со со
tsD
Изобретение относится к электрофизическим методам обработки и может быть Использовано при вырезании сложных замк- Нутых контуров.
Цель изобретения - повышение произ- в|одительности за счет упрощения фикси- р|ования вырезаемой части заготовки.
Цель достигается тем, что вырезание з |амкнутого контура осуществляют с образо- в анием перемычек на участках траектории в| предварительно соединенных между собой п:о всей поверхности заготовке и накладке из электропроводного материала, а разрезание каждой перемычки выполняют э|яектродом-инструментом, наклоненным на , величину которого определяют из уело- ВИЯ, что суммарные напряжения, создавае- м|ые весом вырезанной части заготовки, не
пЬевыщают предела прочности перемычки, ocj трющейся в накладке, при замыкании кон- т| ра в заготовке.
Поскольку к заготовке предварительно п1рикреплена по всей поверхности накладка из электропроводного материала, то при вы- р|езании контура в заготовке происходит вы- р зание такого же контура и в накладкр, а. при разрезании оставленной пере-
Мычки наклонным электродом-проволокси ее разрезают только в заготовке, а в наклад- Kte остается перемычка с сечением в виде прямоугольного треугольника, которая и удерживает (фиксирует) вырезанную часть заготовки. Для того, чтобы образовав- Шаяся в накладке перемычка удер лКала вырезанную часть заготовки, необходимо выполнить условие, при котором суммарные напряжения в сечении остав- и11ейся в накладке перемычки, создаваемые весом вырезанной части заготовки, не пре- в ыщают предела ее прочности. В противном с|дучае под весом вырезанной части заготовки происходит изгиб (смятие, скручива- HiHe) перемычки и фиксирование нарушается.
Причем в каждом конкретном случае в зависимости от расположения перемычки относительно центра тяжести вырезанной ч:асти контура соотношение видов напряжений другое.
Надежная фиксация вырезанной части может быть осушествлена при выполнении в общем случае условия
20 20,()
где 20 - суммарные напряжения, создаваемые в сечении перемычек весом вырезанных частей;
20 - суммарные допускаемые напряжения в сечении перемычек. Напряжения, создаваемые в сечении перемычек, определяются как отношение сум- MiapHoro веса Реум, вырезанных частей в заго- товке, включая вес вырезанных частей в накладке, к сумме площадей сечений 5сум перемычек
20 Осум.
(2)
ил и
So Рдг- Осум.
(3)
откуда предельный вес удерживаемой вырезанной части заготовки
Рдоп. 2а Scy.M.(4)
Перемычка в сечении представляет собой прямоугольный треугольник, площадь которого определяется выражением
S O., где h - толщина накладки;
а - угол наклона электрода-проволоки при прорезке перемычки.
Но поскольку мы должны вырезать контур таким образом, чтобы не оставить следов перемычек в заготовке, например из-за погрешностей оборудования, следует высоту перемычки принимать несколько меньше толщины накладки, поэтому нужно ввести коэффициент К, учитывающий погрешности оборудования (К 0,8-0,95 в зависимости от оборудования).
Тогда площадь перемычки должна определяться как
5
О
S 0,5K h2tga.(5)
Подставив значение (5) в формулу (4) находим, что
Рдоп. 0см.. 0,5K h2tga- п,(6)
где п число перемычек.
Таким образом, достаточно известными приемами определить вес каждой вырезаемой части заготовки, найти суммарный расчетный вес Ррасч. и сравнить его с Рдог.
Если Ррасч. :; Рдоп., значит, обеспечивает- ся надежное фиксирование вырезанной части. В противном случае нужно по формуле (6) увеличить высоту накладки, угол а или количество перемычек.
Задавшись значением Ррасч., можно определить нужное значение каждого параметра .. для соблюдения условия надежного удержания перемычками в накладке вырезанных частей в заготовке, в т.ч. и в накладке
J Р - V fcj,, .
0,
n .
0,5KVtga
tga
Ррас.ч.
0см . 0,5К - h
Угол наклона а электрода-инструмента обратно пропорционален квадрату толщины накладки h.
Поскольку предельно допустимый вес Рдоп. удерживаемой вырезанной части заготовки прямо пропорционален квадрату тол- ш,ины накладки, количеству перемычек и тангенсу угла наклона а, возможности варьирования достаточно велики.
