1
Изобретение относится к сварке, а именно к устройствам для автоматической сварки неповоротных стыков труб, и может быть использовано в энергетическом строительстве, тяжелом, энергетическом, химическом машиностроении и др.
Известно устройство для электродуговой сварки с колебаниями сварочной головки, содержаш,ее корпус, сварочную головку и механизм колебания с приводом регулятором амплитуды колебания 1.
Основным недостатком этого устройства является то, что колебания в свариваемой разделке совершает только неплавящийся электрод, а присадочная проволока подается и расплавляется в моменты ее пересечения электродом (дугой). Поэтому производительность процесса сварки мала, и для заполнения свариваемой разделки вертикальных, особенно горизонтальных стыков труб, необходимо выполнить несколько проходов и перенастроек устройства.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство, содержащее корпус, вращающуюся планшайбу, сварочную горелку, ось которой совпадает с плоскостью сварки, механизм для подачи присадочной проволоки и приводной механизм для колебаний сварочной горелки и присадочной проволоки 2.
Однако в этом устройстве синхронные колебания неплавящегося электрода и присадочной проволоки совершаются поперек разделки перпендикулярно к ее стенкам. Это обеспечивает образование большого количества расплавленного металла, что делает невозможным использование этого уст10 ройства при сварке неповоротных горизонтальных стыков труб, так как на вертикальной плоскости невозможно удержать требуемое количество расплавленного металла и получить необходимую форму вала.
