1
Изобретение относится к прокатному производству, касается усове хиенствования трехвалновой клети винтовой прокатки и наиболее эффективно может быть использовано в прокатных уста- 5 новках, с трехвалковыми раскатными станами,преимущественно для производства подшипниковых труб,а также сорта, когда встречаются трудности по повьшению качества выпускаемой продукции и Ю требуется,кроме этого,максимально упростить перевалку валков,с тем чтобы сократить простои трехвалкового стана винтовой прокатки.
Известна рабочая клеть поперечновинтовой прокатки, содержащая станину, в расточках которой под углом 120° установлены три барабана с рабочими валками, имеющие нгикимные ме- 20 ханизмы 1.
В конструкции этой клети система рабочий валок с барабаном - нажимной винт - станина не имеет уравновешквакхдего устройства, обеспечива-25 ющего выбор люфтов и зазоров, что приводит к преждевременному износу сопрягаемых элементов системы и к снижению точности размеров прокатываемых изделий., 30
Наиболее близкой по технической сущности к предлагаемой является трехвалковая клеть, содержащая станину, составленную из основания и крышки, три рабочих валка с барабанами, их нажимные винтовые механизмы и уравновешивающие устройства 2.
В известном устройстве барабаны с валками закреплены относительно основания и крышки с помощью тяг, пропущенных через винты нажимных механизмов. Винты нажимных механизмов контактируют по сферической поверхности с подпятниками, которые в свою очередь взаимодействуют по
15 плоскости с барабаном. Вся система нажимной винт - подпятник - барабан должна быть плотно прижата друг к другу, т.е. люфты и за13Оры в системе должны быть выбраны как перед работой, так и во время работы. В соединении нажимной винт. - гайка также должны быть выбраны зазоры в упорной резьбе в направлении действия сил металла на вгшок. Для выбора всех. л эфтов и зазоров система снабжена уравновешивающим устройством. Уравновешивающее устройство верхнего валка с барабаном выполнено посредством установленного, на редукторе нажймногр механизма резьбсЗвого корпуа, несущего ypaBHOBeuifififfawiliiyio гай-г у с шагом резьбы, равным шагу езьбы винта нажимного механиза. Шбор люфтов и зазоров . в системе барабан с валком - нажимной механизм осуществляется пружинами,
смонтированными вдоль оси Нс1ЖИМНЫХ
винтов. Так, уравновешивание верхнего барабана с валком выполнено посредством пружины, установленной в езьбовом корпусе соосно тяге и опирающейся на уравнЪвёигивающую гайку с одной стороны и взаимодействующей с тягой через затяжную гайку - с другой. При этом пружина, воздействуя на тягу, заставляет ее стремиться вверх, а тяга посредством сво- , ей молотковой гблОв кй увлекает вверх всю систему барабан - подпятник - нажимной винт, тем самым выбиjfiaW всё зазоры и люфты в этой системе и зазоры в рупорной резьбе нажимного механизма.
При любой настройке клети усилие сжатия пружины (величина предварительной затяжки пружины) сохраняется постоянным, поскольку при перемещении винта вниз (вверх) вся система вместе с уравновешивающей гайкой и тягой также опускается (поднимается) на ту же величину, так как уравновешивающая гайка имеет тот же шаг, что и основная резьба соединения нажимной винт-гайка.
Уравновешивание нижних барабанов с валками производится установкой пружин сОосно тягам между затяжной гайкой и винтом нажимного механизма. При этом пружина, воздействуя через затяжную гайку на тягу и заставляя её стремиться вниз от оси прокатки, выбирает зазоры в системе барабан - подпятйик - нажимной винт, не влияя на люфты и зазоры в системе нажимной винт - гайка. Частично эти люфты Тй зазоры выбираются за счет осевой составляющей массы подвижных частей (валок, барабан и т.д.), установленных наклонно. Однако два нижних paJlka работают-в условиях интенсивного воздействия воды и окалины, поэтому усилий от действия подвижных масс может не хватить для выбЬркй люфтов.В результате два нижних валка с барабаналш практически оказываются неуравнова11енными,что приводит в условиях работы с дйнамйчёскими нагрузками к интенсивному износу систеьвл нажимнЬго механизма, что в конечном итоге отражается на качестве проката --- :-,.-:,-;;-:;:-.-.;--- -..КЖ-,-,-,..-.-;.
