д
t.
т;
&
Изобретение относится к порошковой металлургии, в частности к устройствам для прокатки профилей из порошковых материалов.
Известен волкосый узел прокатной клети, содержащий дпп горизонтальных валка со ступенчатыми бочками и свободно посаженными на один из валков дисками.
Недостатком этого устройства является низкое качество проката вследствие биений в роликах, в результате чего точность настройки дисков в камере усложняется, Известен валковый комплект для прокатки профилей из порошковых материалов, состоящий из двух валков, верхний из которых выполнен с буртом, а нижний - с ручьем, где размещено упругое кольцо- бандаж с наружной поверхностью, соответствующей поверхности ручья нижнего валка, и с ручьем.
Недостатком этого устройства является пониженная стойкость инструмента, а именно упругого кольца-бандажа, вследствие появления концентраторов напряжений в углах, образованных наружными поверхностями упругого кольца-бандажа, которые приводят к его усталостному разрушению. Целью изобретения является повышение стойкости комплекта.
Поставленная цель достигается тем, что в валковом комплекте, содержащем два валка, верхний из которых выполнен с буртом, нижний - с ручьем, в котором размещено упругое кольцо-бандаж с наружной поверхностью, соответствующей поверхности ручья нижнего валка, и с ручьем, упругое кольцо-бандаж выполнено составным из трех колец: двух боковых, образующих боковые стенки ручья, и центрального, образующего дно ручья, причем диаметр центрального кольца превышает диаметр боковых колец.
В известном изобретении цельное упругое кольцо-бандаж обладает низкой стойкостью, так как. в результате его принудительной упругой деформации с помощью разжимающего у.ла в углах упругого кольца бандажа, образованных наружными поверхностями последнего, возникают концентраторы знакопеременных напряжений, приводящие к его усталостному разрушению.
Кроме того, в G nre деформации за счет усилия прокатки упругое кольцо-бандаж испытывает в углах напряжения сжатия. В момент оыходд из счагл деформации метатла Б углах возникают напряжение растяжения. Многократное поторопив такого знакопеременного цикла и процессе работы устройи