Цель изобретения - повышение качества сварки вертикально установленных труб.
Это достигается тем, что в предлагаемой конструкции механизм для колебаний выполнен в виде шарнирно-установленного на планшайбе ползуна и шарнирно связанной с ним
20 зубчатой рейки, смонтированной под углом
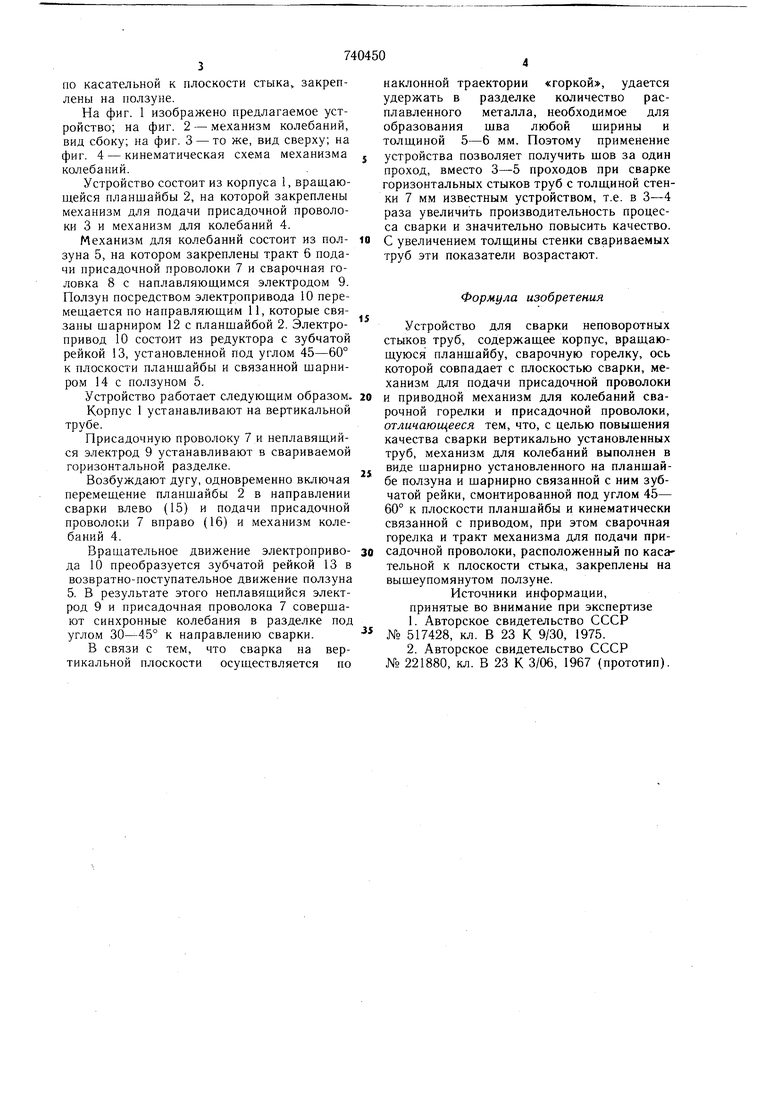
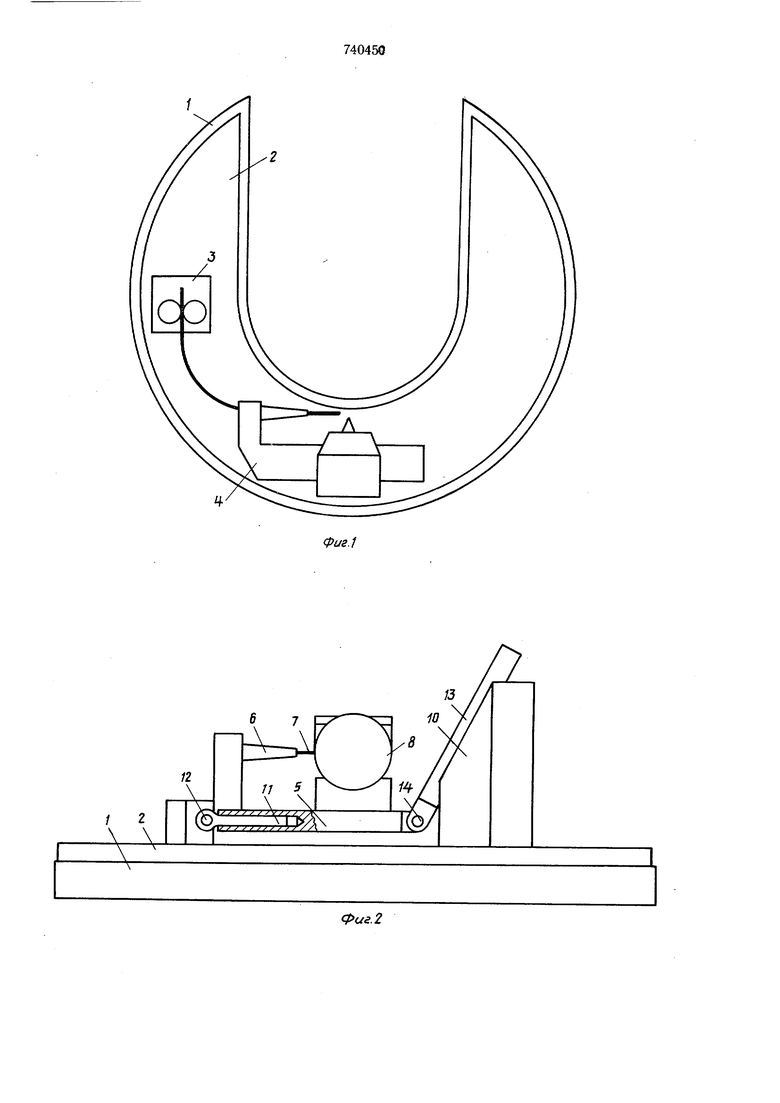
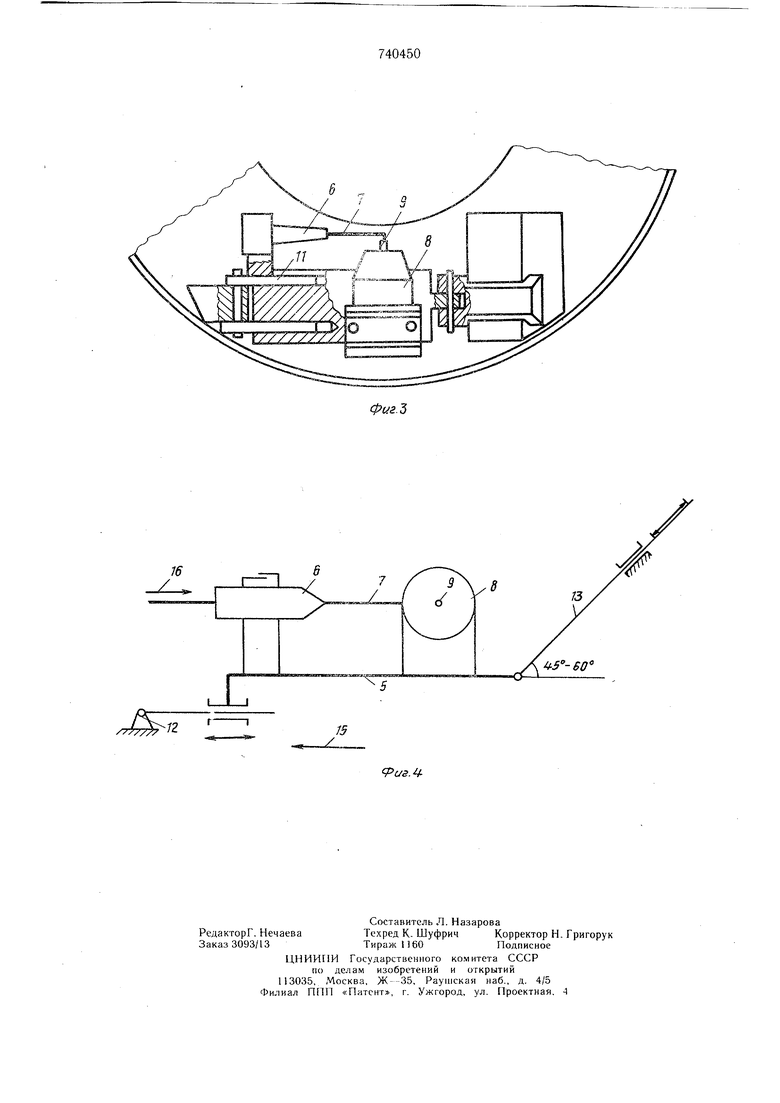
45-60° к плоскости планшайбы и кинематически связанной с приводом, при этом сварочная горелка и тракт механизма для подачи присадочной проволоки, расположенной no касательной к плоскости стыка закреплены на ползуне. На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - механизм колебаний, вид сбоку; на фиг. 3 - то же, вид сверху; на фиг. 4 - кинематическая схема механизма колебаний. Устройство состоит из корпуса i, вращающейся планщайбы 2, на которой закреплены механизм для подачи присадочной проволоки 3 и механизм для колебаний 4. Механизм для колебаний состоит из ползуна 5, на котором закреплены тракт 6 подачи присадочной проволоки 7 и сварочная головка 8 с наплавляющимся электродом 9. Ползун посредством электропривода 10 перемещается по направляющим 11, которые связаны шарниром 12 с планщайбой 2. Электропривод 10 состоит из редуктора с зубчатой рейкой 13, установленной