Изобретение относится к обработке металлов, в частности к технологии изготовления криволинейных сварных ребер жесткости для ответственных изделий судостроения и других отраслей промышленности.
В конструкциях корпусов морской техники и других металлических перекрытиях, в сосудах, работающих под давлением, широко применяются разнообразные ребра жесткости, выполняемые из профилей проката или из сварных балок т- и г-образного или коробчатого поперечного сечения, состоящих из стенок и поясков. При этом в судовых конструкциях от 15 до 60% ребер жесткости выполняются криволинейными (см. [1] Куклин О.С., Михайлов B.C., Ширшов И.Г. Проблемы повышения качества корпусных конструкций. Л.: «Судостроение», 1988).
Криволинейные стенки ребер жесткости и пояски изготавливают с использованием вырезки, гибки и последующей сборки и сварки. При этом наибольшие трудности вызывает гибка высоких стенок на ребро, так как усилие гибки возрастает пропорционально квадрату высоты, и при гибке на сжатой поверхности стенки появляются гофры из-за потери устойчивости стенки. В связи с этим гибка высоких стенок заменяется вырезкой их из листа, как это следует из изобретения по авторскому свидетельству SU №1607992, которое принято за ближайший аналог.
Согласно прототипу изготовление гнутых заготовок осуществляется вырезкой заготовки с криволинейной формой стенки и последующей сварки с пояском. Сварку выполняют с заданным радиусом кривизны наружного и внутреннего контуров, равным радиусу готового изделия. Этот способ широко применяется на предприятиях судостроения, например, на ОАО «Адмиралтейские верфи» и ОАО «ПО «Севмаш» при изготовлении ответственных конструкций. Однако этот способ характеризуется слишком малой величиной коэффициента использования материала, равной 0,45 при нормативной величине - 0,85.
Кроме того, в решении по прототипу не учитываются сварочные деформации, которые для толстостенных заготовок весьма значительны, что требует последующей трудоемкой правки и доводки конструкции до заданных размеров после выполнения сварки (см. [2] Кузьминов С.А. Сварочные деформации судовых корпусных конструкций. Л.: «Судостроение», 1974).
Задачей настоящего изобретения является увеличение коэффициента использования материала при изготовлении криволинейных сварных ребер жесткости, а также снижение трудоемкости их изготовления, повышение точности и, следовательно, расширение области применения сварных ребер жесткости.
Использование настоящего изобретения обеспечит получение технического результата, заключающегося в повышении коэффициента использования листового проката, из которого вырезаются стенки ребер жесткости.
Вырезку контуров криволинейных стенок ребер жесткости целесообразно осуществлять с учетом деформаций от последующей сварки по величинам рассчитываемых сварочных деформаций от усадки сварных швов по длине и радиусам кромок ребер жесткости.
Для решения поставленной задачи предлагается способ изготовления криволинейных сварных ребер жесткости, при котором вырезают из листа заготовки полки и стенки с криволинейной формой концевых участков по заданным радиусам кривизны наружных и внутренних кромок концевых участков, затем сгибают заготовку стенки на ребро, а заготовку полки на плоскость до заданных радиусов, и сваривают их друг с другом. Кроме того, в данном способе вырезку заготовок криволинейных стенок ребер жесткости осуществляют с увеличением радиуса кривизны, длины концевых участков и средней части заготовки стенки на величину продольной усадки сварного шва по длине концевых участков и средней части соответственно.
В частном случае предлагаемого способа при вырезке двух и более заготовок стенок из одного листа их вырезают совмещенным (одним) резом с усредненным радиусом концевых участков, равным  , где Rв и Rн соответственно радиусы внутренней и наружной кромок стенок.
, где Rв и Rн соответственно радиусы внутренней и наружной кромок стенок.
В другом частном случае предлагаемого способа из оставшейся после вырезки стенок незаполненной части листа вырезают концевые участки стенок по усредненному радиусу.
