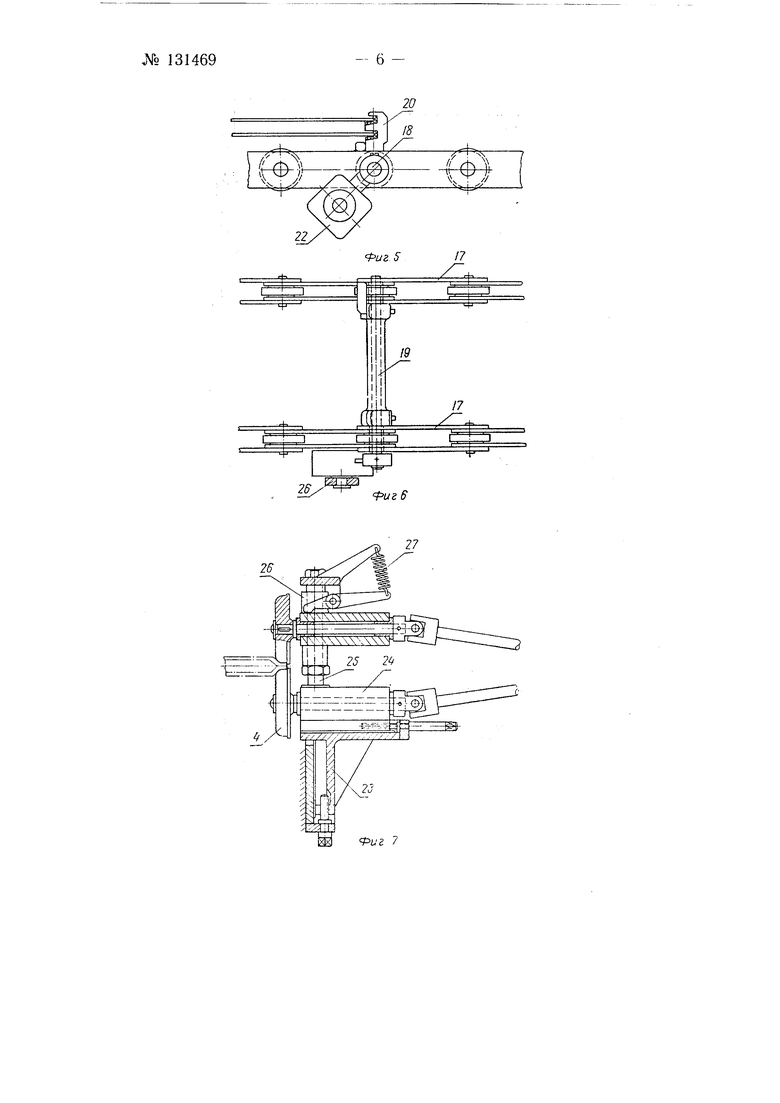
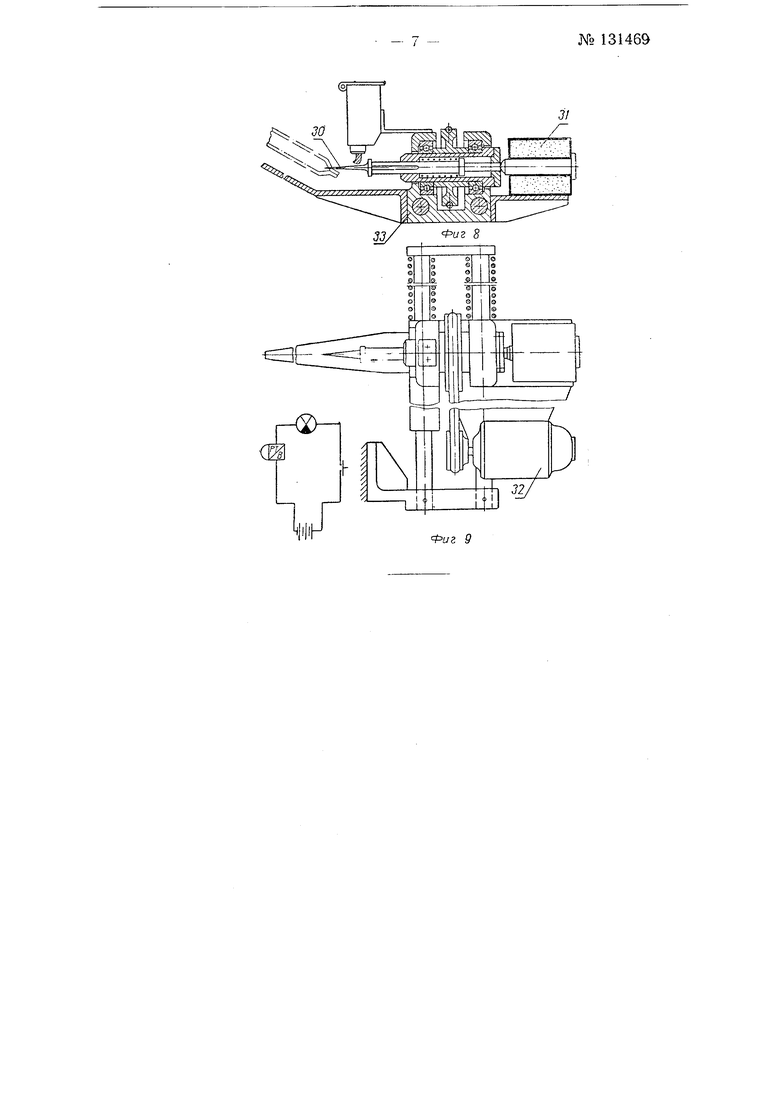
На фиг. 1 изображена пооперационная технологическая схема изготовления двойного полого л;:стового стекла; на фиг. 2-общий вид установки, в продольном разрезе; на фиг. 3-то же, в плане; на фиг. 4- узел, поддерживающий свариваемые листы; на фиг. 5 и 6-конвейерная цепь и зажимное зстройство в двух проекциях; па фиг. 7-узел прокатиых роликов; на фиг. 8 и 9-узел для прокалывания отверстия в двух проекциях.
