Изобретение относится к устройствам для автоматической сварки неповоротных стыков труб в монтажных условиях или в стационарном положении и может быть использовано в различных отраслях машиностроения.
Цель изобретения - обеспечение заданных размеров сварного шва при сварке неповоротных стыковых труб в монтажных условиях и в стационарном положении вне зависимости от соотношения их диаметра и толщины стенки, а также увеличение производительности труда за счет выполнения сварки за один проход.
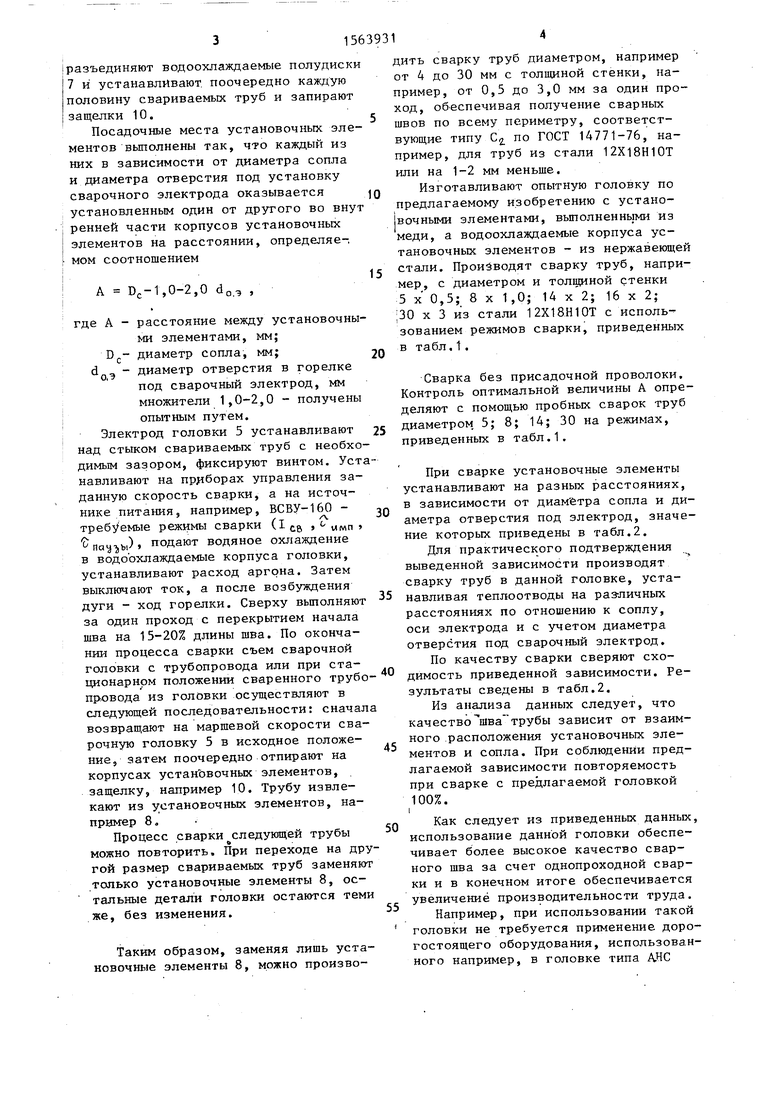
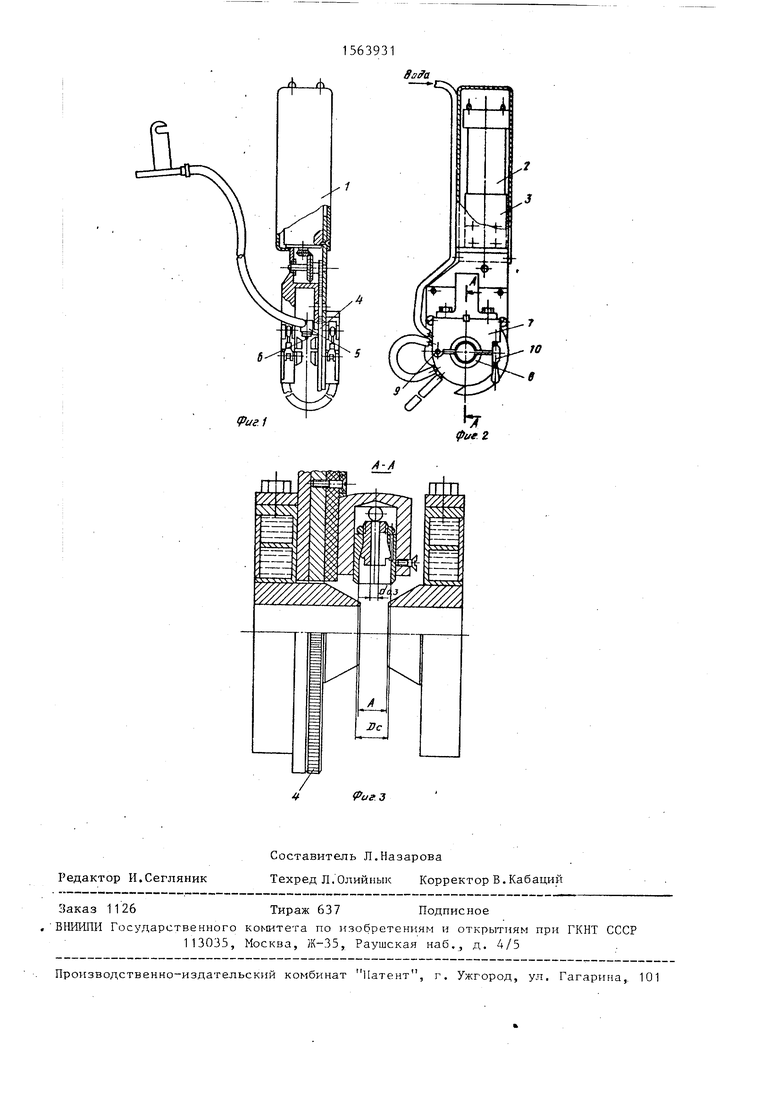
На фиг. 1 изображена головка для сварки неповоротных стыков труб; на
фиг.2 - то же, вид сбоку; на фиг.З - разрез А-А на фиг.2.
Головка для сварки состоит из корпуса 1 с размещенными в нем двигателем 2 и редуктором 3, передающим вращение на подвижную планшайбу 4. На подвижной планшайбе 4 крепится сварочная головка 5 со сварочным электродом 6. По обе стороны от планшайбы 4 расположены водоохлаждаемые полудиски 7 с установочными элементами 8. Водоохлаждаемые полудиски разъемные и в местах разъема крепятся друг к другу с помощью оси 9 и защелки 10.
Головка работает следующим образом.
Перед установкой в головке свариваемой трубы отпиранием защелки 10
ел
о
ЈЈ
го
зд
разъединяют водоохлаждаемые полудиски 7 и устанавливают поочередно каждую половину свариваемых труб и запирают защелки 10.