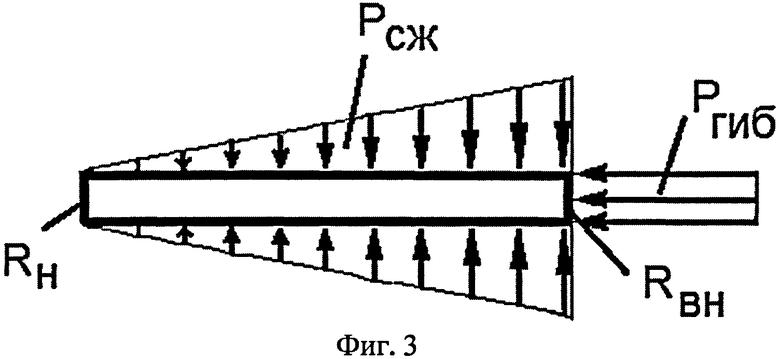
В третьем частном случае предлагаемого способа заготовку стенки сгибают на ребро со стеснением по высоте стенки, при этом стесняющие усилия равномерно увеличивают по закону треугольника с минимальным значением на внешней кромке стенки и максимальным на ее внутренней кромке.
Сущность заявленного технического решения поясняется следующими схемами.
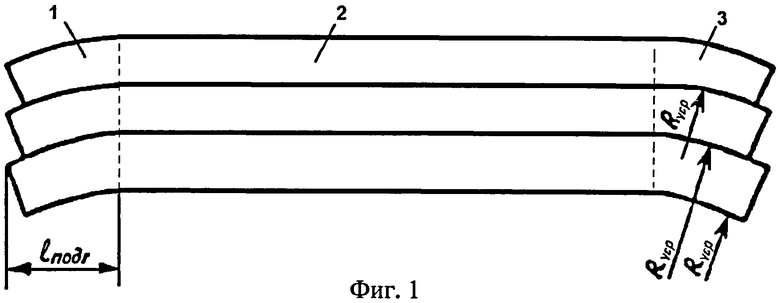
На фиг.1 показана вырезка сразу 3-х заготовок стенок для ребер жесткости, которые разбиты на концевые участки 1 и 3 и среднюю часть 2. Линии реза являются совмещенными. При этом длину концевых участков 1 и 3, имеющих протяженность от 0,5 до 2,5 высоты h ребра жесткости в зависимости от возможностей имеющегося на предприятии гибочного оборудования, а также среднюю часть увеличивают на величину продольной усадки сварного шва. Радиус заготовки на концевых участках ребра жесткости выполняют в этом случае по усредненному радиусу  , где Rв и Rн - это соответственно внутренний и наружный радиусы кромок концевых участков стенки. Тогда радиус с учетом усадки сварного шва от сварки принимается равным сумме
, где Rв и Rн - это соответственно внутренний и наружный радиусы кромок концевых участков стенки. Тогда радиус с учетом усадки сварного шва от сварки принимается равным сумме
R+Δℓсв, где R=Rуср - заданный радиус ребра жесткости, Δℓсв - величина продольной усадки сварного шва.
Математические расчеты показывают, что совмещение линий реза заготовки при радиусах изделия в несколько метров дают отклонения не более чем от 2 до 8 мм, что находится в пределах расширенных допусков на сборку. Эти отклонения могут быть удалены при обработке на карусельном станке собранного кольца ребра жесткости, что предусматривается существующим техпроцессом.
