1
Изобретение относится к кузнечно-прессовому оборудованию и может быть использовано в горизонтально-ковочных машинах при Изготовлении поковок с утолщениями, расположенными вдоль стержневой части, например, коленчатых валов.
Известен штамп к горизонтально-ковочным машинам для изготовления поковок с утолщениями, расположенными вдоль стержневой части, содержащий закрепленный на главном ползуне машины пуансон, а также подвижный и неподвижный блоки матриц, внутри которых размещены скользящие вставки со штамповочными ручьями.
Однако известный штамп обладает тем недостатком, что при торцовой калибровке поковок происходит заклинивание скользящих вставок, особенно в случае -малого расстояния между утолщениями на поковке.
Цель предлагаемого изобретения - предотвращение заклинивания скользящих вставок при торцовой калибровке поковок.
Для этого скользящие вставки соединены между собой посредством расположенных по обе стороны ручья шарниров, обеспечивающих им возможность вращательно-поступательного движения, а последняя от ползуна вставка шарнирно соединена с блоком матриц.
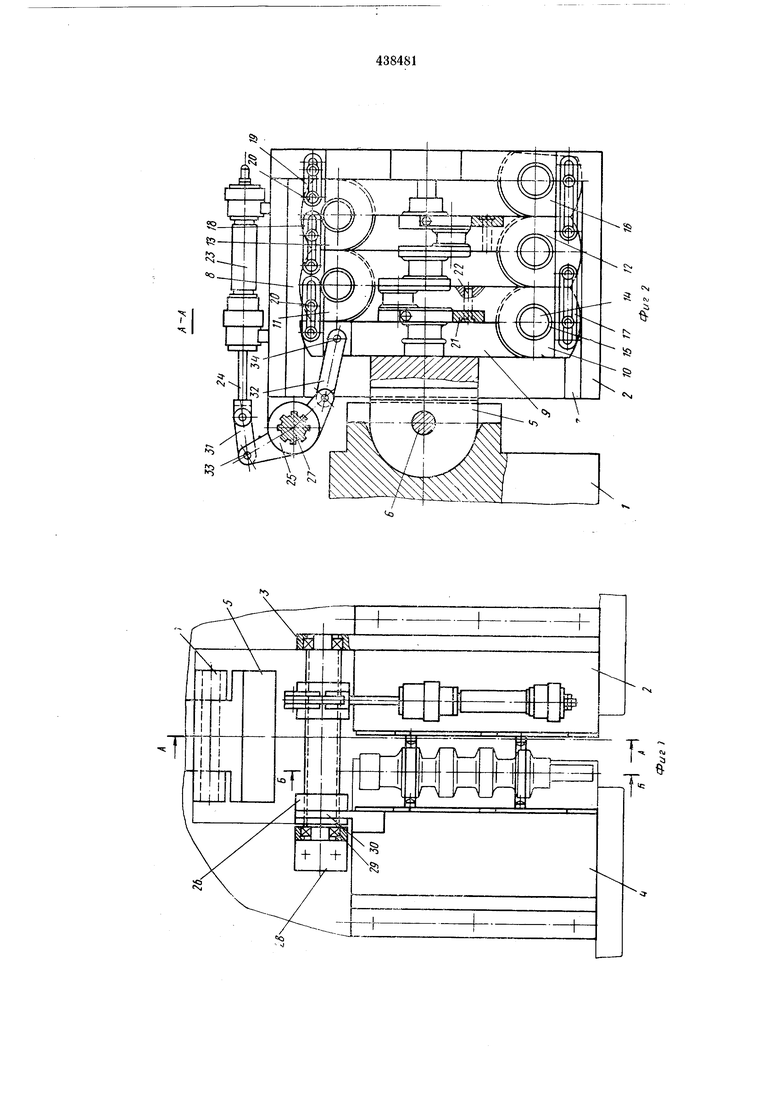
