.1
Изобретение .относится к обработке металлов давлением и может быть использовано, для изготовления длинномерных стержневых поковок с утолщением большого объема металла,
Целью изобретения является повышение надежности за счет обеспечения освобождения пуансона от изделия.
На фиг, 1 показан предлагаемый штамп, общий на фиг, 2 - вид А на фиг, 1,
Штамп горизонтально-ковочной ма- шин ы содержит разъемную матрицу 1, сострящзпо из подвижной полуматрицы 2 и неподвижной 3, зажимной ручей матрицы 4, пуансон 5, прижим 6, который состоит из большего плеча 7 и меньшего плеча 8, Прижим 6 прик1 е лен к подвижной полуматрице 2 с по- мощью пальца 9. Большое плечо 7 прижима содержит регулировочную вставк 10, За матрицей 1 расположен задний упор 11,
Штамп работает следующим образом В матрицу 1 вкладывают заготовку 12, диаметр которой меньше диаметра зажимного ручья, и один ее конец заводят в пуансон 5, Затем смьжают обе полз матрицы 2 и 3 Пуансон идет вперед и продвигает заготовку до упора 11,
При дальнейшем движении пуансона происходит деформирование заготовки При прохождении пуансона в полость матрицы пуансон, воздействуя на вставку 10 и отодвигая ее от оси пу ансона к периферии, поворачивает
167392
большее плечо 7 прижима 6 в том же направлении. При этом меньшее плечо 8 тем же усилием повернется в сторону от оси штампа, а значит в сто5 рону заготовки, прижимая ее к противоположной стороне зажимного ручья матр1щы. При обратном ходе пуансона заготовка будет отделена от него, Предложенньй штамп позволяет по10 высить технологичность работы и обес- печшзает безаварийность работы.
Формула изобр. етения
1. Штамп горизонтально-ковочной машины, содержащий пуансон с формообразующей полостью, разъемную матрицу с зажимным ручьем, задний упор, о т л и ч а ю ш; и и с я тем, что, с целью повышения надежности за счет обеспечения освобождения пуансона от изделия, он снабжен прижимом, расположенным в зажимном ручье матрицы.,
2„ Штамп поп,, отлича ю- щ и и с я тем, что прижим выполнен Б виде двуплечего рычага, закрепленного посредством оси на матрице, при этом одно плечо рычага установ- хшно с возможностью взаимодействия, с наружной боковой поверхностью пуансона, а другое, выполненное с прижимной поверхностью, с возмож- остью расположения прижимной поверхости со смещением относительно поерхности зажимного ручья в сторону го продольной оси.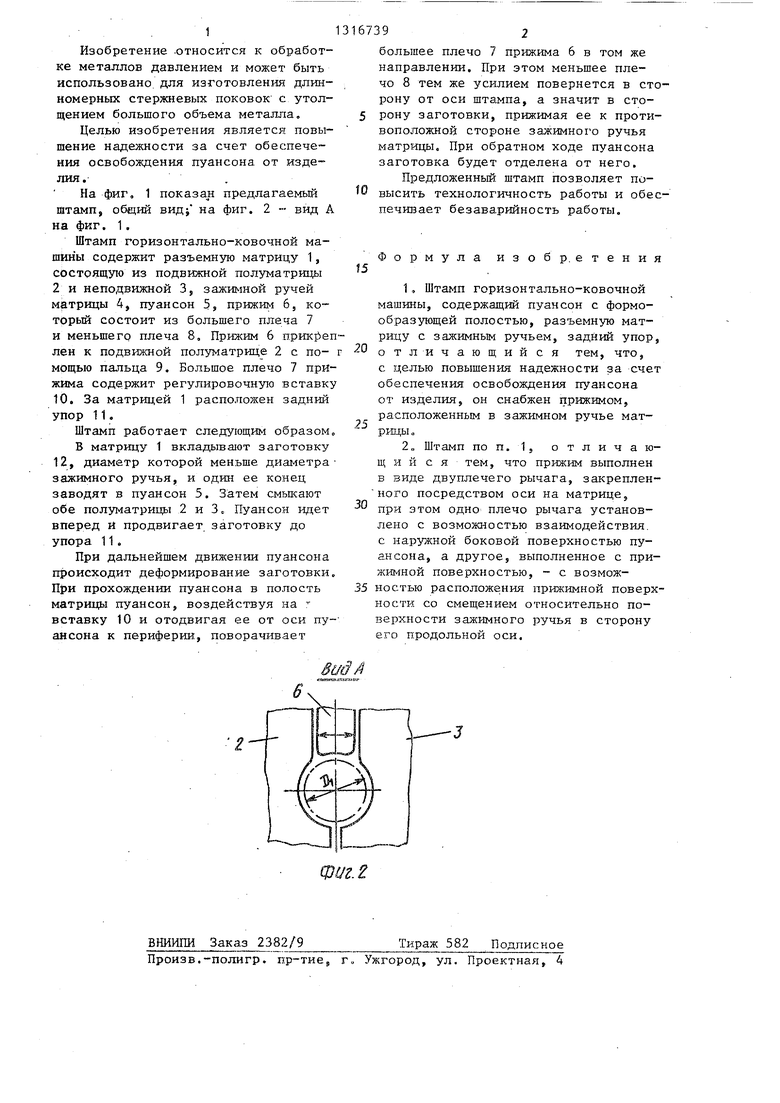