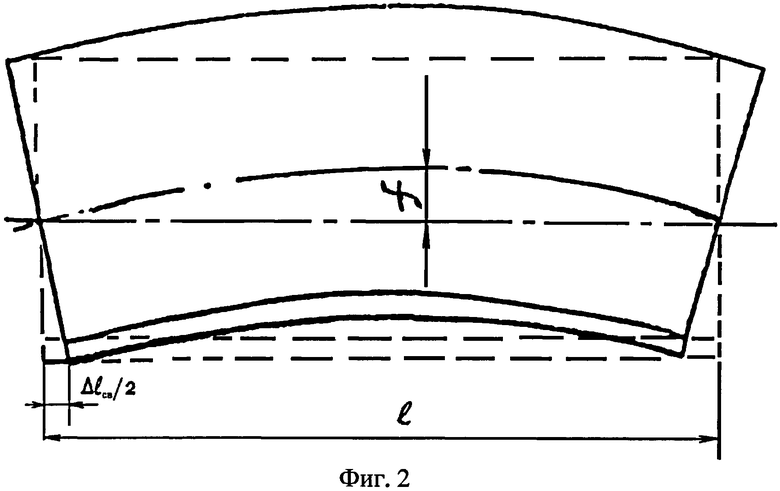
На фиг.2 показана деформация ребра жесткости от приварки стенки к полке.
На фиг.3 показана схема приложения стесняющих усилий по закону треугольника.
Проведенные авторами расчеты по изготовлению реальных судовых шпангоутов высотой от 200 до 600 мм в работе по НИР «Шпангоут» позволяют применить заявляемый способ с использованием имеющегося на судостроительных предприятиях оборудования. При этом за счет повышения коэффициента раскроя листов в 1,5-1,8 раза будет получен значительный экономический эффект.
Пример использования способа на ОАО «Адмиралтейские верфи» при изготовлении кольцевого ребра жесткости радиусом по центральной оси ребра  м, где соответственно Rв и Rн - радиусы по внутренней и наружной стороне ребра жесткости, причем радиус кольцевого сварного шва Rш=Rв=3,365 м, площадь поперечного сечения ребра F=0,0041 м2, предел текучести материала ребра (сталь) σт=600 МПа, модуль упругости Е=2·105 МПа.
м, где соответственно Rв и Rн - радиусы по внутренней и наружной стороне ребра жесткости, причем радиус кольцевого сварного шва Rш=Rв=3,365 м, площадь поперечного сечения ребра F=0,0041 м2, предел текучести материала ребра (сталь) σт=600 МПа, модуль упругости Е=2·105 МПа.
Определение численных значений радиальных отклонений кольцевого ребра жесткости от сварки таврового соединения стенки и полки для типовой конструкции проводили согласно работе [2], принимая:  - коэффициент тепловой деформации металла
- коэффициент тепловой деформации металла  м3/Дж; эффективный КПД нагрева изделия сварочной дугой η=0,7. Режимы сварки: сила тока Iсв=600 А, напряжение дуги U=28 В, скорость сварки Vсв=0,61·10-2 м/с, диаметр сварочной проволоки - 3 мм, количество проходов - 7.
м3/Дж; эффективный КПД нагрева изделия сварочной дугой η=0,7. Режимы сварки: сила тока Iсв=600 А, напряжение дуги U=28 В, скорость сварки Vсв=0,61·10-2 м/с, диаметр сварочной проволоки - 3 мм, количество проходов - 7.
Расчетные относительные (погонные на 1 м) величины: qп=210 кДж/м; Km=2,28; Vm=184·10-6 м2; V=420·10-6 м2; Р=25·104 Н/м2; Н=855·103Н; ε=0,0010;
Δℓ≈-0,022 м; ΔR=-0,0035 м (знак «минус»обозначает уменьшение радиуса кольца). Погонное уменьшение радиуса кольца ΔR=-0,0035 м сравнительно небольшое при длине сварного шва ℓшв=1 м, но при увеличении длины возрастает по квадратичной зависимости. Поэтому начальный размер R кольцевого ребра должен быть при сборке под сварку на 3-4 мм больше, что необходимо учесть при раскрое металла (фиг.1). Совмещение резов при раскрое листа, даже на относительно малых концевых участках листовой заготовки существенно увеличивает коэффициент использования металла до ~30% (Фиг.1). При совмещении реза по всей длине ребра коэффициент использования металла увеличивается в 1,5-1,8 раза.
После вырезки заготовок осуществляли их гибку: полок на вальцах, стенок со стеснением (что предотвращает потерю их устойчивости) - в универсальном штампе на гидравлическом прессе.