Кроме того, выполнение клети с уравновешивсиощим устройством, описанным выше, с устайовкой пруясин соЬсно тягам гф1 вВДй к Неоправданному росту габаритов клети как по tificOTe, так и по ширине. В клетях усиленной конструкции с повышенной
7S0913
массой барабана с валком использование такого пружинного уравновешивания затруднено,поскольку грузоподъемность упругих элементов (пружин) ограничена размерами стыкующихся с ней элементов, а точнее ограничением диаметра уравновешивающей гайки, так как она должна иметь шаг резьбы, аналогичный нажимному винту.
Недостаток известной конструкции клети проявляется также в затруднительной перевалке барабанов с валками, которая осуществляется в определенной последовательности как в случае перевалки путем переноса крышки краном на стенд, так и в случае перевалки путем откидывания крышки. При этом тяги освобождаются от затяжных гаек, пружин, подшипников. Затем производят поворот тяги в расточках винта нажимного механизма и барабана и выведение ее из паза последнего. Все эти операции осуществляются вручную и требуют значительных затрат физического труда и времени на их выполнение. После этого выполняют крановые операции. Установка барабанов с вгшками в расточки основания и крышки станины осуществляется в обратной последовательности.
Цель изобретения - упрощение перевалки и сокращение времени на ее осуществление.
Указанная цель достигается тем, что в трехвалковой клети винтовой прокатки, включающей станину, составленную из основания и крышки, три рабочих валка с барабанами, их нажимные винтовые механизмы и уравновешивающие устройства, уравновешивающее устройство нажимного мехайизма верхнего барабана выполнено в виде траверсы, несущей дополнительную гайку, одинаковую с гайкой нажимного винтового механизма, а каждое уравновешивающее устройство механизмов нижних барабанов выполнено в виде расположенных диаметрально на барабане пары рычагов, взаимодействующего .с ними синхронизирующего вала, центрального рычага, взаимодействующего с синхронизирующим валом, и пружин, размещенных в пазах крышки станины, выполненных соосно барабанам.