Угол а. ограничивается возможностью используемого оборудования. Например, для известного приспособления наибольший практически достижимый угол ос составляет 5°, на других известных станках возможен наклон электрода-инструмента до 10°.
Целесообразно использовать один угол наклона для всех случаев обработки, который и принимают для всех стандартизованных расчетов программ. Оптимальным считают ос 3°. .
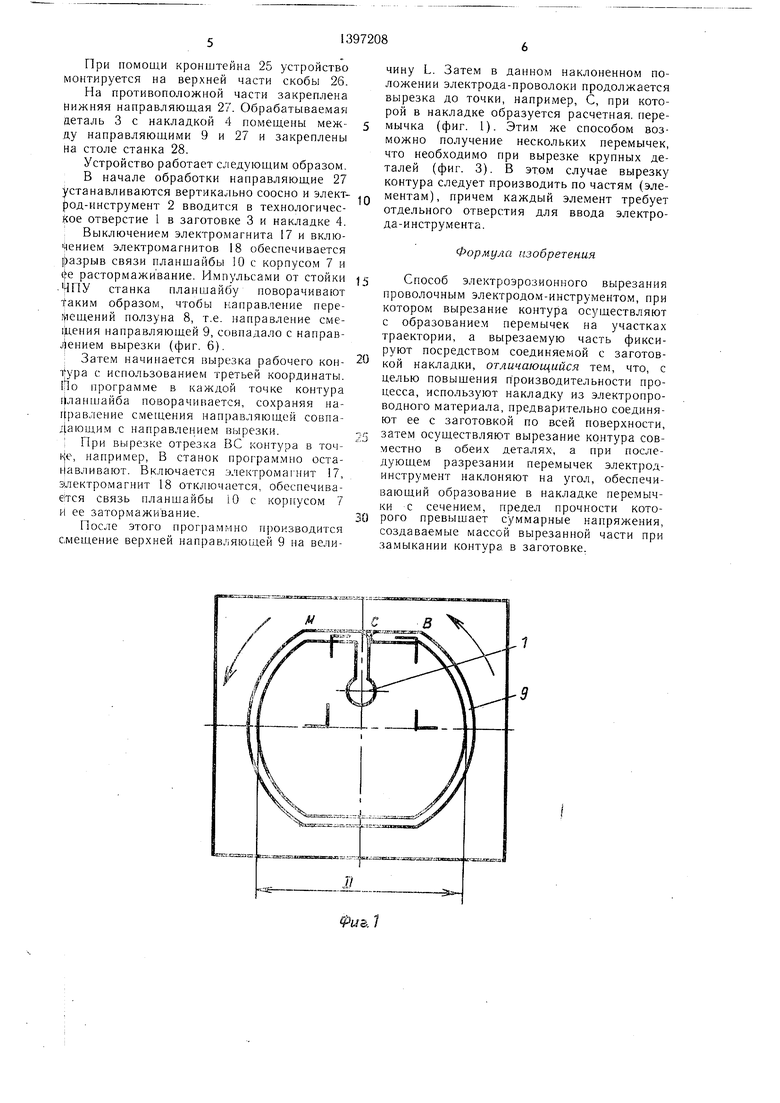
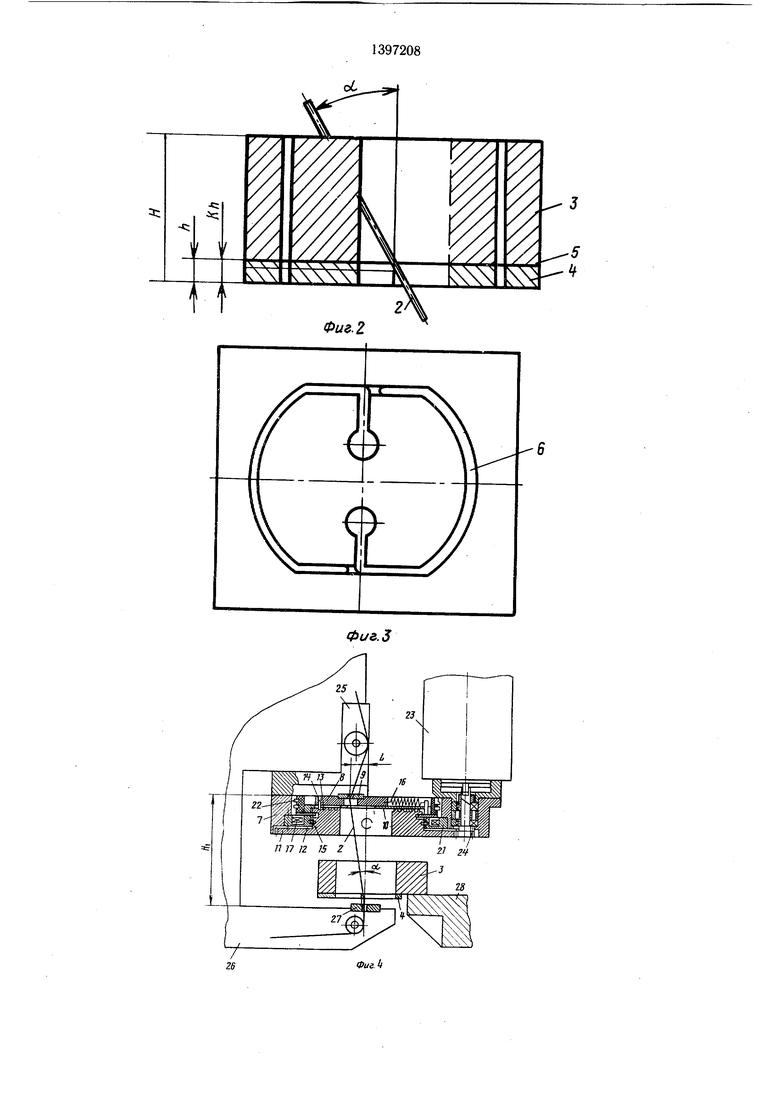
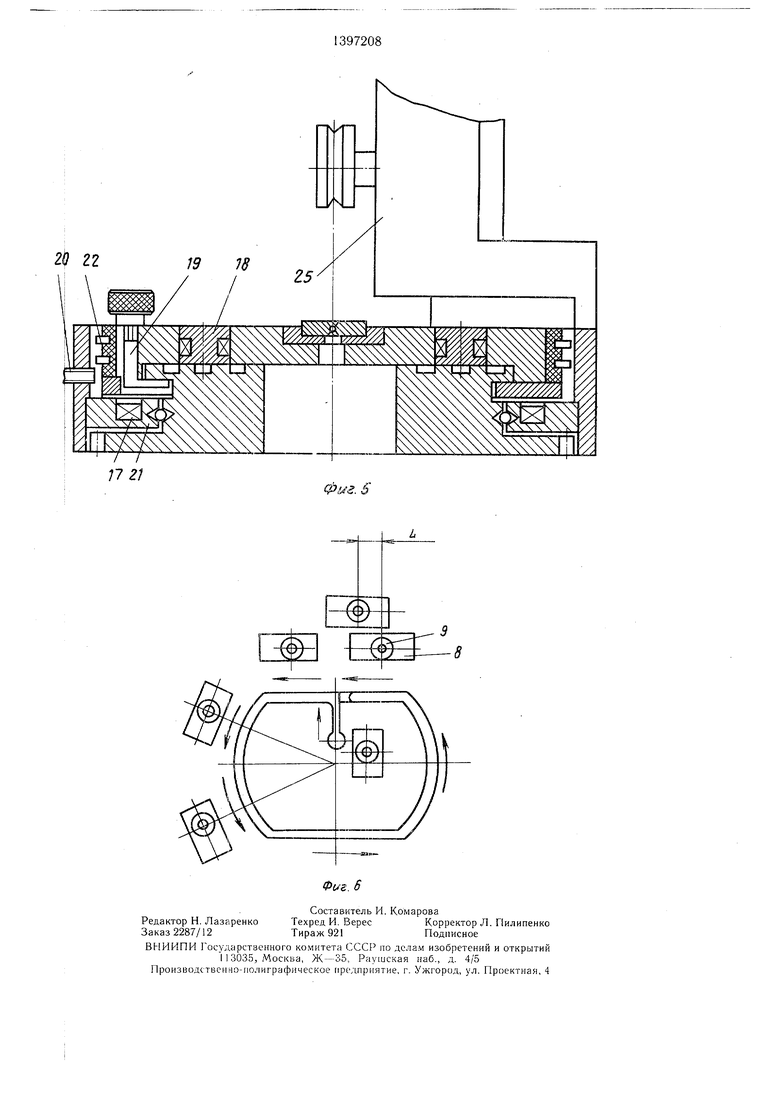
На фиг. 1 и 2 приведена схема вырезки рабочего отверстия с вертикальными стенками и одной перемычкой; на фиг. 3 - то же, с двумя перемычками; на фиг. 4 и 5 - скоба станка с известным приспособлением; на фиг. 6 - схема вырезки контура с расположением верхней направляющей в ползуне.
