Изобретение относится к области сварки, а именно к конструкции устройств для сварки неповоротных стыков труб, главным образом близкорасположенных, и может быть использовано в химическом, энергети- ческом машиностроении, авиастроении и других отраслях машиностроения.
Целью изобретения является обеспечение качественной сварки стыков на близко- расположенных трубах с межосезым расстоянием до 0,4 от наибольшего дизмет- ра трубы.
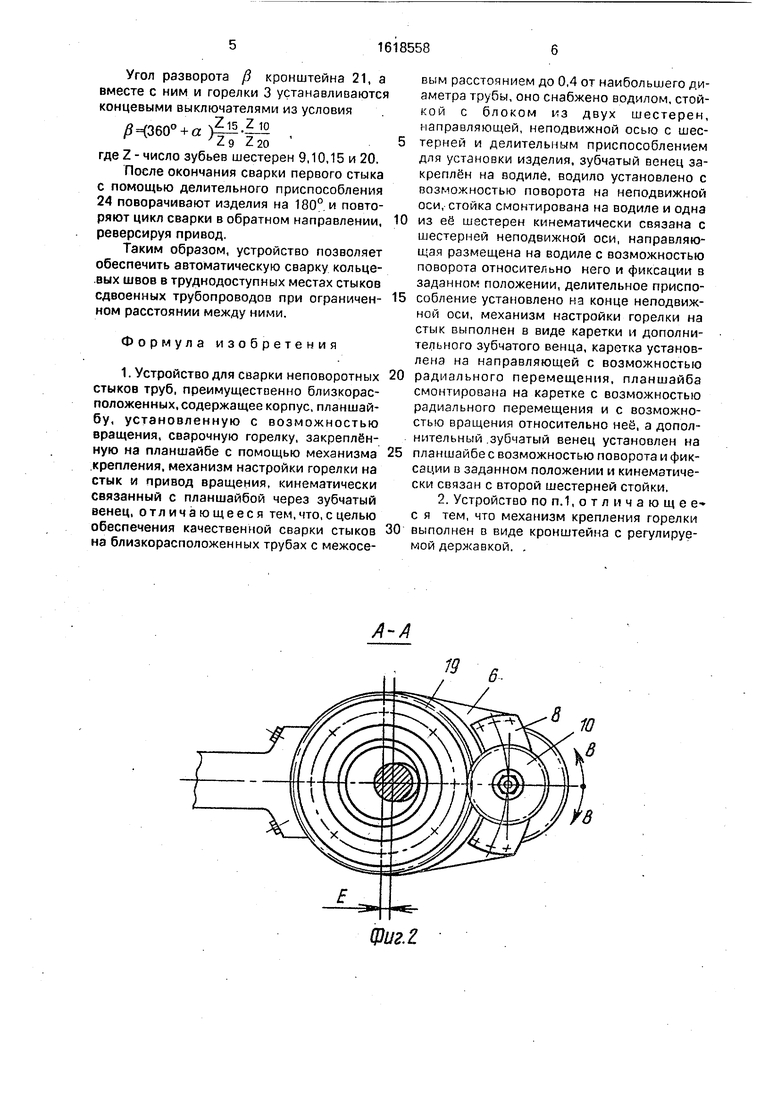
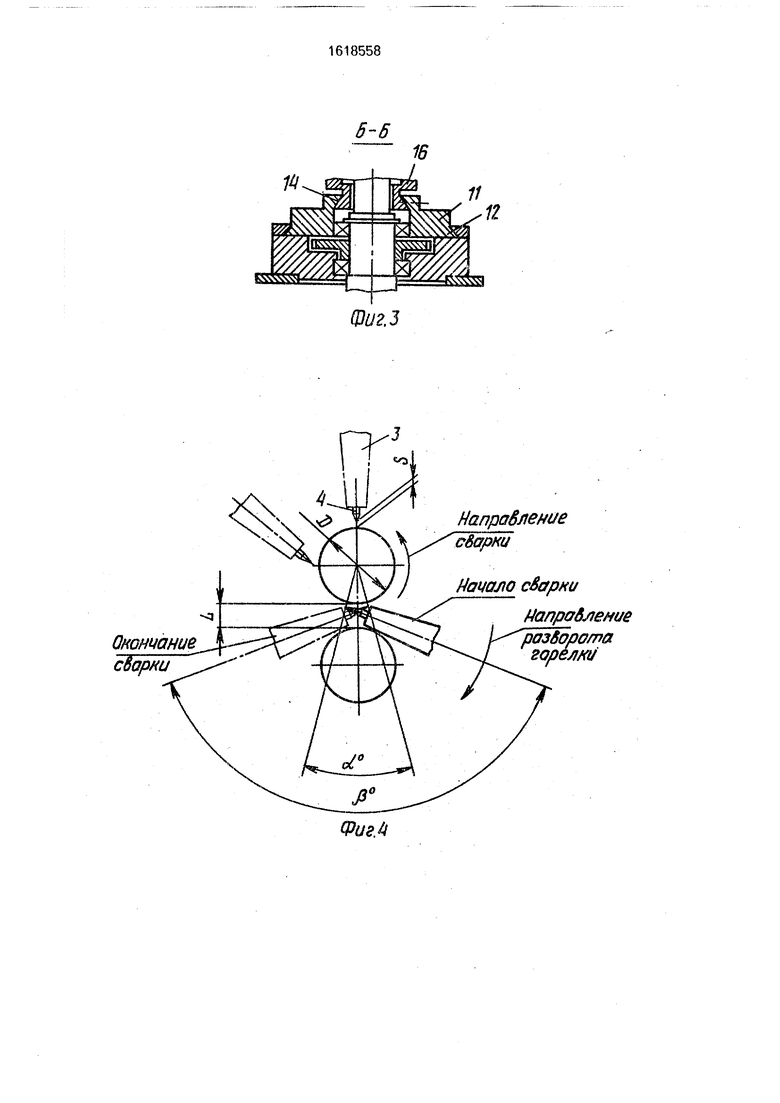
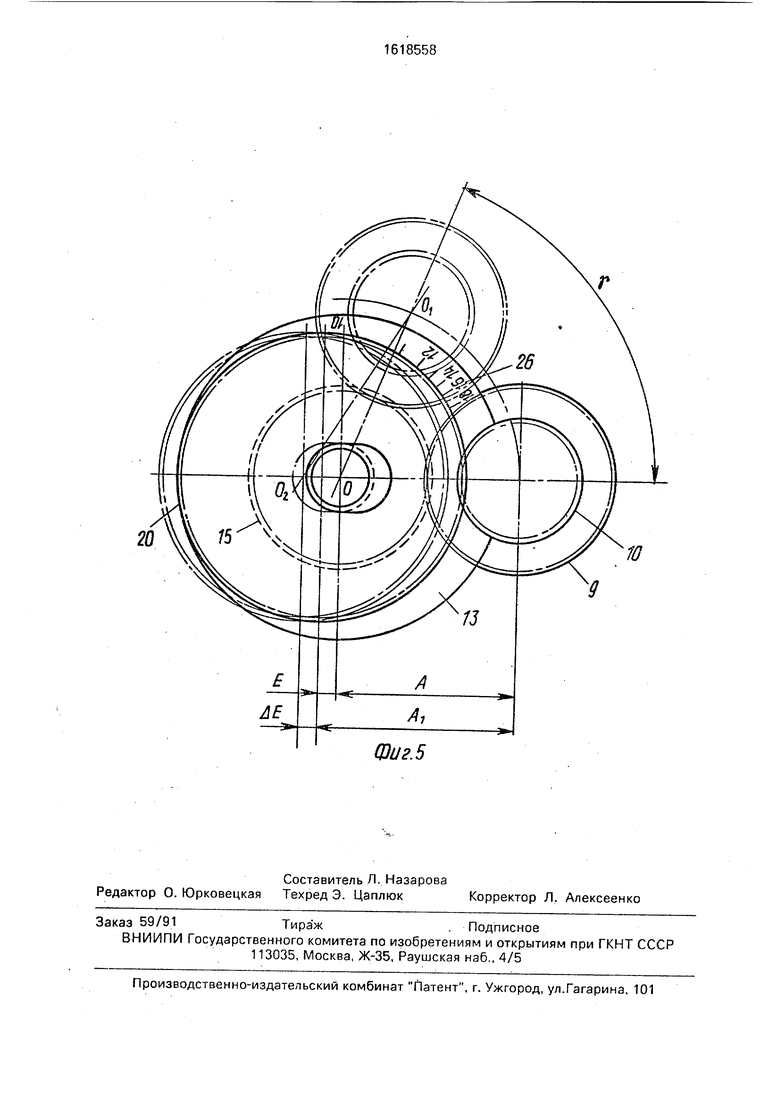
На фиг.1 представлено устройство, общий вид в разрезе; на фиг.2 - разрез А-А на фиг.1; на фмг.З - разрез Б-Б на фиг.1; на фиг.4 - схема вращения горелки вокруг трубы; на фиг.5 - схема настройки устройства.