Использование предлагаемого технического решения позволяет повысить качество прокатываемых изделий, а также надежность и долговечность узлов клети. Это достигается благодаря тОму7 что в клети обеспечено полное уравновешивание всех трех подвижных систем барабан с валком - нажимной механизм как систекм верхнего, так и нижних барабанов с вгшками.
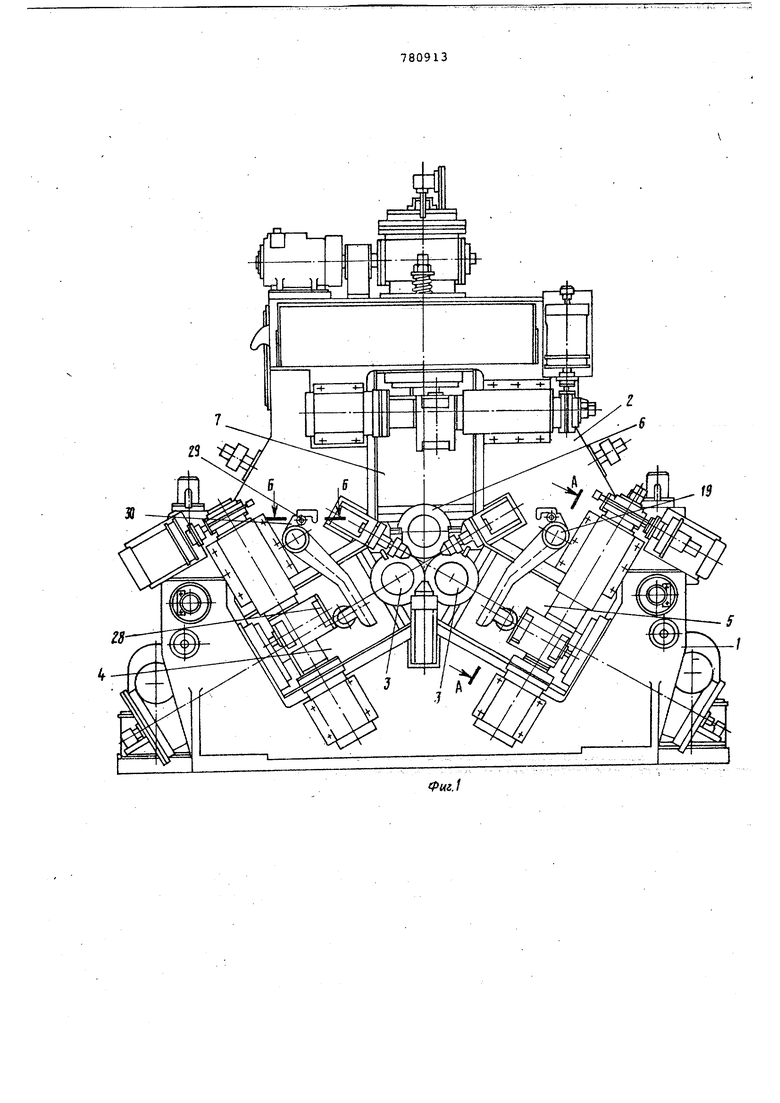
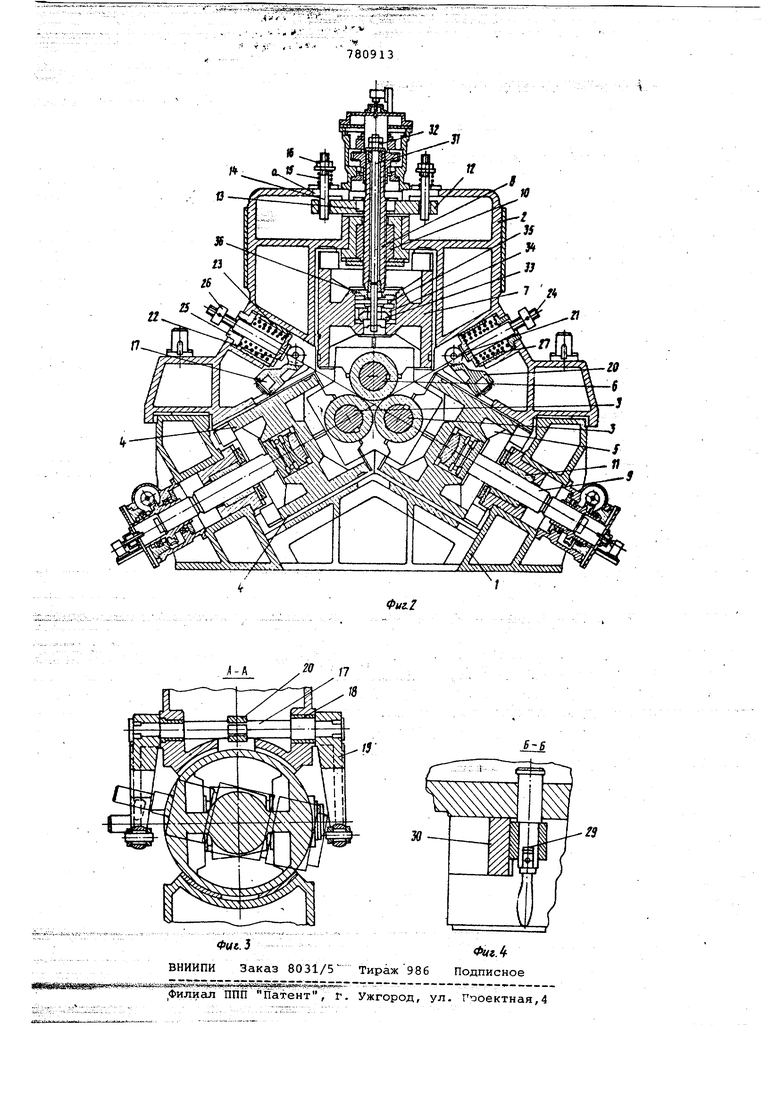
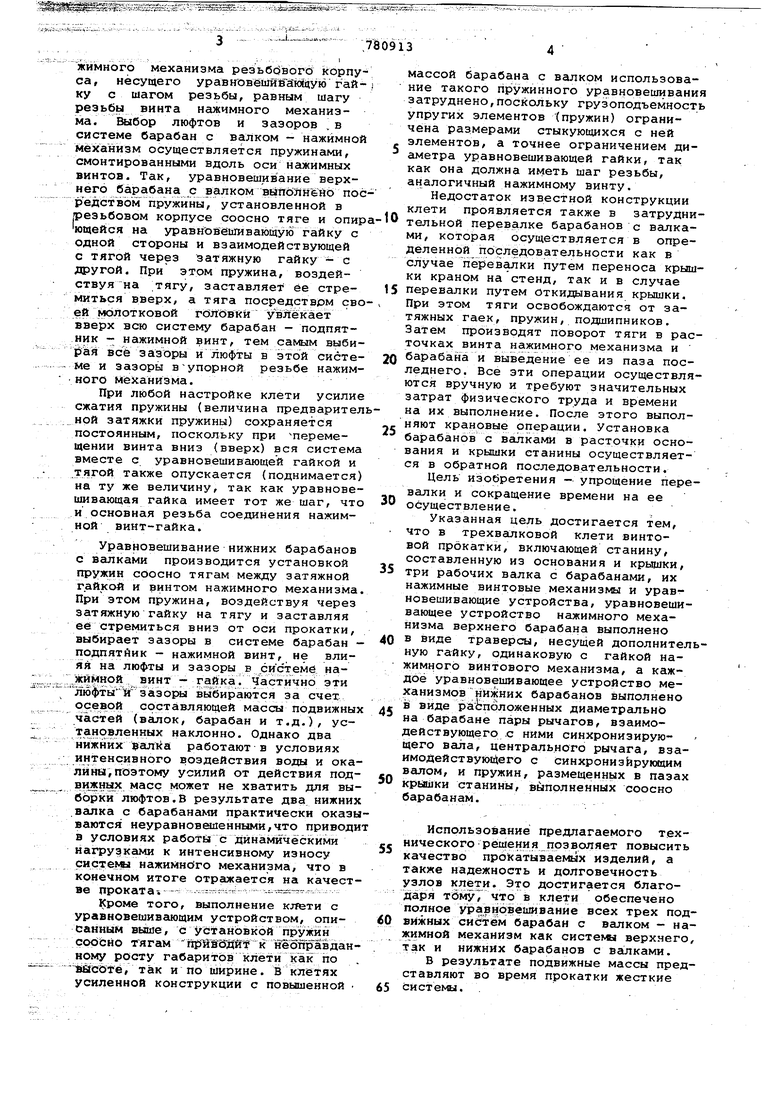
В результате подвижные массы представляют во время прокатки жесткие 5 системы. Кроме того, предлагаемая клеть позволяет Сократить время/ затрачив емое на перевалку, и упростить (облегчить) ее, что достигается исключением соединительных тяг в нажимных механизмах нижних барабанов, а следовательно, исключением ручных операций по отсоединению тяг, пружин и затяжных гаек, связанных со значительной затратой физического труда и времени. Перевалка верхнего барабана с валками также сокращается по времени и упрощается, так как исключается необходимость разборки устройства уравновешивания. На фиг. 1 схематически изображена трехвалковая клеть, общий вид; на фиг. 2 - то же, разрез; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1. Трехвалковая клеть стана винтевой прокатки содержит станину, сост ленную из основания 1 и крышки 2, д нижних валка 3 с барабанами 4 и 5, расположенными между основанием и крышкой станины, один верхний валок 6 с барабаном 7, размещенным в расточке крышки, винтовые нажимные механизмы соответственно верхнего и нижнего валков, имеющие винты В и У с гайками 10 и 11 соответственно для верхних и нижних валков, уравно вешивающее устройство верхнего бараб на с валком,включающее траверсу 12 с смонтированной в ней дополнительной гайкой 13, которая зафиксирована относительно крышки станины посредством направляющих пазов а крышки, стяжек 14 с пружинами 15 и гайками 16, и уравновешивающие устройства нажимных механизмов каждого нижнего барабана, имеющие синхронизирующий вал 17, установленный в подшипниках 18крышки, на концах которого смонти рованы рь1чаги 19, а в середине центральный рычаг 20 с роликом 21. Последний взаимодейству ет с торцовой втулкой 22 стакана 23, установленног подвижно в пазу, выполненном в крышке соосно соответствующему нижнему барабану. В торцовой втулке одним концом закреплен стержень 24, другой конец которого проходит через отверстие торцовой втулки 25, установленной в пазу крышки. На этом конце стержня установлена затяжная гайка 26. Между внутренней поверхностью стакана и наружной поверхностью стер ня размещены уравновешивающие пружины 27, воздействующие на торцовую втулку 22 стакана 23. Другим концом пружина упирается.