Затем производилась сварка гнутых полок и стенок. При этом удалось получить требуемое качество изготовления и допустимые отклонения формы и размеров.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гнутых заготовок | 1988 |
|
SU1607992A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШПАНГОУТА | 2011 |
|
RU2492015C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННОЙ АРОЧНОЙ БАЛКИ | 2011 |
|
RU2484214C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРОФИЛЬНЫХ ТРУБ | 2010 |
|
RU2443486C1 |
| Способ сварки тонкостенных тавровых соединений | 1990 |
|
SU1818190A1 |
| Строительный элемент | 2021 |
|
RU2771568C1 |
| Способ изготовления строительного элемента | 2021 |
|
RU2770712C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕБРИСТЫХ ПАНЕЛЕЙ | 2012 |
|
RU2483848C1 |
| СПОСОБ МОНТАЖА СТЕНКИ ЦИЛИНДРИЧЕСКОГО РЕЗЕРВУАРА ИЗ РУЛОННОЙ ЗАГОТОВКИ | 1992 |
|
RU2046915C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 2016 |
|
RU2635035C1 |
Изобретение относится к обработке металлов, в частности к технологии изготовления криволинейных сварных ребер жесткости для ответственных изделий судостроения и других отраслей промышленности. Из листа вырезают заготовки полки и стенки с криволинейной формой концевых участков по заданным радиусам кривизны наружных и внутренних кромок концевых участков. Сгибают заготовку стенки на ребро, а заготовку полки - на плоскость до заданных радиусов. Сваривают их друг с другом. Вырезку заготовок криволинейных стенок ребер жесткости осуществляют с увеличением радиуса кривизны. Длины концевых участков и средней части заготовки стенки на величину продольной усадки сварного шва по длине концевых участков и средней части соответственно. В результате достигается увеличение коэффициента использования материала при изготовлении криволинейных сварных ребер жесткости, а также снижение трудоемкости их изготовления, повышение точности и, следовательно, расширение области применения сварных ребер жесткости. 3 з.п. ф-лы, 3 ил.
1. Способ изготовления криволинейных сварных ребер жесткости, включающий вырезание из листа заготовки полки и стенки с криволинейной формой концевых участков по заданным радиусам кривизны наружных и внутренних кромок концевых участков, затем сгибают заготовку стенки на ребро, а заготовку полки - на плоскость до заданных радиусов и сваривают их друг с другом, отличающийся тем, что радиусы кривизны и длину концевых участков и средней части заготовки стенки устанавливают большими от заданных на величину продольной усадки сварного шва по длине концевых участков и средней части соответственно.
2. Способ по п.1, отличающийся тем, что при вырезке двух и более заготовок стенок из одного листа их вырезают резом с усредненным радиусом концевых участков, равным  , где Rв и Rн - радиусы внутренней и наружной кромок стенок соответственно.
, где Rв и Rн - радиусы внутренней и наружной кромок стенок соответственно.
3. Способ по п.1, отличающийся тем, что из оставшейся после вырезки стенок незаполненной части листа вырезают концевые участки стенок по усредненному радиусу.
4. Способ по п.1, отличающийся тем, что заготовку стенки сгибают на ребро со стеснением по высоте стенки, при этом стесняющие усилия равномерно увеличивают по закону треугольника с минимальным значением на внешней кромке стенки и максимальным на ее внутренней кромке.
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ИЗ ПРОФИЛЕЙ И ПОЛОС | 2004 |
|
RU2288801C2 |
| Способ изготовления гнутых заготовок | 1988 |
|
SU1607992A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗОГНУТОГО ИЗДЕЛИЯ ИЗ ПРОКАТНОГО ПРОФИЛЯ | 1999 |
|
RU2154542C1 |
| US 2004244453 А1, 09.12.2004 | |||
| Вибрационное устройство | 1980 |
|
SU963799A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОЛУЧЕВОГО СВЧ ПРИБОРА О-ТИПА | 1988 |
|
RU2249274C2 |