Устройство для сварки неповоротных стыков труб содержит корпус 1, привод 2, вращающуюся сварочную горелку 3 с электродом 4 и механизм настройки горелки 3 на стык с межэлектродным зазором S. В корпусе 1 на неподвижной оси 5 установлено водило 6 с зубчатым венцом 7, зацеплен- ным с приводом 2. Наводила 6 смонтированы стойка 8 с блоком из двух шестерен 9 и 10 и направляющая 11, контактирующая с води- лом 6 через клиновидный бурт 12 и прижимное кольцо 13, направляющая 11 имеет на противоположной поверхности гнездо 14 типа ласточкин хвост, а между водилом 6 и направляющей 11 неподвижно закреплена на оси 5 шестерня 15, зацепленная с шестерней 9. Механизм настройки включает каретку 16, контактирующую с направляющей 11 через гнездо 14, которая перемещается винтом 17.
На каретке 16 установлена планшайба 18 с закреплённым на ней прижимами 19 до- полнительным зубчатым венцом 20,(шестер- ня), находящимся в зацеплении с шестерней 10. На планшайбе 18установлен кронштейн 21 с регулируемой державкой 22, 23 крепления горелки 3. На оси 5 со стороны механизма настройки установлено делительное приспособление 24 с изделием 25. На планшайбе 18 установлены концевые выключатели (не показаны)для ограничения угла разворота /3 кронштейна 21. На кольце 13 нанесена шкала 26 (фиг.5).
Устройство работает следующим образом,
Свариваемое изделие 25 со стыками на . двух параллельных трубах устанавливается
в делительное приспособление 24,
Минимальный допустимый зазор L между свариваемыми параллельными трубами определяется габаритами сопла горелки 3 и
минимально возможным углом перекрытия свариваемого шва а.
Для диапазона диаметров свариваемых труб 16-32 мм, диаметра сопла горелки 10 мм и угла перекрытия шва. а 30° минимальный зазор L составляет 7-13 мм, т.е. L-0,4 Омакс, где Омакс - наибольший из диаметров труб.
Кинематика устройства предусматривает разворот горелки 3 относительно конца электрода 4 на угол р в направлении, обратном направлению вращения горелки 3 вокруг оси 5, В зависимости от диаметра свариваемых труб D устанавливают перемещением каретки 16 с помощью винта 17
эксцентриситет S планшайбы 18
относительно оси 5.
Для восстановления нормального для зацепления межосевого расстояния между шестернями 10 и 20 освобождают прижимы 19 и кольцо 13, проворачивают приводом 2 водило 6 относительно направляющей 11 в направлении стрелки В (вверх от оси на фиг.2) на угол у по шкале 26 на кольце 13 (фиг, 5), при этом дополнительный зубчатый венец свободно вращается на планшайбе 18.