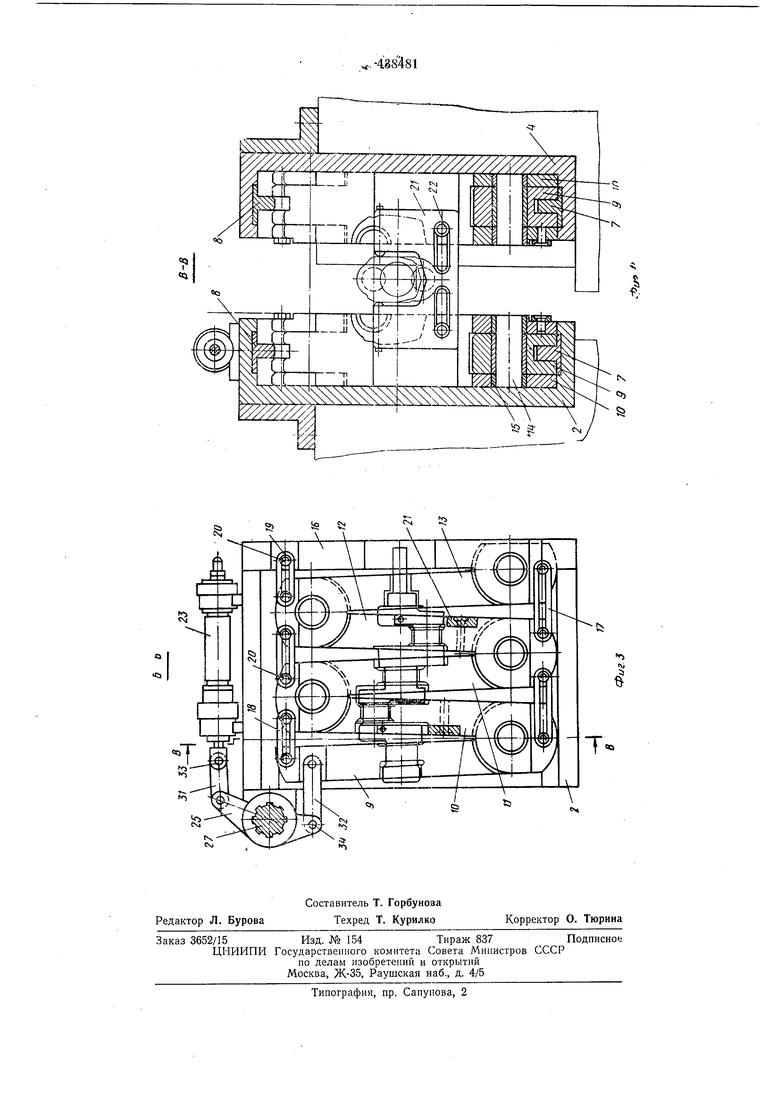
На фиг. 1 изображен предлагаемый штамп, вид сверху; па фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 1; на фиг. 4 - разрез по В-В па фиг. 3.
Штамп состоит из трех блоков: блока пуансона 1, который крепится к высадочному ползуну ГКМ, неподвижного блока полуматриц 2, закрепленного к станине ГКМ через опору 3, и подвижного блока полуматриц 4.
В блоке пуансона 1 установлен пуасоп 5 на оси 6.
В неподвижном блоке полуматриц 2 закреплены удерживающие планки 7 и 8, вдоль которых могут двигаться полуматриды 9-13, соединенные между собой шарнирно осями 14 в подшипниках скольжения 15. Полуматрица 13 соединена шарнирно со стенкой 16, закрепленной в неподвижном блоке. Полуматрицы 9-13 и стенка 16 связаны между собой ограничителями 17-19 при помощи пальцев 20, закрепленных в полуматрицах и стенке.
Подвижный блок полуматриц 4 имеет стенку 16 и полуматрицы 9-13, каждая из которых является зеркальпым изображением соответствующей стенки 16 и полуматриц неподвижного блока. Полуматрицы и стенка связаны между собой теми же деталями, что и в неподвил ном блоке.
