Изобретение относится к обработк металловдавлением, в частности к инструменту, применяемому при произ водстве труб прокаткой. Известен валок, включающий ось, упругую втулку,- бандаж, установлен ный через упругую втулку на оси, и фиксирующее устройство, содержащее дистанционное кольцо и упорную гайку ij . Недостаток известного валка зак-. лючается в том, что для осуществлени установки калибра по осГи прокатки, каждый валок имеет индивидуальный механизм осевой регулировки. В процессе настройки каждый вало индивидуально устанавливается по оси прокатки. Для этого необходимо произвести расстопорение каждого валка на оси и стопорными гайками сместить вправо или влево на необхо димую величину и зафиксировать . Вследствие износа ручьев или пер хода стана на другой сортамент прои водится демонтаж валков и установка других. Установкой собранных валков вклети стана и настройкой калибров по оси прокатки заканчивается перевалка валков.Настройке подвергаются все валки, так как в результате демонтажа, и сборки установочные разме ры нарушаются. При прокатке первых партий труб производится корректировка настройки калибров по оси прокатки,так как возникают отклоне ния в настройке вследствие выбора технологических зазоров. . Наиболее близким к предлагаемому изобретению по технической сущности является валковый узел для продольно прокатки труб/ содержащий пару ручье вых горизонтальных валков, один из которых буртами охватывает другой. Оба валка имеют концы в виде трефа для соединения муфтой с приводным шпинделем, выполненные заодно с боч кой. При установке валков на стане бурты одного валка заходят в выточки другого, что предупреждает смещение одной половины калибра относительно другой 2 . Недостатки данного устройства сос тоят в том, что валки имеют пониженную стойкость от переточки до переточки,, зависящую от качества стали, используемой для изготовления валков имеющих несъемную бочку. При настрой ке калибра на ось стана необходимо перемещать опоры валков, что усложняет настройку. Цель, изобретения - упрощение наст ройки, Поставленная цель достигается тем что в валковом узле для продольной прокатки, содержащем пару ручьевых горизонтальнЕлх валков, один из которых буртами охватывает другой, один валок выполнен в виде установленного на оси спрофилированного диска, а другой - в виде спрофилированного диска и буртов в виде колец, одно из которых установлено с возможностью упругого осевого перемещения. Настройка осуществляется смещением одного диска с буртами. На чертеже показан валковый узел для продольной прокатки. Валковый узел включает горизонтальные валки, один из которых выполнен в виде спрофилированного диска 1, установленного на оси 2, а другой в виде спрофилированного диска 3 и буртов в виде колец 4, насаженных на вал 5, на котором установлены с одной стороны стопорная гайка 6, дистанционные втулки 7, а с другой упругий элемент 8, например, в виде цилиндрической пружины сжатия, поджатой стопорной гайкой 9. Верхний диск 1 удерживается .от смещения вдоль оси 2 кольцами 4 нижнего валка. Сборку нижнего валка производят с некоторой величиной поджатия упругого элемента 8, поэтому при небольших перемещениях во время настройки калибра стопорной гайки 6 упругий элемент будет дополнительно сжиматься или разжиматься. Через кольца 4 перемещение от нижнего валка передается верхнему диску 2. Стопорной гайкой 9 регулируют величину поджатия упругого элемента 8 к диску 3 через кольцо 4. Пример.. Валки изготовляют по существующей технологии. Дополнительными элементами является изготовление колец 4 диаметром больше диаметров дисков 1 и 3 на величину двойной глубины вреза ручья. Упругим элементом 8, например, может служить цилиндрическая пружина сжатия, которую изготавливают из проволоки. Внутренний диаметр пружины равен диаметру вала 5, плюс толщина ишонок. Стопорной гайкой 6 устанавливают положение диска 3 относительно оси про.катки. Затем вставляют верхний диск 1 так, чтобы его боковые поверхности вошли между кольцами 4 нижнего валк. В процессе работы стопорной гайкой 6 производится тонкая подрегулировка установки калибра по оси прокатки. Конструкция, предлагаемого устройств ва имеет ряд преимуществ перед аналогичньми, заключающихся в том, что настройка калибра двух валков по оси прокатки осуществляется одним механизом. Число дистанционных втулок сокраается, и этим время на перевалку сокращается на 10-15%. Время, затрачиваемое на перевалку валков калибровочного стана .равно 4ч.