Шкала 26 на кольце 13 нанесена из условия сохранения межосевого расстояния AI между шестернями 10 и 20 в зависимости от изменения эксцентриситета Е (на фиг.5). Как видно из треугольника OOiOa угол у определяется из зависимости
cosy
„A2+(E-f AE)2-A21 2 А (Е + ДЕ)
где А и AI - межосевые расстояния между
парами шестерен 15 и 9,10 и 20 соответ
ственно.
Переналадка устройства на сварку труб с большего диаметра на меньший производится в обратной последовательности, т.е. сначала проворачивают водило 6 в обратном каправлении(по стрелке В вниз от оси на фиг.2), а затем перемещают каретку 16 вправо (фиг.1).
После этого закрепляют прижимы 19 и кольцо 13. Регулируемой державкой 22, 23 устанавливают горелку 3 относительно стыка с зазором S.
При включенном приводе 2 через зубчатый венец 7 вращается водило 6, а шестерня 9, обкатываясь по шестерне 15, передаёт вращение на шестерню 10 и поворачивает шестерню 20 с планшайбой 18 и связанные с ним кронштейн 21с горелкой относительно водила 6.
Угол разворота /3 кронштейна 21, а вместе с ним и горелки 3 устанавливаются концевыми выключателями из условия + „ VE15.ZJO Т
ft (360° + а
Z20
где Z-число зубьев шестерен 9,10,15 и 20.
После окончания сварки первого стыка с помощью делительного приспособления 24 поворачивают изделия на 180°. и повторяют цикл сварки в обратном направлении, реверсируя привод.
Таким образом, устройство позволяет обеспечить автоматическую сварку кольце- .вых швов в труднодоступных местах стыков сдвоенных трубопроводов при ограничен- ном расстоянии между ними.
Формула изобретения
1. Устройство для сварки неповоротных стыков труб, преимущественно близкорасположенных, содержащее корпус, планшайбу, установленную с возможностью вращения, сварочную горелку, закреплённую на планшайбе с помощью механизма .крепления, механизм настройки горелки на стык и привод вращения, кинематически связанный с планшайбой через зубчатый венец, отличающееся тем, что, с целью обеспечения качественной сварки стыков на близкорасположенных трубах с межосевым расстоянием до 0,4 от наибольшего диаметра трубы, оно снабжено водилом, стойкой с блоком из двух шестерен, направляющей, неподвижной осью с шестерней и делительным приспособлением для установки изделия, зубчатый венец закреплён на водиле, водило установлено с возможностью поворота на неподвижной оси, стойка смонтирована на водиле и одна из её шестерен кинематически связана с шестерней неподвижной оси, направляющая размещена на водиле с возможностью поворота относительно него и фиксации в заданном положении, делительное приспособление установлено на конце неподвижной оси, механизм настройки горелки на стык выполнен в виде каретки и дополнительного зубчатого венца, каретка установлена на направляющей с возможностью радиального перемещения, планшайба смонтирована на каретке с возможностью радиального перемещения и с возможностью вращения относительно неё, а дополнительный .зубчатый венец установлен на планшайбе с возможностью поворота и фиксации в заданном положении и кинематически связан с второй шестерней стойки.
