113
Изобретение относится к обработке металлов давлением, а именно к инст рументу, применяемому в прокатном производстве сложных фасонных профилей и труб.
Целью изобретения является уве- -личение точности проката и повышение долговечности устройства за счет уменьшения абразивного износа контактирующих с обрабаташаемым металлом и одна с другой деталей.
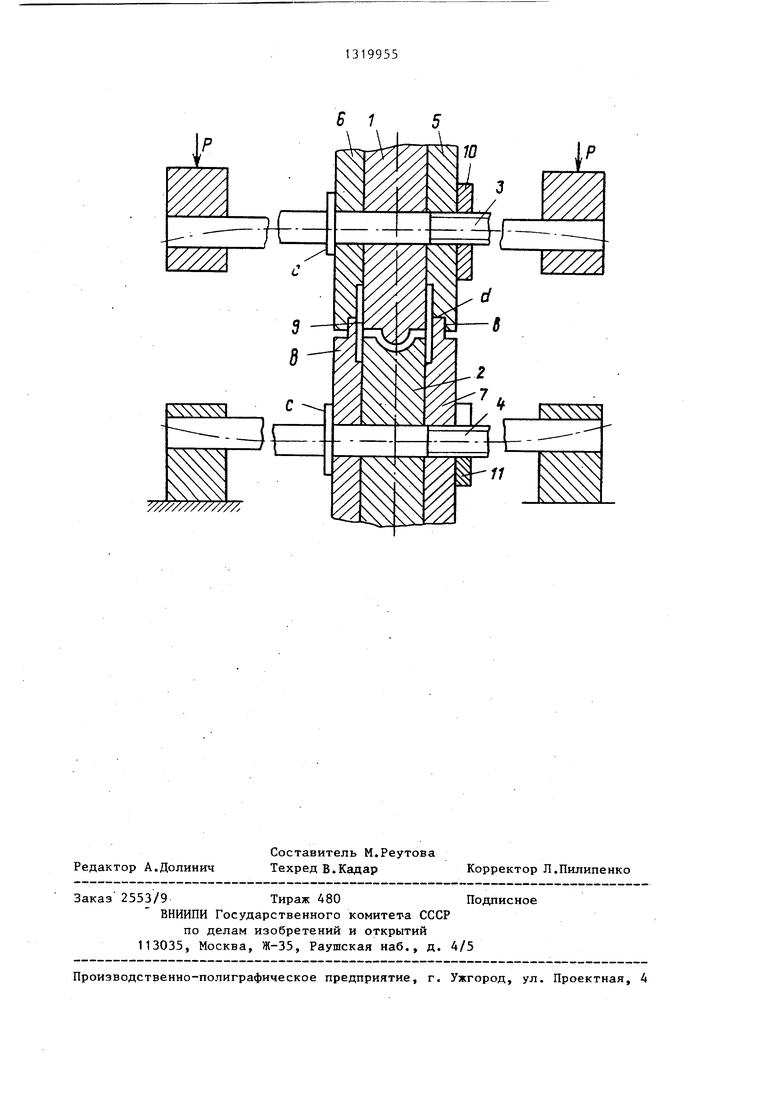
На чертеже представлен валковый узел для продольной прокатки.
Валковый узел включает спрофилированные валки 1 и 2, установленные
«а осях 3 и 4. С обеих сторон спрофи1
лированных валков установлены бурты
5-8 в виде ступенчатых колец, контактирующих цилиндрическими поверхностями оС на среднем диаметре прокатки и взаимообращенными торцовыми поверхностями Ь . Бурты 5-8 на торцах, обращенных к валкам, выполнены с кольцевыми пазами 9 до цилиндрической поверхности. Собранный валковый узел фиксируется на осях 3 и 4 гайками 10 и 11.
При расчете диаметра контактирующих цилиндрических поверхностей буртов 5-8 и спрофилированных валков 1 и 2 учтено пружинение осей 3 и 4. Например, пружинение осей диаметром 200 мм равно 0,5 мм на толщину катываемого изделия.
Бурты 5-8 и спрофилированные валки 1 и 2 изготовлены из штампованной стали 5ХНВ с твердостью 415- 474 НВ. Базами при сборке валков служат упоры С на осях 3 и 4. Собранные валки устанавливают на стан, вводят в зацепление и фиксируют боковыми ; упорами (не показаны).