310241314
Годовые затраты по времени на пере- При средней лроиэводительносвалки по цеху колеблятся от 100-120 чти стана 4 т/ч позволит дополв год, а при использовании предлага-нительно прокатать, за счет сэЛоемого устройства выигрыш по времениномпенного времени 48 - 72 т
получается в 12-18 ч.труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2002 |
|
RU2226134C2 |
| Узел валков прокатной клети | 1975 |
|
SU806182A1 |
| Валковый комплект для прокатки профилей из порошковых материалов | 1990 |
|
SU1704921A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1992 |
|
RU2088353C1 |
| Устройство для смазки ручьевых валков | 1988 |
|
SU1715458A1 |
| Валок для пилигримовой прокаткиТРуб | 1979 |
|
SU820937A1 |
| ВАЛКОВЫЙ КОМПЛЕКТ ДЛЯ ПРОКАТКИ СОРТОВЫХ ПРОФИЛЕЙ | 2001 |
|
RU2192320C1 |
| КЛЕТЬ ПРОКАТНОГО СТАНА | 2006 |
|
RU2308333C1 |
| Узел валка рабочей клети | 1980 |
|
SU994067A1 |
| Валковый комплект для прокатки профилей из порошковых материалов | 1989 |
|
SU1743694A2 |
ВАЛКОВЫЙ УЗЕЛ ДЛЯ ПРОДОЛЬНОЙ ПРОКАТКИ., содержащий пару ручьевых горизонтальных валков,.один из которых буртами обхватывает другой, о т л ич а ю щ и и с я тем, что, с целью уп рощения настройки один валок выпол-: нен в виде установленного на оси спрофилированного диска, а другой - в виде спрофилированного диска и буртов в виде колец/одно из которых установлейо с возможностью упругого осевого перемещения. (Л ю N{ со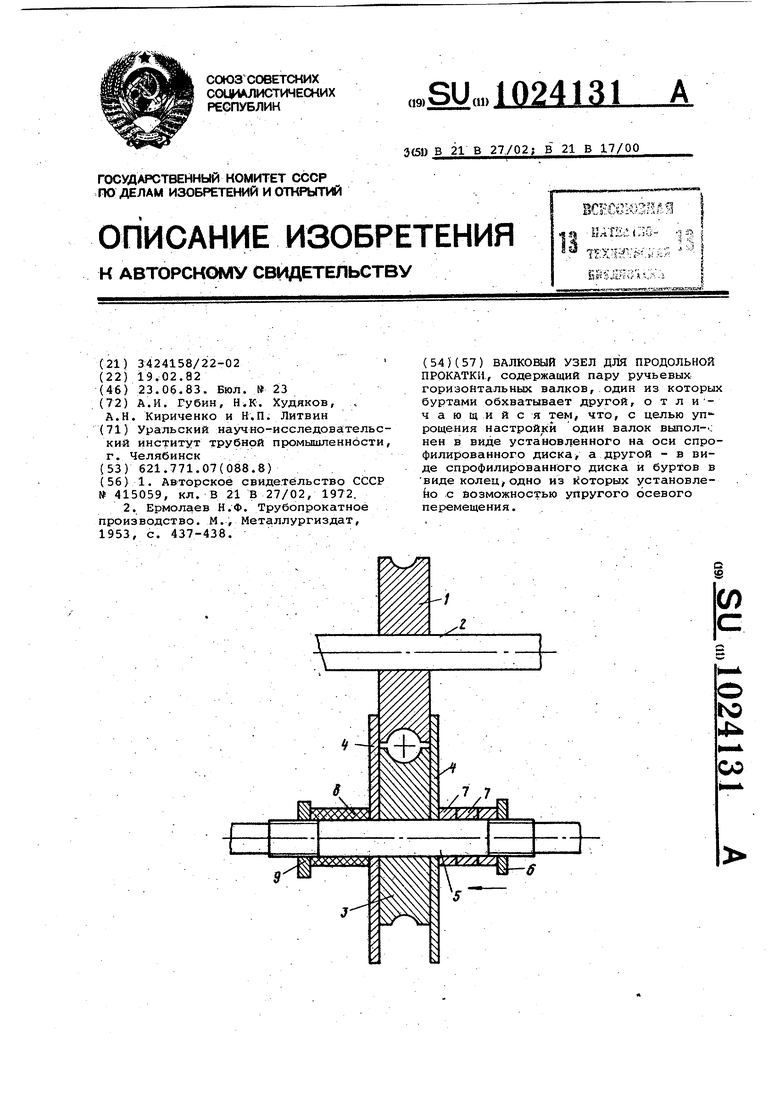
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОКФОпД | 1972 |
|
SU415059A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Ермолаев Н.Ф | |||
| Трубопрокатное производство | |||
| М., Металлургиздат, 1953, с | |||
| Способ образования окрасок на волокнах | 1925 |
|
SU437A1 |