в торцовую втулку 25. Рычаги 19 взаимодействуют с диаметргшьно расположенными на соответ ствующем нижнем барабане выступами 28. Для фиксации положения рычагов 19при перевалке в фигурном пазу крышки установлен фиксатор -29, взаимодействующий с ограничительным зубом 30 рычага. Таким образом, тяги у нижних барабанов с валками отсутствуют только через верхний барабан 7 и винт 8 верхнего нажимного механизма пропущена тяга 31. За счет соответствующей установки стяжных гаек 32 тяга поджимает друг к другу пяту 33, подпятник 34, подшипник 35 и шайбу36. Устройство работает следующим образом. Настройка клети на прокатку изделий заданного сортамента осуществляется путем установки барабанов с рабочими валками на необходи1 ий калибр. При этом поступательное движение верхнему барабану 7 с валком 6, независимо от направления двиясения, передается от нажимного механизма, приводимого от электродвигателя. Перемещение нижних барабанов 4 и 5 с валками 3 к оси прокатки (сведение) осуществляется посредством воздействия на них нажимных винтов 9 нижних нажимных механизмов. Поскольку тяги в этих механизмах отсутствуют, то нажимные винты, приводикие через редукторы от электродвигателей, перемещаясь от оси прокатки, не воздействуют на барабаны нижних валков, а движение последних на разведение осуществляется под действием уравновешивающего устройства через рычаги 19, смон- . тированные на синхронизирующих валках 17. При этом торцы нажимных винтов 9 постоянно воздействуют на барабаны 4 и 5 так, что зазоры в резьбовом соединении основная гайка 11 - нажимной винт 9 выбраны в направлении действия сил прокатки. Это происходит за счет того, что при перемещении нижних барабанов посредством вращения нажимного винта 9 уравновешивающие пружины 27 через торцовую втулку 22 постоянно воздействуют на ролик 21 центрального рычага 20, стремясь повернуть синхронизирующий вал 17, ас ним и рычаги 19, которые воздействуют на барабаны, прижимая их к торцам винтов У нажимных механизмов. При этом в зависимости от направления