1. 13
Изобретение относится к судостроению и может быть использовано при изготовлении сигнальных и осветительных мачт.
Целью изобретения является упрощение способа и обеспечение сохранения оптимального значения массы и конструкции.
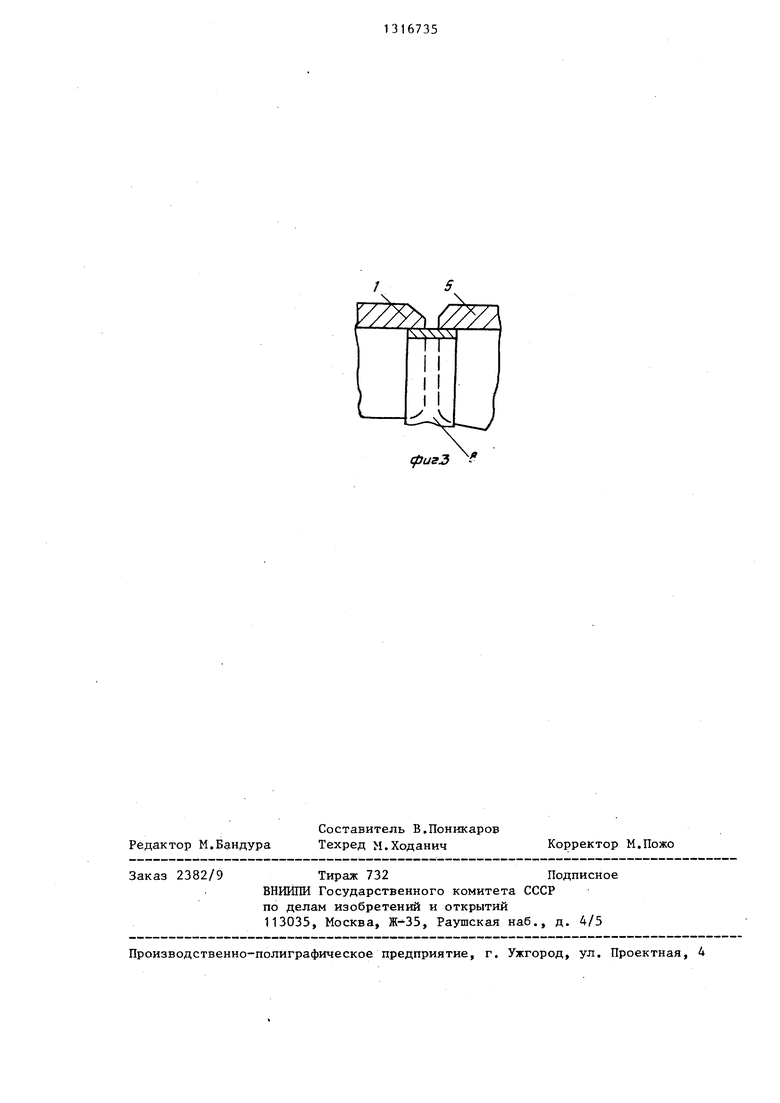
На фиг. 1 показана подготовка концевого участка большей трубы; на фиг.2 - стыковка труб мачты; на фиг. 3 - узел стыковки труб на подкладной полосе.
Способ изготовления мачты переменного сечения осуществляют следующим обра:зом.
На концевом участке большей трубы 1 размечают равноотстоящие клино видные участки (клинья) 2,. в стенке трубы 1 в зоне вершин клиновидных - участков выполняют сквозные отверстия 3 диаметром не менее толщины участка трубы. Газовым резаком или механическим способом вырезают клинья 2 из стенки трубы 1. После подготовки кромок 4 под сварку стыкуемые трубы 1 . и 5 размещают на стенде на общей оси. Трубу 1 прогревают по кольцу в плоскости 6, проходящей через отверстия 3, сгибают стенки 7 концевого участка трубы 1 путем обжима до их касания подкладной полосы 8 на трубе 5. От отверстий 3 до стыка между трубами 1 и 5 кромки 4 трубы 1 прогревают по образующей и сгибают по подкладной полосе 8. Сварку стыкуемь1х кромок 4 выполняют на подкладных полосах.
51
При длине конусного перехода не менее диаметра трубы 1 изменение сечения мачты получают плавным без концентрации напряжений.
Использование предложенного способа при изготовлении мачт переменного сечения позволяет получать технологичные конструкции с массой, близкой к оптимальной.