2. Устройство по п. 1,отличающее с я тем, что механизм крепления горелки выполнен в виде кронштейна с регулируемой державкой. ,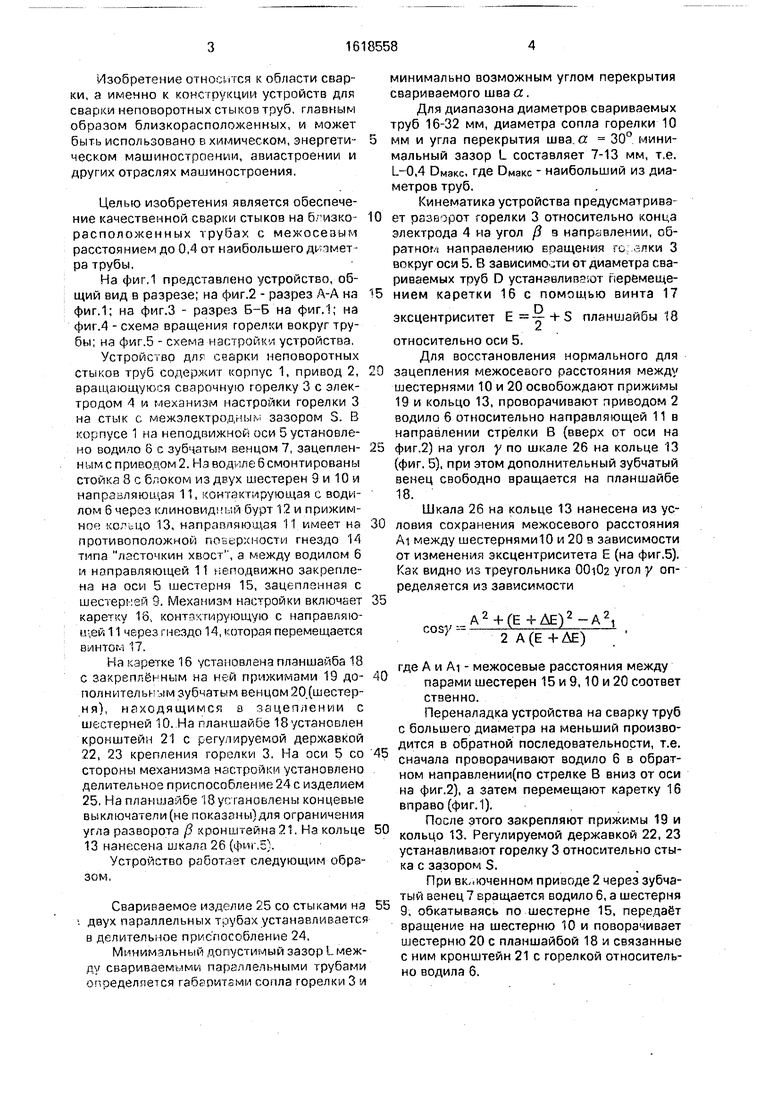
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 2017 |
|
RU2678552C1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| УСТРОЙСТВО ДЛЯ МНОГОПРОХОДНОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1992 |
|
RU2049633C1 |
| Устройство для сварки неповоротных стыков труб | 1977 |
|
SU722710A1 |
| Двухдуговая головка для сварки кольцевых швов | 1980 |
|
SU925595A1 |
| Устройство для сварки неповоротных стыков труб | 1974 |
|
SU522930A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ ТРУБОПРОВОДОВ | 2015 |
|
RU2624577C2 |
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 2003 |
|
RU2260504C2 |
| Устройство для сварки неповоротных стыков труб | 1984 |
|
SU1186440A1 |
| Устройство для орбитальной обработки неповоротных стыков и торцов труб | 2018 |
|
RU2696984C1 |
Изобретение относится к сварке, конкретнее - к устройствам для сварки неповоротных стыков труб, главным образом близкорасположенных, и может быть использовано в химическом, энергетическом машиностроении, авиастроении и других отраслях машиностроения. Цель изобретения - обеспечение качественной сварки стыков на близкорасположенных трубах с межосевым расстоянием до 0,4 от наибольшего диаметра трубы. В зависимости от диаметра свариваемых труб устанавливают эксцентриситет Е планшайбы 18 относительно оси 5. Для этого с помощью винта 17 перемещают каретку на необходимое расстояние. Прижимы 19 и кольцо освобождают, проворачивают водило 6 относительно направляющей 11, при этом дополнительный венец 20 поворачивается на планшайбе 18. После закрепления прижима 19 и венца 20 приводом 2 вращают водило 6, и через шестерни 15, 9, 10 и дополнительный зубчатый венец вращение передаётся на планшайбу 18. 1 з.п.ф-лы, 5 ил. 6 25 СЛ С 09 СП ел 00 6 Фиг.1
фи г. Z
14
ФиеМ
Фи 2.3
Направление
сборки
Начало сварки
Направление
разворота 2оре/ №
Фи г. 5
| Авторское свидетельство СССР N 914222, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для сварки неповоротных стыков труб | 1985 |
|
SU1320039A1 |