Посадочные места установочных элементов выполнены так, что каждый из них в зависимости от диаметра сопла и диаметра отверстия под установку сварочного электрода оказывается установленным один от другого во внут ренней части корпусов установочных элементов на расстоянии, определяемом соотношением
А Dc-1,0-2,0 аоэ ,
где А - расстояние между установочными элементами, мм;
DC диаметр сопла, мм;
d 3 - диаметр отверстия в горелке под сварочный электрод, мм множители 1,0-2,0 - получены опытным путем.
Электрод головки 5 устанавливают над стыком свариваемых труб с необходимым зазором, фиксируют винтом. Устанавливают на приборах управления заданную скорость сварки, а на источнике питания, например, ВСВУ-160 - требуемые режимы сварки (1С6 ммп пачлы) подают водяное охлаждение в водоохлаждаемые корпуса головки, устанавливают расход аргона. Затем выключают ток, а после возбуждения дуги - ход горелки. Сверху выполняют за один проход с перекрытием начала шва на 15-20% длины шва. По окончании процесса сварки съем сварочной головки с трубопровода или при стационарном положении сваренного трубо- привода из головки осуществляют в следующей последовательности: сначала возвращают на маршевой скорости сварочную головку 5 в исходное положение, затем поочередно отпирают на корпусах установочных элементов, защелку, например 10. Трубу извлекают из установочных элементов, например 8.