Ф о р м у л а и 30 бретения 1. Способ изготовления мачты переменного сечения, включающий сборку труб разного диаметра, изготовление переходного конуса и соединение труб
посредством переходного конуса, о т- личающийся тем, что, с целью упрощения способа и обеспечения сохранения оптимального значения массы конструкции, переходный конус образуют на одном из концов трубы большего диаметра, для чего из стенки трубы равномерно по ее образующей на заданном расстоянии от торца трубы вырезают клиновидные участки, об- рая1енные основаниями к торцу, разделывают кромки клиновидных участков и обжимают-конец трубы с нагревом до соприкосновения кромок, а затем -производят сварку по кромкам.
2. Способ по п. 1, отличаю- ш, и и с я тем, что длину переходного конуса берут не менее диаметра большей трубы.
3. Способ по п. 1, о т л и ч а юЩ и и с я тем, что в стенке трубы в зоне расположения вершин клиновидных участков выполняют путем просверливания отверстия диаметром не менее толщины стенки труб.
(pus.Z
Редактор М,Бандура
Составитель В.Поникаров Техред М.Ходанич
Заказ 2382/9
Тираж 732Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
(ригЗ V
Корректор М.Пожо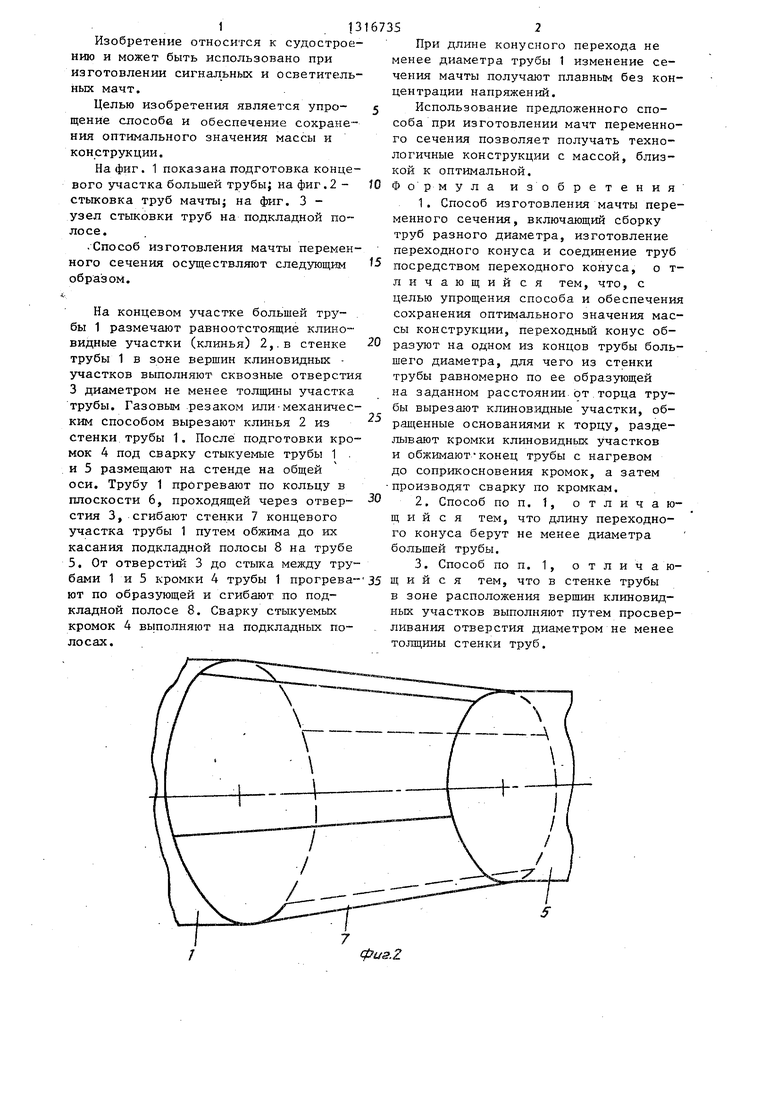
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ЛИСТОВОЙ КРОВЛИ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2260660C1 |
| Способ изготовления осесимметричных тонкостенных корпусов сосудов с переменной толщиной стенки | 2018 |
|