На фиг. 1-6 обозначены отверстие 1 под ввод электрода-инструмента, предварительно выполненное в заготовке и накладке, проволочный электрод-инструмент 2, заготовка 3, накладка 4 из электропроводного материала, например стали, электропроводный клей 5, с помощью которого накладка соединена с заготовкой, паз 6, вырезаемый электродом-инструментом, угол оонакло- на электрода-инстру.мента, толщина h накладки, толщина Н заготовки с накладкой, коэффициент К, учитывающий погрещности оборудования при вырезке, величина L смещения верхней направляющей, прямолинейный отрезок ВСМ (в плане) вырезаемого контура, диаметр D вырезаемого контура.
Автоматизированная вырезка с фиксированием вырезанных по контуру частей с помощью перемычек осуществляется следующим образом.
Заранее к поверхности заготовки прикрепляется, например, с помощью электропроводного клея, накладка так, чтобы отверстия под ввод электрода-инструмента в заготовке совпадали с соответствующими отверстиями в накладке. Как правило, накладку устанавливают под заготовкой. В качестве электропроводного клея можно использовать эпоксидную смолу ЭД-20 с наполнителем из порошков меди, алюминия, железа. При толщине клея менее 0,2 мм возможно применение любого клея (наиболее удобен циакрин).
В общем случае обработку начинают с от- верстия 1 под ввод электрода-инструме нта 2 в заготовке 3 и накладке 4, скрепленных с помощью электропроводного клея 5. Обхо дят контур по траектории, затем при достижении электродом-инструментом 2 прямолинейного участка ВС траектории вырезки производится (программно) наклон электрода- инструмента 2 на требуемый угол а в вер
0
5
0
5
0
5
0
5
тикальнои плоскости, проходящей через середину паза б участка ВСМ, которым и разрезается оставщаяся перемычка. Направление вырезки показано стрелками.
Пример. Обрабатывают отверстия в детали (фиг. 3) на станке с известным устройством электроэрозионной обработки.
Исходные данные для расчета: диаметр отверстия 60 мм, размер Н 40 мм, включая высоту накладки, материал накладки - сталь 20, материал заготовки - сталь 45.
Находят расчетный вес вырезанной части заготовки, включая вырезанную часть накладки.
Для круга диаметром 60 мм Рпасч, « 950 кгс. Ранее определено Р.юп. 9,31 кгс.
В данном случае Ррасч. намного меньще Рдоп. (на порядок) и уточнение расчетов производить не нужно.
В программы обработки можно внести соотнои.1ения (фиг. 4)
L Hi-tga, где Н - расстояние между направляющими;
а - угол наклону электрода-проволоки (принят равным 3°).
Заготовку с накладкой устанавливают по обычным правилам и закрепляют на столе станка с установленным на месте верхней направляющей известное приспособление.
Известное приспособление включает корпус 7, где расположены механизмы ползуна 8 с верхней направляющей 9 для электрода-проволоки 2, паз планщайбы 10 и зуб- чате колесо 11, установленное в подщип- нике 12 и снабженное торцовой спиральной нарезкой 13, во впалТину которой входит поводок 14, закрепленный на ползуне 8. Механизм поворота планщайбы состоит из планщайбы 10 и зубчатого колеса 11.
Зубчатое колесо 11 имеет кольцевую канавку, в которую вставлено размерное кольцо 15, к которому крепится планшайба 10.