Процесс сварки следующей трубы можно повторить. При переходе на другой размер свариваемых труб заменяют только установочные элементы 8, остальные детали головки остаются теми же, без изменения.
Таким образом, заменяя лишь установочные элементы 8, можно произво
0 5
j
5
дить сварку труб диаметром, например от 4 до 30 мм с толщиной стенки, например, от 0,5 до 3,0 мм за один проход, обеспечивая получение сварных швов по всему периметру, соответствующие типу С по ГОСТ 14771-76, например, для труб из стали 12Х18Н10Т или на 1-2 мм меньше.
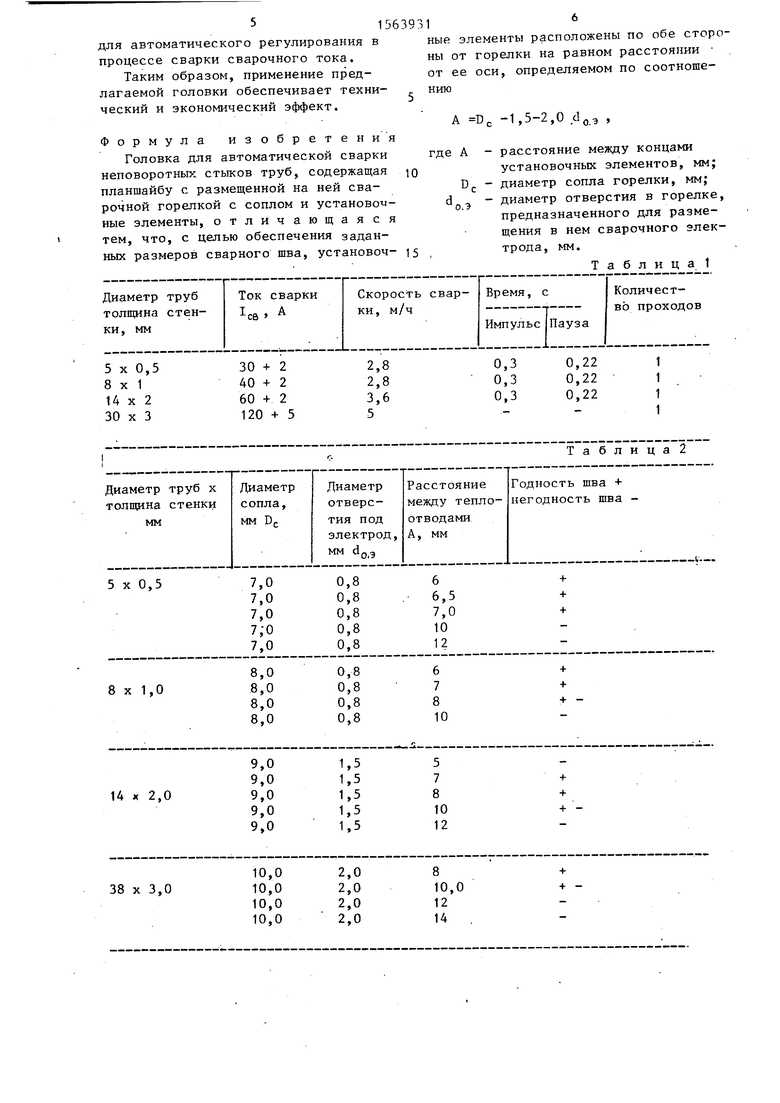
Изготавливают опытную головку по предлагаемому изобретению с устано- |вочными элементами, выполненными из меди, а водоохлаждаемые корпуса установочных элементов - из нержавеющей стали. Производят сварку труб, например, с диаметром и толщиной стенки 5 х 0,5; 8 х 1,0; 14 х 2; 16 х 2; ,30 х 3 из стали 12Х18Н10Т с использованием режимов сварки, приведенных в табл.t.
