1
Изобретение относится к сварке, именно к сварке неповоротных стыков трубопроводов неплавящимся электродом в среде защитных газов, применяемой во многих отраслях промышленности.
Цель изобретения - уменьшение .установочной базы устройства.
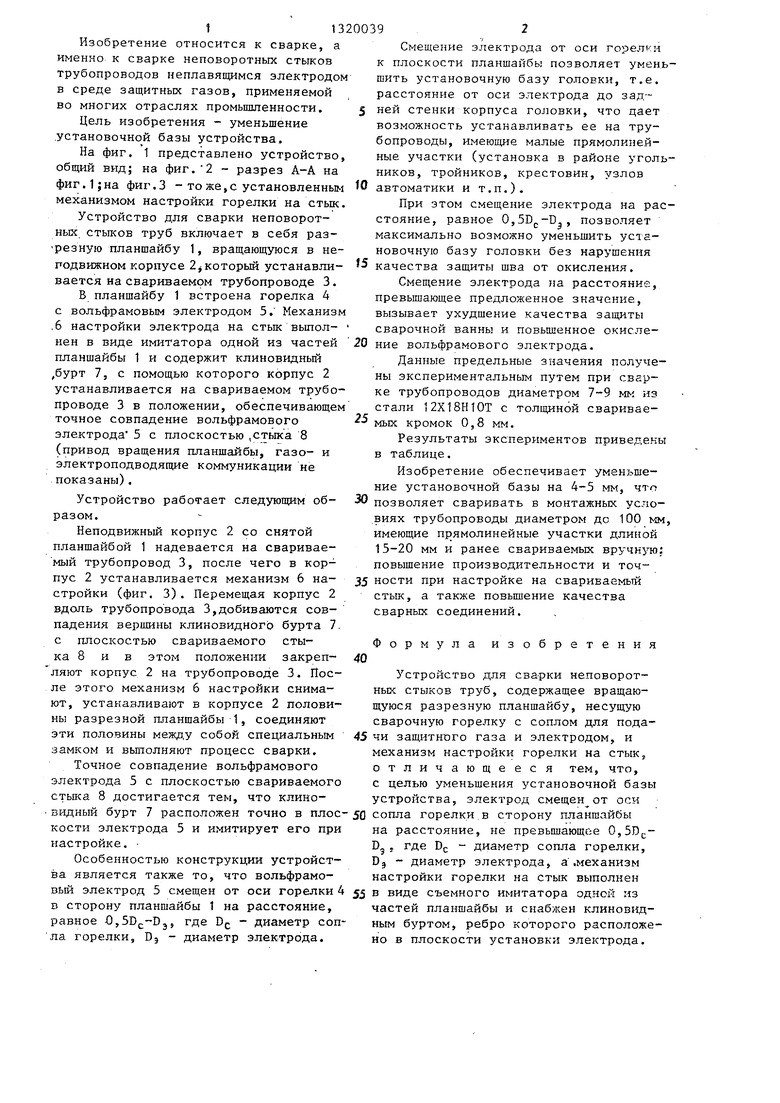
На фиг. 1 представлено устройство, общий вид; на фиг. 2 - разрез А-А на фиг.1J на фиг.3 - то же, с установленньм механизмом настройки горелки на стык.
Устройство для сварки неповоротных стыков труб включает в себя раз- резную планшайбу 1, вращающуюся в неподвижном корпусе 2 j который устанавливается на свариваемом трубопроводе 3.
В планшайбу 1 встроена горелка 4 с вольфрамовым электродом 5, Механизм 6 настройки электрода на стык выполнен в виде имитатора одной из частей планшайбы 1 и содержит клиновидньш бурт 7, с помощью которого корпус 2 устанавливается на свариваемом трубопроводе 3 в положении, обеспечивающем точное совпадение вольфрамового электрода 5 с плоскостью ,стыка 8 (привод вращения планшайбы, газо- и электроподводящие коммуникации не показаны).
Устройство работает следующим образом.
Неподвижный корпус 2 со снятой планшайбой 1 надевается на сваривае- мый трубопровод 3, после чего в корпус 2 устанавливается механизм 6 настройки (фиг. 3). Перемещая корпус 2 вдоль трубопровода 3,добиваются совпадения вершины клиновидного бурта 7. с плоскостью свариваемого стыка 8 и в этом положении закреп- яют корпус 2 на трубопроводе 3. Посе этого механизм 6 настройки снимат, устанавливают в корпусе 2 половины разрезной планшайбы 1, соединяют эти половины межд,у собой специальным замком и выполняют процесс сварки.