В полуматрицах 10, 12 неподвижного блока и соответствующих им полуматрицах подвижного блока имеются рамки 21 и ограничительные пальцы 22 для съема отштампованной поковки из ручья, образованного сомкнутыми полуматрицами неподвижного и подвижного блоков.
В механизм развода полуматриц входят гидроцилиндр 23, который установлен на неподвижном блоке 2 со штоком 24, втулка 25 и скользящая втулка 26 шлицевого вала 27, установленного в опорах 3 и 28 подшипников 29, вилка 30, которая крепится к подвижному блоку полуматриц 4.
Опора 28 так же, как и опора 3, закреплена неподвижно на станине.
Шток 24, втулки 25 и 26, полуматрица 9 в подвижном и неподвижном блоках связаны между собой тягами 31, 32 и осями 33, 34.
Штамп работает следующим образом.
В начале процесса боковой и высадочный ползуны отведены в исходное положение. Полуматрицы разведены. Нагретая заготовка помещается в разъем блоков в рабочее пространство. При включении машины на рабочий ход подвижный блок 4 приближается к неподвижному блоку 2, и полуматрицы смыкаются по линии разъема, тем самым ориентируя заготовку в ручье. Пуансон 5 при соприкосновении с заготовкой начинает производить ее деформацию и смыкание полуматриц, которое происходит следующим образом. Вся система полуматриц поворачивается вокруг оси 14 в стенке 16 до соприкосновения поверхностей полуматриц 13 и стенок 16. При дальнейшем перемещении пуансона 5 остальные полуматрицы поворачиваются вокруг своих осей 4 и, перемещаясь по удерживающим планкам 7 и 8, смыкаются между собой, производя окончательную деформацию заготовки.
При отходе бокового ползуна ГКМ рамки 21, извлекая поковку из ручья, выходят из
гнезд полуматриц, ориентируясь между блоками пальцами 22. Отштампованная поковка удерживается этими рамками. В процессе перемещения подви кного блока вилка 30 перемещает скользящую втулку 26 по щлицевому
валу 27.
После удаления поковки включается механизм развода полуматриц. Шток 24 гидроцилиндра 23 поворачивает втулки 25 и скользящие втулки 26 на одинаковый угол до полного раскрытия полуматриц в обоих блоках. Ограничители 17-19 и пальцы 20 обеспечивают исходное положение полуматриц перед штамповкой. После загрузки следующей заготовки цикл работы штампа повторяется.
Предмет изобретения
Штамп к горизонтально-ковочной машине для изготовления поковок с утолщениями,
расположенными вдоль стержневой части, содержащий закрепленный на главном ползуне машины пуансон, а также подвижный и неподвижный блоки матриц, внутри которых размещены скользящие вставки со штамповочными ручьями, отличающийся тем, что, с целью предотвращения заклинивания скользящих вставок при торцовой калибровке поковок, скользящие вставки соединены между собой посредством расположенных по обе стороны ручья шарниров, обеспечивающих им возможность вращательно-поступательного движения, а последняя от ползуна вставка шарнирно соединена с блоком матриц.
s;
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп к горизонтально-ковочной машине | 1987 |
|
SU1466866A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041007C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
| Штамп к горизонтально-ковочной машине | 1979 |
|
SU856639A1 |
| Штамп горизонтально-ковочной машины | 1987 |
|
SU1426688A1 |
| Штамп горизонтально-ковочной машины | 1980 |
|
SU925509A1 |
| Способ получения поковок типа стержня с головкой и штамп для его осуществления | 1982 |
|
SU1174142A1 |
| Штамп горизонтально-ковочной машины | 1986 |
|
SU1316739A1 |
| Способ высадки утолщений на стержнях | 1980 |
|
SU897374A2 |
| ШТАМП ГОРИЗОНТАЛЬНО-КОВОЧНОЙ МАШИНЫ | 1991 |
|
RU2008122C1 |