Сварка без присадочной проволоки. Контроль оптимальной величины А определяют с помощью пробных сварок труб диаметром, 5; 8; 14; 30 на режимах, приведенных в табл.1.
При сварке установочные элементы устанавливают на разных расстояниях, в зависимости от диам ётра сопла и диаметра отверстия под электрод, значение которых приведены в табл.2.
Для практического подтверждения выведенной зависимости производят сварку труб в данной головке, устанавливая теплоотводы на различных расстояниях по отношению к соплу, оси электрода и с учетом диаметра отверстия под сварочный электрод.
По качеству сварки сверяют сходимость приведенной зависимости. Результаты сведены в табл.2.
Из анализа данных следует, что качество шва трубы зависит от взаимного расположения установочных элементов и сопла. При соблюдении предлагаемой зависимости повторяемость при сварке с предлагаемой головкой
100%.
i
Как следует из приведенных данных, использование данной головки обеспечивает более высокое качество сварного шва за счет однопроходной сварки и в конечном итоге обеспечивается увеличение производительности труда.
Например, при использовании такой головки не требуется применение дорогостоящего оборудования, использованного например, в головке типа АНС
515639
для автоматического регулирования в процессе сварки сварочного тока.
Таким образом, применение предлагаемой головки обеспечивает технический и экономический эффект.
316
ные элементы расположены по обе стороны от горелки на равном расстоянии от ее оси, определяемом по соотношению
A DC -1,5-2,0 da3 ,
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки неповоротных стыков труб | 1985 |
|
SU1320039A1 |
| Головка для автоматической сварки неповоротных стыков труб | 1980 |
|
SU903036A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 2003 |
|
RU2260504C2 |
| Устройство для сварки неповоротных стыков труб | 1975 |
|
SU513811A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ ПОВОРОТНЫХ СТЫКОВ ТРУБ | 2015 |
|
RU2601366C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 2017 |
|
RU2678552C1 |
| Устройство для сварки неповоротных стыков труб | 1985 |
|
SU1328120A1 |
| Способ сварки неповоротных стыков труб и устройство для его осуществления | 1978 |
|
SU1109044A3 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| Устройство для сварки горизонтальных швов трубчатых колонн | 1982 |
|
SU1016125A1 |
Изобретение относится к сварке и может быть использовано в различных отраслях машиностроения. Цель изобретения - обеспечение заданных размеров сварного шва при сварке труб в монтажных условиях и в стационарном положении вне зависимости от соотношения их диаметра и толщины стенки. Установочные элементы, расположенные по обе стороны от планшайбы, выполнены в виде теплоотводов, расположенных по обе стороны от горелки на равном расстоянии от ее оси, определяемом по соотношению A=Dс-(1,0-2,0)Dо.э, где A - расстояние между концами теплоотводов, мм
Dс - диаметр сопла горелки, мм
Dо.э - диаметр отверстия в горелке, предназначенного для размещения в нем сварочного электрода, мм. Изобретение позволяет обеспечить высокое качество сварного шва, а за счет однопроходной сварки увеличить производительность сварки. 2 табл., 3 ил.
Формула изобретения
Головка для автоматической сварки неповоротных стыков труб, содержащая планшайбу с размещенной на ней сварочной горелкой с соплом и установочные элементы, отличающаяся тем, что, с целью обеспечения заданных размеров сварного шва, установоч-
30+2 40+2 60+2 120 + 5
х 3,0
10,0 10,0 10,0 10,0
2,0 2,0 2,0 2,0
де А
°с do.3
расстояние между концами установочных элементов, мм; диаметр сопла горелки, мм; диаметр отверстия в горелке, предназначенного для размещения в нем сварочного электрода, мм.
Таблица 1
0,3 0,3 0,3
0,22 0,22 0,22
Таблица2
+
+
HMs
V
fuel
Sofa
0
A-A
| 0 |
|
SU349544A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