Планщайба 10 и ползун 8 связаны пружиной 16. Переключаю ще-тормозное устройство состоит из электромагнитов 17 и 18 для работы устройства в автоматическом режиме и стопоров 19 и 20 для работы в ручном режиме.
Электромагнит 17 установлен в наружном неподвижном кольце 2 подшипника 12 и связывает планщайбу 10 с зубчатым колесом 11.
Концы катушек электромагнитов 18 выведены на контактные кольца 22. Управление электромагнитами 17 и 18 может производиться известными способами, например, от системы ЧПУ.
Приводной электродвигатель 23, установленный на корпусе 1, через щестерню 24, зубчатое колесо 11 и электромагнит 18 служит переключающе-тормозным устройством с механизмом радикального перемещения направляющей.
При помощи кронштейна 25 устройство монтируется на верхней части скобы 26.
На противоположной части закреплена Нижняя направляющая 27. Обрабатываемая деталь 3 с накладкой 4 помещены между направляющими 9 и 27 и закреплены на столе станка 28.
Устройство работает следующим образом.
В начале обработки направляющие 27 устанавливаются вертикально соосно и элект- |)од-инструмент 2 вводится в технологическое отверстие 1 в заготовке 3 и накладке 4.
Выключением электромагнита 17 и вклю- йением электромагнитов 18 обеспечивается |||азрыБ связи планщайбы И) с корпусом 7 и (е растормажи вание. Импульсами от стойки ЧПУ станка планшайбу поворачивают taKHM образом, чтобы направление пере- г}1ещений ползуна 8, т.е. направление смещения направляющей 9, совпадало с направ- j)eHHeM вырезки (фиг. 6).
Затем начинается вырезка рабочего кон- fypa с использованием третьей координаты. tlo программе в каждой точке контура г)ланщайба поворачивается, сохраняя на- г()авление смещения направляющей совпадающим с направлением вырезки. I При вырезке отрезка БС контура в точ- и(е, например, В станок программно оста- йавливают. Включается электромагнит 17, электромагнит 18 отключается, обеспечива- е1тся связь планшайбы 10 с корпусом 7 И ее затормаживание.
После этого программно производится смещение верхней направляющей 9 на величину L. Затем в данном наклоненном положении электрода-проволоки продолжается вырезка до точки, напри.мер, С, при которой в накладке образуется расчетная, перемычка (фиг. 1). Этим же способом возможно получение нескольких перемычек, что необходимо при вырезке крупных деталей (фиг. 3). В этом случае вырезку контура следует производить по частям (элементам), причем каждый элемент требует отдельного отверстия для ввода электрода-инструмента.
Формула изобретения
Способ электроэрозионного вырезания