движения барабанов (к оси прокатки или от нее) усилие воздействия рычагов 22 на барабаны 4 и 5 соответственно увеличивается или уменьшается и лежит в пределах, необходимых для обеспечения выбора люфтов в системе барабан с валком - нажимной механизм. При прокатке изделий в валках и перемещениях последних с барабанами при настройке в системе нажимной винт - верхний барабан тоже отсутствуют люфты и зазоры, что обеспечивается уравновешивающим устройством.
Зазоры между молотковой головкой тяги 31 , верхним барабаном 7, пятой 33, подпятником 34, подшипником 35, шайбой 36 и торцом винта 8 выбираются посредством затяжки стяжных гаек 32 на тяге 31 относительно проти-i воположного торца винта. В результате перечисленнйе элементы представляют собой единую жестко связанную систему. Выбор зазоров в резьбовом соединении основная гайка 10 - нажимной винт 8, входящем в указанную жестко связанную систему осуществляется посредством уравновешиваиощей дополнительной гайки 13, взаимодействующей с резьбовой частью нажимного винта и установленной в подпружиненную относительно крьпмки станины траверсу 12. При этом выбор зазоров в резьбовом соединении гайка - нажимной винт осуществляется в направлений действия сил от прокатки.
Перевалка барабанов с рабочими валками осуществляется следующим образом.
Нижние валки 3 с барабанами 4 и 5 сводят относительно оси прокатки таким образом, чтобы фиксаторы 29, установленные определенным образом в фигурных пазах крышек, контактировали с ограничительными зубьями 30 рычагов 19. При этом уравновешив ющие пружины 27 сжимаются. Затем положение уравновешивающих пружин, а следовательно,втулки фиксируется гайкой 26 относительно торцовой втулки 25 в крынке,после чего нижние барабаны отводят от оси прокатки на такое расстояние,чтобы ролики барабанов вышли из контакта с зафиксированными рычагами 19 и последние не препятствовали подъему или откидыванию крышки 2. Краном из расточек основания 1
извлекают барабаны с вашками. Извлечение верхнего барабана 7 с валком 6 из расточки крышки осуществляют известным способом при наличии тяги в нажимном механи зме.
Приедлагаемая трехвалковая клеть винтовой прокатки по сравнению с лучшими образцами аналогичного оборудования позволяет улучшить качество получаекых труб.