ства также приводит к возникновению в углах упругого кольцо-бандажа усталпстных трещин и быстрому его разрушению.
При использовании согласного кольца- 5 баидяжа, состоящего из дну/ боковых и центрального колец, из-за отсутствия жесткой связи в углах боковые ti центральные кольца имеют возможность взаимного перемощения, что исключает возникновение напря- 10 жений растяжения в углах: стойкость подобной системы значительно выше, так как фактором выхода из строя упругого кольца-бандажа в этом случае является не разрушение, а абразивный износ поверхно- 15 стой, контактирующих с порошком. .
Выполнение центрального кольца с диаметром, превышающим диаметр боковых колец, направлено на достижение поставленной цели, так как отпадает необходи- 20 мость в разжимном узле, который является одним из источников усталостного разрушения цельного кольца бандажа: металл после выхода из очага деформации выносится с центральным кольцом из калибра, и таким 25 образом обеспечивается свободный выход металла, без повреждений из зоны калибра. В настоящее время составные валки применяются для повышения жесткости прокатных систем (для уменьшения прогиба 30 валков), т.е. в конечном счете, для повышения качества продукции.
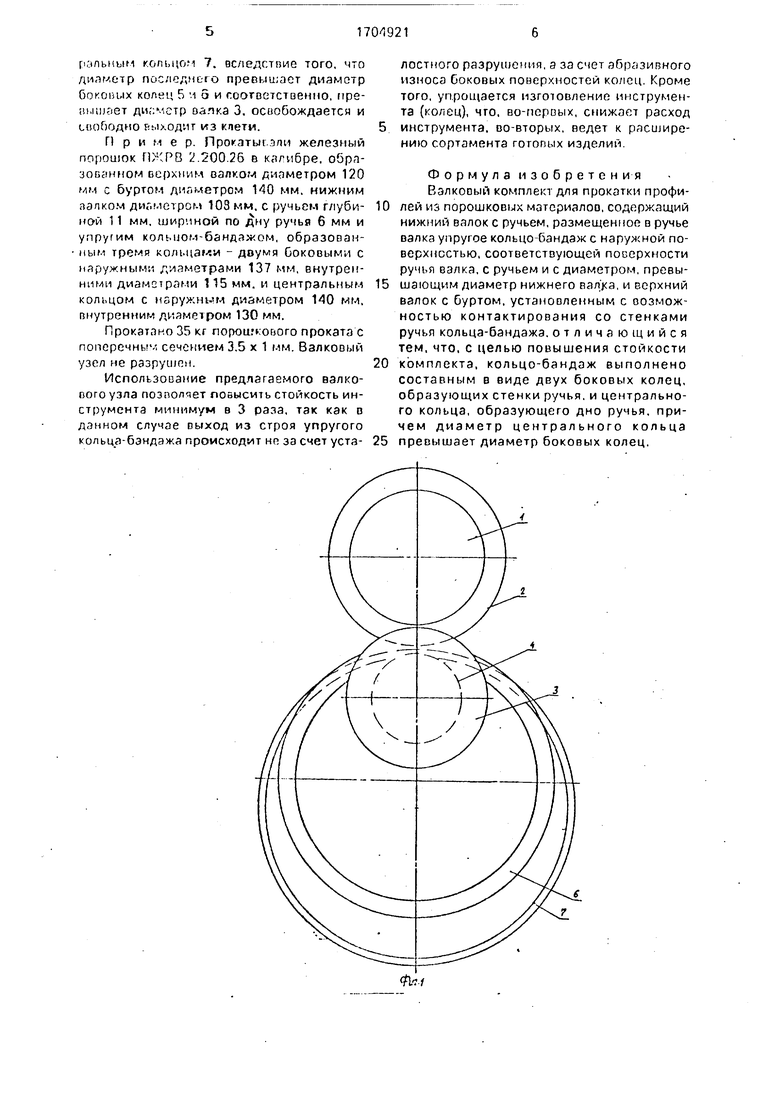
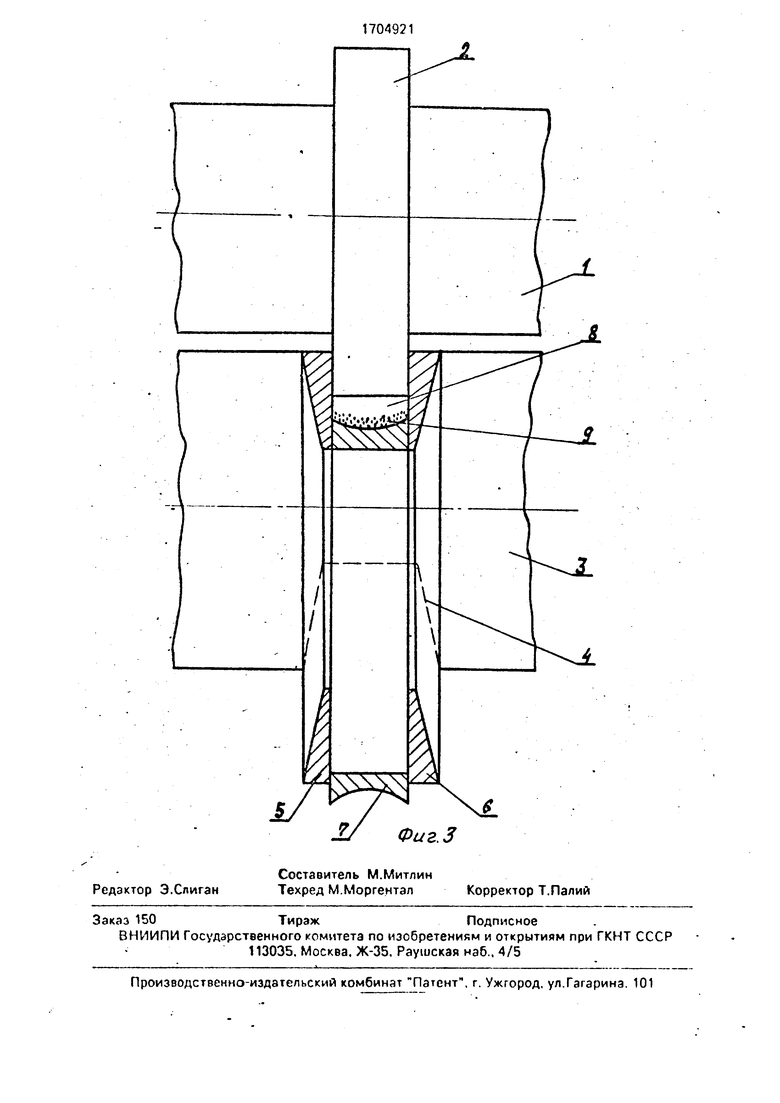
На фиг. 1 представлен валковый комплект для прокатки профилей из порошкового материала; на фиг. 2 и 3 - варианты 35 исполнения валкового комплекта с различной конфигурацией ручья, кольца-бандажа. Валковый комплект состоит из верхнего валка 1 с буртом 2, нижнего валка 3 с врезанным ручьем 4, в который помещено упру- 40 гое кольцо-бандаж, выполненное в виде трех колец - двух боковых 5 и б и центрального 7, расположенного между боковыми кольцами 5 и 6. Диаметр боковых колец 5 и 6 превышает диаметр нижнего валка 3. а 45 диаметр центрального кольца 7 превышает диаметр боковых колец 5 и Q.
