11
Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности касается способов базирования электрода-проволоки на вырезных электроэрозионных станках,и является усовершенствованием изобретения по авт.ев, № 1066770.
Цель изобретения - повышение/гоч- ности базирования путем определения погрешности углового положения элек- трода-лроволоки и компенсации его.
На чертеже показана последовательность перемещений электрода-проволоки при выполнении способа.
. Обрабатываемая деталь 1 закреплена на столе станка (стол условно не показан) и имеет базовое отверстие с осью 2. Линиями 1, И, IH, IV показаны сечения, проходящие соответствен- но через верхнюю направляющую скобы станка в верхнюю и нижнюю плоскости детали и нижнюю направляющую скобы (направляющие скобы условно не показаны) . Линией 3 показано исходное неизвестное положение электрода-проволоки.
Наклон электрода-проволоки может изменяться за счет горизонтальных перемещений верхней направляющей на задаваемую величину. Линиями 4 и 5 показаны промежуточные положения электрода-проволоки наклоненного вправо на величину а и контактир.ую- щего с деталью соответствено в точ- ках Ад и БШ. Соответствующие этим точкам контакта положения скобы .(стола) Хдр и Хб,77. Линиями 6 и 7 показаны промежуточные положения электрода-проволоки, наклоненного влево на величину а j от исходного положения и контактирующего с деталью соответственно в точках Е li и А,,. Соответствующие этим точкам контракта положения скобы (стола) - Xg,- и
Х„- При этом ajY и а,- ХБ- и смещения, происходящие при наклонах электрода- проволоки в сечениях II и III, Ъ, - исходное, неизвестное смещение электрода-проволоки от требуемого, парал - лельного оси базового отверстия, положения, Ьд и - смещения от Ь в сечениях 11 и III; с - расстояние от нижней направляющей до детали; d - толщина детали; е - расстояние меж- ду направляющими; f - расстояние между стенками отверстия в детали 1 в плоскости наклонов электрода-проволоки.
85 2
Для определения углового положения электрода-проволоки его наклоняют на произвольную величину а из исходного положения 3, например вправо, и перемещением электрода-проволоки добиваются контакта электрода-проволоки с деталы9 верхней точке АК детали - линия 4. В этом положении фиксируют координату Хл . После этоН ц
ГО, не изменяя наклона,перемещают электрод-проволоку до контакта с деталью в нижней точке BJJJ - линия 5 и также фиксируют координату этой точки контакта X,--. Затем в этой же
)
плоскости осуществляют наклон электрода-проволоки влево от исходного положения 3 на такую же величину а и снова смещениями скобы (стола) определяют координаты точек контакта Хб- и Хд- , соответственно линии 6 и 7. Полученной в результате указанных действий информации достаточно для определения начального смещения электрода-проволоки.
Координаты точек контакта имеют следующую функциональную связь:
Хвй - f - (ап + Ь,) + + (aft + Ьщ);
Х,- - Xftf, f - (HT, - bg) + ( by).
После выражения величин, в скобках через а и Ь получаем
X,. - X, f - -2 -i-ia -d; . 6 111 Ajie
(«I-- b,) d Г
откуда искомая величина наклона электрода-проволоки от оси базового отвестия
, (, -
2d
Смещением на эту величину верхней или нижней направляющей обеспечивают установку электрода-проволоки по оси базового отверстия.
В результате повышается точность обработки, так как угловые смещения электрода-проволоки устраняются.