Формула изобретения
Трехвалковая клеть винтовой прокатки, включающая станину, составленную из основания и крышки, три рабочих валка с барабанами, их нажимные винтовые механизмы и уравновешивающие устройства, отличающаяся тем, что, с целью упрощения перевалки и сокращения времени на ее осуществление, уравновешивающее устройство нажимного механизма верхнего барабана выполнено в виде траверсы, несущей дополнительную гайку, одинаковую с гаййой нажимного винтового механизма, а каждое уравновешивающее устройство нажимных механизмов нижних барабанов выполнено в виде расположенных диаметрально на барабане пары рычагов, взаимодействующего с ними синхронизирующего вала, центрашьного рычага, взаимодействующего с синхронизирующим валом, и пружин, размещенных в пазах крышки станины, выполненных соосно барабанам. Источники информации, принятые во внимание при экспертизе
1.Фомичев И.Д., Косая прокатка. Харьков, Металлургиздат, 1963, с.10.
2.Авторское свидетельство СССР 0 №205790, кл. В 21 В 19/02, 1965.
.. .)::,,
i- - - , 4 780913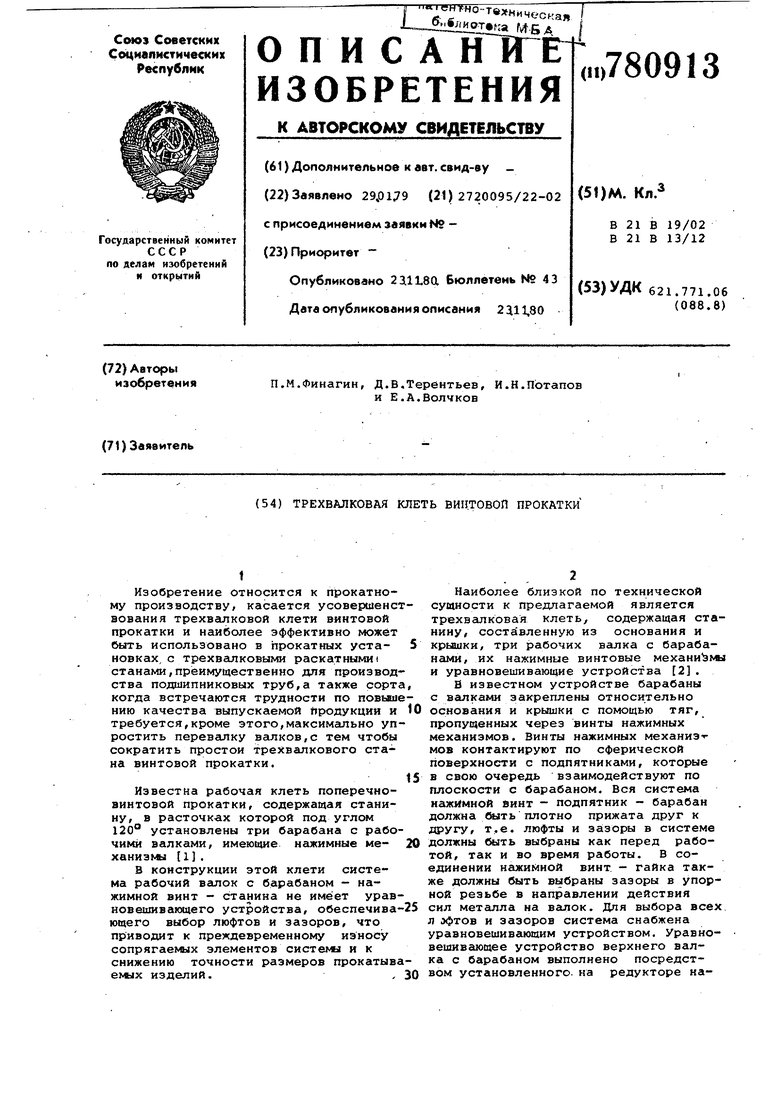
| название | год | авторы | номер документа |
|---|---|---|---|
| Клеть стана винтовой прокатки | 1986 |
|
SU1404128A1 |
| Устройство для установки валка трехвалковой клети винтовой прокатки | 1988 |
|
SU1526858A1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2040348C1 |
| Устройство для установки в клети барабана с рабочим валком | 1975 |
|
SU541517A1 |
| Рабочая клеть стана поперечно-винтовой прокатки | 1988 |
|
SU1540882A1 |
| Рабочая клеть стана поперечновинтовой прокатки | 1976 |
|
SU655440A1 |
| Рабочая клеть стана поперечно-винтовой прокатки | 1976 |
|
SU617090A1 |
| РАБОЧАЯ КЛЕТЬ ТРЕХВАЛКОВОГО СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1993 |
|
RU2038176C1 |
| Трехвалковая рабочая клеть винтовой прокатки | 1978 |
|
SU741967A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2008 |
|
RU2362640C1 |