Боковыми кольцами 5 и 6 и наружным диаметром центрального кольца 7 образуется ручей упругого кольца-бандажа, который 50 при взаимодействии с буртом 2 верхнего валка 1 образует закрытый калибр 8
Валковый комплект работает следующим образом.
Порошковый материал 9 задается в ка- 55 либр 8.Так как в очаге деформации боковые кольца 5 и б и центральное кольцо 7 установлены в ручье 4 валка 3. обеспечи-иотсч надежное закрытие калибра и препятствует выходу металла из него. Пос.ле прохода металлом деформации вместе с ц нтрзльмым кольцо 7. вел едет пие того, что диаметр последнего превышает диаметр боковых колец 5 и 5 и соответственно, превышает диаметр валка 3, освобождается и свободно выходит из кпети.
При м е р. Прог.атыг.эли железный порошок ПЖРВ 2.200.26 в калибре, образованном верхним валком диаметром 120 мм с буртом диаметром НО мм. нижним аэлко.м диаметром 103 мм. с ручьем глуби- ной 11 мм. шириной по дну ручья б мм и упругим кольиом-бандзжом, образованным тремя кольцами - двумя боковыми с наружными диаметрами 137 мм, внутренними диаметрами 115 мм. и центральным кольцом с наружным диаметром 140 мм, внутренним диаметром 130 мм.
Прокатано 35 кг порошкового проката с поперечным сечением 3.5 х 1 мм. Валковый узел не разрушен.
Использование предлагаемого валко- оого узла лозполяет повысить стойкость инструмента минимум в 3 раза, так как в данном случае оыход из строя упругого кольца-бэндэжа происходит нп за счет уста-
лестного разрушения, а за счет абразивного износа боковых поверхностей колец. Кроме того, упрощается изготовление инструмента (колец), что. во-пероых, снижает расход инструмента, во-вторых, ведет к расширению сортамента готовых изделий.
Формула изобретения Валковый комплект для прокатки профилей из порошковых материалов, содержащий нижний валок с ручьем, размещенное в ручье валка упругое кольцо-бандаж с наружной поверхностью, соответствующей поверхности ручья валка, с ручьем и с диаметром, превышающим диаметр нижнего валика, и верхний валок с буртом, установленным с возможностью контактирования со стенками ручьл кольца-бандажа, отличающийся тем. что. с целью повышения стойкости комплекта, кольцо-бандаж выполнено составным в виде двух боковых колец, образующих стенки ручья, и центрального кольца, образующего дно ручья, причем диаметр центрального кольца превышает диаметр боковых колец.
| название | год | авторы | номер документа |
|---|---|---|---|
| Валковый комплект для прокатки профилей из порошковых материалов | 1989 |
|
SU1743694A2 |
| ВАЛКОВЫЙ КОМПЛЕКТ ДЛЯ ПРОКАТКИ СОРТОВЫХ ПРОФИЛЕЙ | 2001 |
|
RU2192320C1 |
| Валковый узел для продольной прокатки | 1982 |
|
SU1024131A1 |
| ВАЛКОВЫЙ УЗЕЛ | 1997 |
|
RU2121402C1 |
| Прокатный валок | 1983 |
|
SU1071336A1 |
| Составной прокатный валок | 1979 |
|
SU806180A1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1997 |
|
RU2130348C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1999 |
|
RU2211101C2 |
| СПОСОБ ОХЛАЖДЕНИЯ ВАЛКОВ СОРТОПРОКАТНОЙ КЛЕТИ | 2005 |
|
RU2287384C1 |
| КОМПЛЕКТ РАБОЧЕГО ИНСТРУМЕНТА ДЛЯ ПИЛЬГЕРНОЙ ПРОКАТКИ ТОНКОСТЕННЫХ ТИТАНОВЫХ ТРУБ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА | 2021 |
|
RU2769137C1 |
Изобретение относится к валковым комплектам для прокатки профилей из порошковых материалов. Цель изобретения - повышение стойкости комплекта. Порошок задается в калибр 8. Так как в очаге деформации бокопые кольца 5 и 6 и центральное колесо 7 установлены в ручье 4 валка 3, обеспечивается надежное закрытие калибра и препятствует выходу металла из него . После прохода металлом очага деформации он вместе с центральным кольцом 7 вследствие того, чго диаметр последнего превышает диаметр боковых колец 5, 6 и соответственно превышает диаметр валка 3, освобождается и свободно выходит из клети. При использовании составного кольца-бандажа, состоящего из двух боковых и центрального колец, из-за отсутствия жесткой связи в углах боковые и центральное кольца имеют возможность взаимного перемещения, что исключает возникновение напряжений растяжения в углах. Стойкость такой системы значительно выше, чем известной. 3 ил. (Л с
Фиг.З
| Электроакустический трансформатор с пьезоизлучателем | 1974 |
|
SU502663A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
| Валковый комплект для прокатки профилей из порошковых материалов | 1988 |
|
SU1574369A1 |
| кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