Точное совпадение вольфрамового электрода 5 с плоскостью свариваемого стыка 8 достигается тем, что клино1320039а
10
15
к ш н в ны н а
с м н к
п вы с н
н к с мы
в
н п ,ви и п 35 н с с
40
н щ с
45 ч м о с у
20
25
30
видный бурт 7 расположен точно в плос-50 сопла горелки.в сторону планшайбы
на расстояние, не превьш1ающее 0,5Dj,- D,
кости электрода 5 и имитирует его при
настройке. D,, где DQ - диаметр сопла горелки.
Особенностью конструкции устройст- D, - диаметр электрода, а .механизм ва является также то, что вольфрамо- настройки горелки на стык выполнен вый электрод 5 смещен от оси горелки 4 55 в виде съемного имитатора одной из в сторону планшайбы 1 на расстояние, частей планшайбы и снабжен клинов1адравное 0,5В.-Вз, где Dj. - диаметр соп- ла горелки, Dj - диаметр электрода.
0
5
Смещение электрода от оси горелки к плоскости планшайбы позволяет уменьшить установочную базу головки, т.е. расстояние от оси электрода до задней стенки корпуса головки, что дает возможность устанавливать ее на трубопроводы, имеющие малые прямолинейные участки (установка в районе угольников, тройников, крестовин, узлов автоматики и т.п.).
При этом смещение электрода на расстояние, равное 0,5Dp-D,, позволяет максимально возможно уменьшить установочную базу головки без нарушения качества защиты шва от окисления.
Смещение электрода на расстояние, превьш1ающее предложенное значение, вызывает ухудшение качества зашиты сварочной ванны и повьшгенное окисление вольфрамового электрода.
Данные предельные значения получены экспериментальным путем при свгр- ке трубопроводов диаметром 7-9 мм из стали 12Х18Н10Т с толщиной свариваемых кромок 0,8 мм.
Результаты экспериментов приведены в таблице.
Изобретение обеспечивает уменьшение установочной базы на 4-5 мм, что позволяет сваривать в монтажных усло- ,виях трубопроводы диаметром до 100 мм, имеющие прямолинейные участки 15-20 мм и ранее свариваемых вручную; повьш1ение производительности и точ- 5 ности при настройке на свариваемый стык, а также повьш ение качества сварных соединений.
Формула изобретения
0
Устройство для сварки неповоротных стыков труб, содержащее вращающуюся разрезную планшайбу, несущую сварочную горелку с соплом для пода5 чи защитного газа и электродом, и механизм настройки горелки на стык, отличающееся тем, что, с целью уменьшения установочной базы устройства, электрод смещен от оси
0
5
0
на расстояние, не превьш1ающее 0,5Dj,- D,
D,, где DQ - диаметр сопла горелки.
ным буртом, ребро которого расположено в плоскости установки электрода.
союз СХВЕТСНИХ
СОЦИАЛИСТИЧЕСКИХ
РЕСПУБЛИК
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
И АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
C5D 4 В 23 К 31/06, 37/Q
V..Uy,.. г.
. -;
. I
Н.::.-.. ,
а I
,
| название | год | авторы | номер документа |
|---|---|---|---|
| Головка для сварки неповоротных стыков трубопроводов | 1985 |
|
SU1274891A1 |
| Устройство для сварки неповоротных стыков труб | 1975 |
|
SU513811A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ ТРУБОПРОВОДОВ | 2015 |
|
RU2624577C2 |
| Сварочная головка для автоматической орбитальной аргонодуговой сварки трубопроводов | 2018 |
|
RU2690388C1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 2003 |
|
RU2260504C2 |
| Устройство для сварки неповоротных стыков труб | 1988 |
|
SU1618558A1 |
| Головка для автоматической сварки неповоротных стыков труб | 1988 |
|
SU1563931A1 |
| Головка для автоматической сварки неповоротных стыков труб | 1980 |
|
SU903036A1 |
| Устройство для сварки неповоротных стыков труб | 1977 |
|
SU740450A1 |

(21)3973188/25-27
(22)10.11,85
(46) 30.06.87. Бюл. № 24 (72) В.П.Рачков, Е .М.Борисов, Н.М.Уракова, В.И.Кулик и Г.М.Львов
(53)621.791.75.039(088.8)
(56)Монтаж и сварка трубопроводов из коррозионностойких сталей в атомной промьшшенности. М.: Атомиздат, 1966, с. 136-138.