RU2695100C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ БАЛЛОНОВ | 2000 |
|
RU2167019C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ СВАРНЫХ РЕБЕР ЖЕСТКОСТИ | 2011 |
|
RU2479397C1 |
| ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ СВАРКИ С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ КОЛЬЦЕВЫХ ШВОВ | 1990 |
|
SU1815890A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С КОЛЬЦЕВЫМИ СВАРНЫМИ ШВАМИ | 1995 |
|
RU2080226C1 |
| Способ изготовления сварных тонкостенных труб | 1979 |
|
SU990364A1 |
| Способ изготовления сварных цилиндрических изделий | 1980 |
|
SU910274A1 |
| Способ изготовления стальной осесимметричной сварной конструкции | 2016 |
|
RU2626116C1 |
| ВВАРНАЯ МУФТА | 1999 |
|
RU2157941C2 |
Изобретение относится к судостроению и может быть использовано при изготовлении сигнальных и осветительных мачт. Цель изобретения - упрощение способа и обеспечение сохранения оптимального значения массы конструкции мачты. При изготовлении мачты переходньй конус изготавливают на одном из концов трубы /Т) 1 большего диаметра путем вырезки из ее стенки клиновидных участков 2 и последующего обжима Т 1 до соприкосновения кромок клиновидных участков. Затем Т 1 с переходным конусом приваривают к Т 5. 2 з.п. ф-лы, З.ил. СЛ 00 О5 1 00 сд фи5.1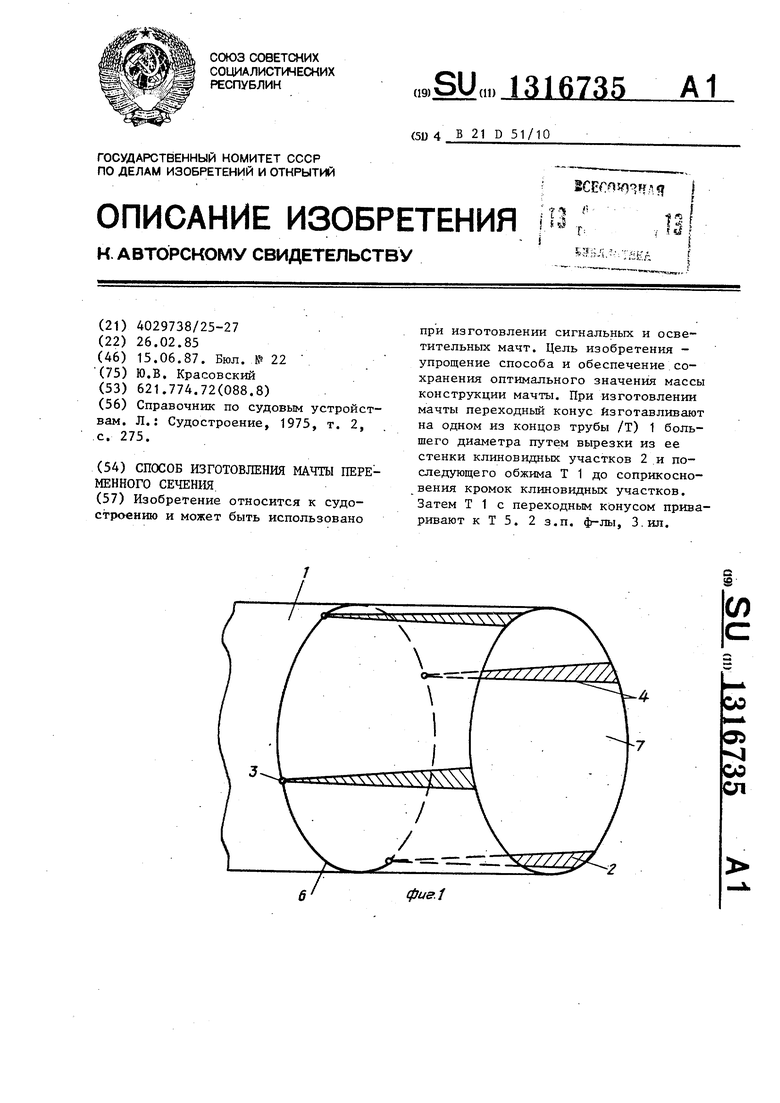
| Справочник по судовым устройствам.Л.: Судостроение, 1975, т | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ТЕЛЕФОННЫЙ АППАРАТ, ОТЗЫВАЮЩИЙСЯ ТОЛЬКО НА ВХОДЯЩИЕ ТОКИ | 1921 |
|
SU275A1 |