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041007C1 |
| ШТАМП ГОРИЗОНТАЛЬНО-КОВОЧНОЙ МАШИНЫ | 1991 |
|
RU2008122C1 |
| Способ высадки стержневых изделий с фланцем | 1985 |
|
SU1389922A1 |
| Штамп к горизонтально-ковочной машине | 1972 |
|
SU438481A1 |
| Штамп к горизонтально-ковочной машине | 1987 |
|
SU1466866A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
| ШТАМП ДЛЯ ШТАМПОВКИ ПОКОВОКKr-f '"'-",:-f>&''-!J- '• 'с:- f»*V.-^^-^-* <J-^••''•. •« ;^L„ < inAШTH04LлШI^^••^friБИБЯИО -i^K^ I | 1970 |
|
SU275691A1 |
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 2006 |
|
RU2344896C2 |
| Штамп для однопереходной высадки утолщений на стержневых заготовках | 1975 |
|
SU561600A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВОГО ИЗДЕЛИЯ С КОНЦЕВЫМИ УТОЛЩЕНИЕМ И ЗАОСТРЕНИЕМ | 2006 |
|
RU2325244C2 |
Изобретение относится к обработке металлов давлением и может быть использовано для изготовления длинномерных стержневых поковок с утолщениями с большим объемом металла. Целью изобретения является повышение надежности, которая достигается за счет снабжения штампа прижимом 6, установленным в зоне зажимного ручья 4 матрицы. Прижим 6 состоит из большего плеча 7 и меньшего плеча 8 и закреплен йа матрице 2 с помощью пальца 9. Большое плечо 7 прижима содержит регулировочную вставку 10, которая предназначена для контактирования с пуансоном при входе последнего в переднюю полость матрицы и взаимодействия с прижимом. Пуансон, коснувшись вставки 10, отодвигает и поворачивает плечо 7 прижима от оси штампа к периферии, при этом меньшее плечо 8 повернется в сторону заготовки, прижав ее к противоположной стороне зажимного ручья матрицы. При обратном ходе плечо 8 прижима освободит заготовку 12, как только пуансон отойдет из зоны соприкосновения со вставкой 10. Но к этому моменту заготовка 12 уже будет отделена от пуансона 5, и при раздвижении полуматриц заготовку переносят в следующий штамп. 1 з.п. ф-лы, 2 ил. S (Л со (35 со со ф1/.7
| Ковка и объемная штамповка стали: Справочник/Под ред | |||
| М.Б.Стороже за, т | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ приготовления строительного изолирующего материала | 1923 |
|
SU137A1 |