Авторское свидетельство СССР № 513811, кл. В 23 К 31/06, 1975, (54)УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТ-- НЫХ СТЬЖОВ ТРУБ
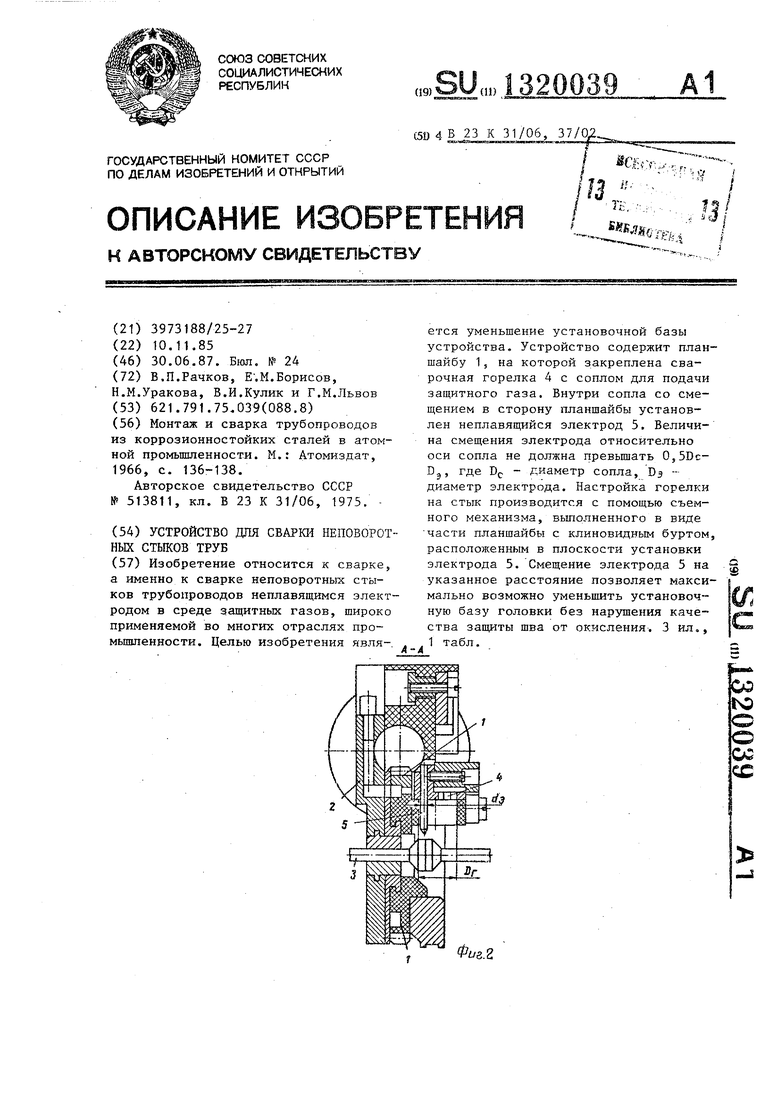
(57)Изобретение относится к сварке, а именно к сварке неповоротных стыков трубопроводов неплавящимся электродом в среде защитных газов, широко применяемой во многих отраслях промьшшенности. Целью изобретения является уменьшение установочной базы устройства. Устройство содержит планшайбу 15 на которой закреплена сварочная горелка 4 с соплом для подачи защитного газа. Внутри сопла со смещением в сторону планшайбы установлен неплавяш;ийся электрод 5. Величина смещения электрода относительно оси сопла не должна превышать 0,5Dc- Dj, где DC- - диаметр сопла, БЗ - диаметр электрода. Настройка горелки на стык производится с помощью съемного механизма, выполненного в виде части планшайбы с клиновидным буртом расположенным в плоскости установки электрода 5, Смещение электрода 5 на указанное расстояние позволяет максимально возможно уменьшить установочную базу головки без нарушения качества защиты шва от окисления. 3 ил., 1 табл.
Фиг.г