проволочным электродом-инструментом, при котором вырезание контура осуществляют с образование.м перемычек на участках траектории, а вырезаемую часть фиксируют посредством соединяерлой с заготовкой накладки, отличающийся тем, что, с целью повыщения п роизводительности процесса, используют накладку из электропроводного материала, предварительно соединяют ее с заготовкой по всей поверхности,
затем осуществляют вырезание контура совместно в обеих деталях, а при последующем разрезании перемычек электрод- инструмент наклоняют на угол, обеспечивающий образование в накладке перемычки с сечением, предел прочности которого превыщает суммарные напряжения, создаваемые массой вырезанной части при замыкании контура в заготовке.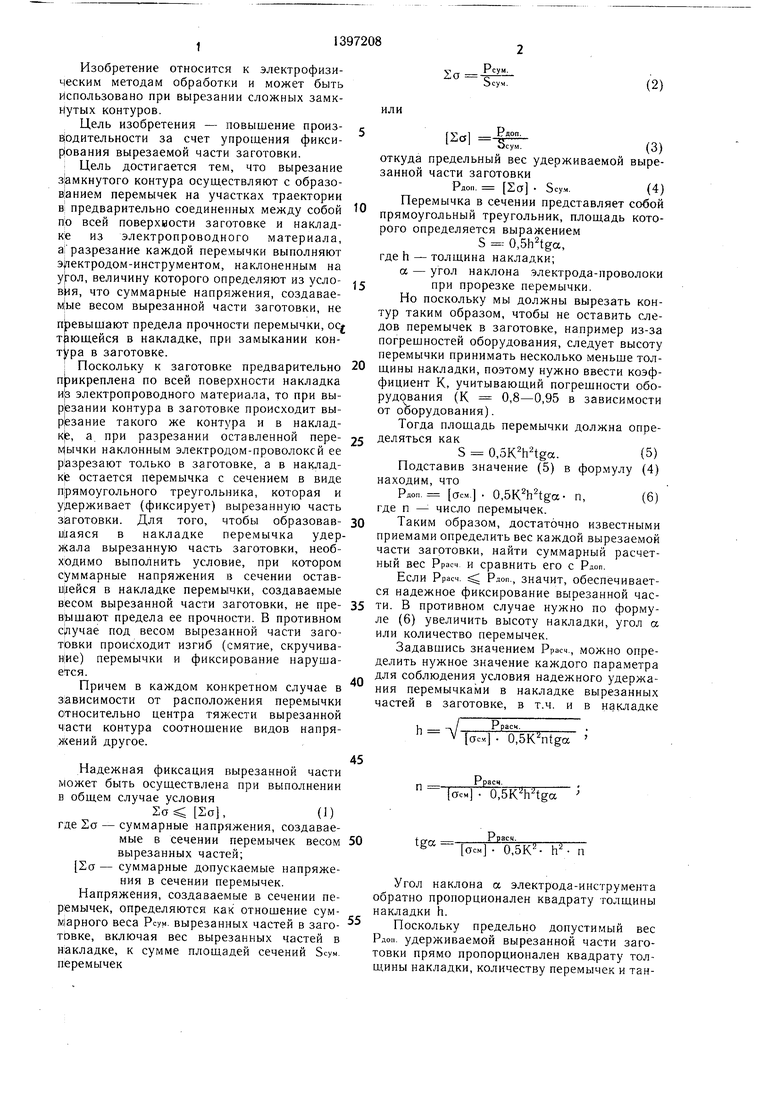

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ многопроходного электроэрозионного вырезания замкнутых контуров | 1990 |
|
SU1763115A1 |
| Способ электроэрозионной обработки деталей штампово-прессовой оснастки | 1985 |
|
SU1310137A1 |
| СПОСОБ ВЫРЕЗКИ УЧАСТКА ТРУБОПРОВОДА | 2012 |
|
RU2529972C2 |
| Способ электроэрозионного вырезания | 1976 |
|
SU622617A1 |
| Устройство для электрохимического прошивания | 1990 |
|
SU1773615A1 |
| Способ электроэрозионного изготовления пуансона вырубного штампа | 1980 |
|
SU933348A1 |
| СПОСОБ БЕЗОГНЕВОЙ РЕЗКИ ТРУБЫ ПРИ ПРОВЕДЕНИИ РЕМОНТНЫХ РАБОТ | 2012 |
|
RU2527900C2 |
| Решетчатый катод прямого накала для электронных ламп и способ его изготовления | 1980 |
|
SU1042105A1 |
| Устройство для электроэрозионного вырезания | 1985 |
|
SU1371816A1 |
| Способ электроэрозионной обработки непрофилированным электродом-проволокой | 1982 |
|
SU1066770A1 |
Изобретение относится к электрофизическим методам обработки и может быть использовано для вырезания сложных контуров, например, в деталях инструментального производства. Целью является повышение производительности процесса за счет упрощения фиксации вырезаемой части. Перед началом обработки заготовка по всей поверхности скрепляется с накладкой из токо- проводяш,его материала, затем совместно в обеих деталях вырезают контур, оставляя перемычки, удерживающие вырезаемую часть. При удалении перемычек электрод- инструмент наклоняют на угол, величину которого определяют заранее из условия образования в накладке перемычки, предел прочности сечения которой превышает напряжения, создаваемые массой вырезанной части при замыкании контура в заготовке. 6 ил.
Фиг. 3
Фиг. It
2i 22
Фи г.
| ПРИСПОСОБЛЕНИЕ ДЛЯ ПЕРЕДВИГАНИЯ РЕЛЬСОВОГО ПУТИ | 1939 |
|
SU59639A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