Как видно из технологической схемы, первая операция заключается в разогреве газовыми или иными горелками / краев один над другим расгколоженных листов стекла 2 и ; вторая операция-в сплющива.нии размягченных листов стекла прокатными роликами 4 и 5; третья операция-в разогревании горелками до разамягчения сплющенной кромки, после чего проводится четвертая операция-окончательное формование щва сваренного полого двойного листового стекла прокатными роликами и 7.
(№ 131469- 2 Туннель 8 представляет собою закрытый теплоизоляционный кожух с нагревателями, предназначенный для нредварительного подогрева листов стекла до 400-450 и предохранения листов на всем протяжении технологического процесса от термических ударов и засорений. В зоне нагрева листов стекла расположены два ряда поддерживающих роликов 9, ограничивающих прогиб листов и боковое смещение их относительно оси движения. Ролик 9 закреплен на вертикальной оси 10, которая установлена на подвижной в горизонтальной плоскости каретке 11. Ролик имеет поддерживающий верхний лист стекла венчик 12. Нижний лист стекла устанавливается на опоры 13, помещенные на ленте конвейера 14.
Первичный цепной конвейер состоит из ведущего и ведомого барабанов 15 и 16, линии сдвоенных специальпых цепей 17, на которых укреплены автоматические зажимы листов стекла. Устройство конвейерной цепи и автоматического зажима листов стекла (фиг. 5 и 6) состоит из связи 18 между цепями, в которой установлена втулка 19 с двумя зажимами 20. На одном из ко1ЩОв связи закреплен ролик 21 и груз 22. Ролик предназначен для откидывания зажима при подходе к не показанному на чертеже копиру. Груз возвращает свободные зажимы в начальное положение и удерживает при этом листы стекла в требуемом положении.
Узел прокатных роликов состоит из кронщтейна 23, на котором во втулке 24 вращается нижний ролик, имеющий самостоятельный привод. На кронщтейне закреплены две направляющие 25, на которых установлена каретка 26 с нажимной нружиной 27, что позволяет изменять давление верхнего ролика на стекло в момент формования борта. Верхний ролик имеет также самостоятельный нривод (приводы не показаны).
Механизм поворота 28 (фиг. 2) служит для передачи заготовки стеклопакета на вторичный конвейер 29 и работает синхронно с обоими конвейерами. Вторичный цепной конвейер аналогичен по устройству первичному цепному конвейеру.
Механизм для прокалывания отверстия состоит из вращающейся иглы 30 и соленоида 31. Соленоид посылает иглу в переднее крайнее положение для прокола отверстия в момент прохождения стеклопакета. Механизм имеет самостоятельный привод 32 и устройство 33, позволяющее сопровождать стеклопакет при работе иглы.
Отформованный стеклопакет поступает для отжига в лер 34, затем проколонное отверстие заделывается.
Предмет изобретения
Установка для изготовления двойного полого листового стекла, состоящая из туннельной нечи для подогрева расположепных один над другим листов стекла и горелок, нагревающих до размягчения их края, отличающаяся тем, что для соединения размягченных краев, с целью образования бортов двойного стекла, она снабжена смонтированными на кронщтейнах в туннельной печи бортоформующими прокатными роликами, верхний из которых находится под воздействием каретки С нажимной пружиной для регулирования величины давления ролика на свариваемое стекло, а с целью образования отверстия для выравнивания давления внутри сваренного двойного стекла, она снабжена подвижной от соленоида вращающейся иглой, прокалывающей размягченное место в двойном стекле.
Фиг. I
:ГД;;
| название | год | авторы | номер документа |
|---|---|---|---|
| Конвейерная высокопроизводительная машина для выработки из стекломассы флаконов для антибиотиков | 1955 |
|
SU104832A1 |
| Приспособление для виброформования листового стекла на машине вертикального и горизонтального вытягивания проката | 1959 |
|
SU131467A1 |
| УСТРОЙСТВО ДЛЯ ПРИЖИМНОЙ ГИБКИ РАЗМЯГЧЕННОГО ЛИСТОВОГО СТЕКЛА | 1991 |
|
RU2009108C1 |
| БАХРОМО-ВЯЗАЛЬНАЯ МАШИНА | 1936 |
|
SU55198A1 |
| ВСЕСОЮЗНАЯ ПДПКТНО-ТСХКЙЧЕСК^ЬИЬЛ^ЮТЕКАУСТАНОВКА для | 1971 |
|
SU314353A1 |
| СПОСОБ ЗАКАЛКИ ЛИСТА СТЕКЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
RU2025468C1 |
| АВТОМАТИЗИРОВАННОЕ УСТРОЙСТВО ДЛЯ ТРАНСПЛАНТАЦИИ ВОЛОС ДЛЯ ИЗГОТОВЛЕНИЯ ПАРИКА И СПОСОБ ИЗГОТОВЛЕНИЯ ПАРИКА | 2002 |
|
RU2295897C2 |
| ПАССАЖИРСКИЙ МИНИ-ЛИФТ | 1992 |
|
RU2081047C1 |
| Устройство для отбора листового материала с вальцев | 1977 |
|
SU674923A1 |
| УСТАНОВКА ДЛЯ УПАКОВКИ ЛИСТОВОГО СТЕКЛА | 1968 |
|
SU217265A1 |
lO
l
a -9.
ft//
25-/
26
Риг В
7