Формула изо-бретения
Способ базирования электрода-проволоки на вырезных электроэрозионных станках по авт.св. № 1066770, о т - л и ч а ю щ и и с я тем, что, с целью повышения точности базирования наклоненным в вертикальной плоскости электродом-проволокой касаются верхX.. - Хд, EI
f
313151854
ней и нижней граней базового отв ер- наты касания, затем изменяют наклон стия в диаметрально противоположных проволоки на обратный и процесс касаточках отверстия и фиксируют коорди- ния повторяют.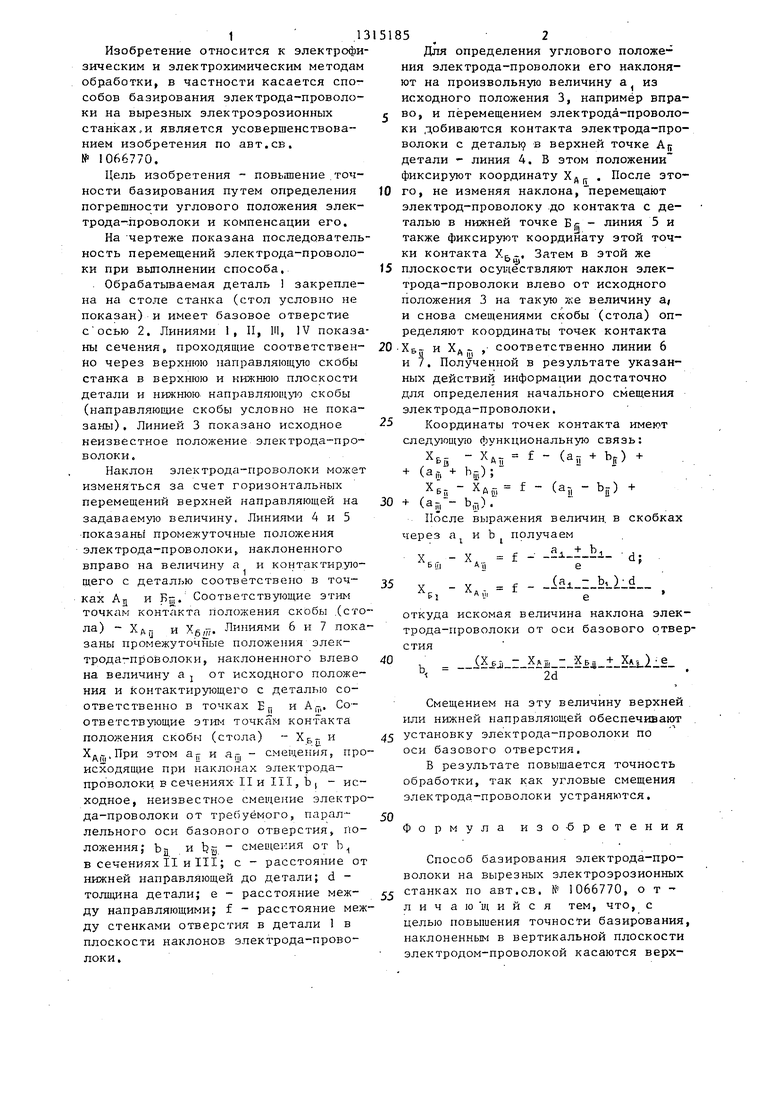
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электроэрозионной обработки непрофилированным электродом-проволокой | 1982 |
|
SU1066770A1 |
| Способ электроэрозионного вырезания проволочным электродом-инструментом | 1986 |
|
SU1397208A1 |
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ ПРОВОЛОЧНОГО ЭЛЕКТРОДА НА ВЫРЕЗНЫХ ЭЛЕКТРОЭРОЗИОННЫХ СТАНКАХ | 2014 |
|
RU2572678C1 |
| Электроэрозионный вырезной станок | 1982 |
|
SU1286363A1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ ВЫРЕЗНОЙ АВТОМАТИЗИРОВАННЫЙ СТАНОК | 2008 |
|
RU2399465C1 |
| Способ определения погрешности электроэрозионного вырезания | 1990 |
|
SU1756047A1 |
| Устройство для направления электрода- проволоки в вырезных электроэрозионных станках | 1976 |
|
SU753579A1 |
| Устройство для электроэрозионной обработки проволочным электродом-инструментом | 1980 |
|
SU942925A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОЕДИНИТЕЛЯ ВОЛОКОННО-ОПТИЧЕСКОГО КАБЕЛЯ (ВАРИАНТЫ) | 1997 |
|
RU2173474C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТОГО КОЛЕСА | 2014 |
|
RU2586936C1 |

Изобретение относится к электрофизическим и электрохимическим методам обработки и в частности касается способов базирования электрода-проволоки по технологическому отверстию в детали на электрозрозионных вырезных станках. Цель изобретения - повышение точности базирования путем фиксации координат касания относительно граней базового отверстия. Электрод- проволоку наклоняют в одну сторону, и, перемещая его в две стороны, касаются верхней и нижней граней базового отверстия на диаметрально противоположных сторонах. Координаты касания фиксируют. Затем наклоняют электрод-проволоку в другую сторону и процесс касания повторяют. По зафиксированным координатам определяют наклон электрода-проволоки в исходном положении. 1 ил. с S (Л 00 Ьп 00 D1 N)
Бщ %
Ьг а т
/Г/1 Ащ
Редактор В.Данко
Составитель Р.Мельдер
Техред А.Кравчук Корректор М.Пожо
Заказ 2242/11 Тираж 975 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5.
.Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