После фиксации валков производится их предварительное нагружение с помощыо нажимных клиньев с усилием Р В процессе прокатки труднодеформиру0
5
0
9955 . 2
емых и титановых сплавов образующаяся окалина попадает в пазы между валками и буртами.
Это уменьшает попадание окалины 5 на поверхность калибров валков, а
также на цилиндрические и торцовые поверхности буртов, что снижает абразивный износ.
Преимущества предлагаемого валкового узла заключаются в следующем.
За счет существенного уменьшения абразивного износа калибров валков и контактирующих между собой поверхностей буртов достигается повышение точности проката, а также долговечности валкового .узла. Повышение точности позволяет получать детали с незначительным припуском на последующую обработку, а в некоторых случаях без припуска.
При пробной прокатке четырех наименований деталей из сплава ОТ-4 точность проката увеличилась в 2,5-4 раза, стойкость инструмента увеличилась в 2-2,5 раза.
Кроме того, сокращается время настройки на 10-15% за счет существенного облегчения настройки на толщине прокатываемого изделия и по смещению профилированных валков относительно друг друга.
Формула изобретения
5 1. Валковый узел для продольной прокатки, содержащий рабочие валки с буртами, контактирующими цилиндрическими поверхностями, отличающийся тем, что, с целью увеличения точности проката и повьш1ения долговечности устройства, на торцовых поверхностях буртов со стороны валков выполнены кольцевые пазы.
2. Валковый узел по п.1, о т л и- чающийся тем, что поверхности контакта буртов вьшолнены ступенчатыми.
5
0
0
5
I
в 1
У//,
| название | год | авторы | номер документа |
|---|---|---|---|
| Валковый комплект для прокатки профилей из порошковых материалов | 1990 |
|
SU1704921A1 |
| Валковый узел для продольной прокатки | 1982 |
|
SU1024131A1 |
| Валковый узел | 1989 |
|
SU1653877A1 |
| ВАЛКОВЫЙ УЗЕЛ | 1997 |
|
RU2114709C1 |
| ЗУБЧАТАЯ МУФТА ШПИНДЕЛЯ ПРОКАТНОГО СТАНА | 1997 |
|
RU2134169C1 |
| Прокатная клеть с многовалковым калибром | 1982 |
|
SU1047555A1 |
| Рабочая клеть прокатного стана | 1990 |
|
SU1713700A1 |
| Трехвалковая клеть винтовой прокатки | 1979 |
|
SU780913A1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПРОДОЛЬНОЙ ПРОКАТКИ | 2007 |
|
RU2343024C2 |
| Клеть прокатного стана | 1980 |
|
SU910238A1 |
Изобретение относится к обработке металлов давлением, а именно к инструменту, применяемому в прокатном производстве сложных фасонных профилей и труб. Целью изобретения является увеличение точности проката и повышение долговечности устройства за счет уменьшения абразивного износа контактирующих с обрабатьюаемым металлом и друг с другом деталей устройства:. В валковом узле для продольной прокатки, содержащим рабочие валки 1 и 2 с буртами 5-8, контактирующими по цилиндрическим поверхностям с предварительным сжатием на торцах буртов со стороны валков выполнены кольцевые пазы 9 до цилиндрической поверхности. Кроме того, бурты со стороны, противоположной валкам, выполнены со ступенчатыми поверхностями контакта. В процессе прокатки труднодеформируемых и титановых сплавов образуклцаяся окалина попадает в пазы между валками и буртами (кольцевые выборки). Это уменьшает попадание окалины на поверхность калибров валков, а также на цилиндрические и торцовые поверхности буртов, что снижает абразивный износ. Другим преимуществом является сокращение времени настройки за счет существенного облегчения настройки по толщине прокатываемого изделия и по смещению профилированных валков относительно друг друга. 1 з.п. ф-лы, 1 ил. с S (Л W х ;о сд :л
Редактор А.Долинич
Составитель М.Реутова Техред В.Кадар
Заказ 2553/9Тираж 480Подписное
ВНИЙПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор Л.Пилипенко
| Валковая система прокатной клети | 1981 |
|
SU1049128A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