под углом 45-60° к плоскости планщайбы и связанной щарпиром 14 с ползуном 5. Устройство работает следующим образом. Корпус 1 устанавливают на вертикальной трубе. Присадочную проволоку 7 и пеплавящийся электрод 9 устанавливают в свариваемой горизонтальной разделке. Возбуждают дугу, одновременно включая перемещение планщайбы 2 в направлении сварки влево (15) и подачи присадочной проволоки 7 вправо (16) и механизм колебаний 4. Вращательное движение электропривода 10 преобразуется зубчатой рейкой 13 в возвратно-поступательное движение ползуна 5. В результате этого неплавящийся электрод 9 и присадочная проволока 7 совершают синхронные колебания в разделке под углом 30-45° к направлению сварки. В связи с тем, что сварка на вертикальной плоскости осуществляется по «горкой, удается наклонной траектории удержать в разделке количество раснеобходимое для плавленного металла, образования щва любой ширины и толщиной 5-6 мм. Поэтому применение устройства позволяет получить шов за один проход, вместо 3-5 проходов при сварке горизонтальных стыков труб с толщиной стенки 7 мм известным устройством, т.е. в 3-4 раза увеличить производительность процесса сварки и значительно повысить качество. С увеличением толщины стенки свариваемых труб эти показатели возрастают. Формула изобретения Устройство для сварки неповоротных стыков труб, содержащее корпус, вращающуюся планщайбу, сварочную горелку, ось которой совпадает с плоскостью сварки, механизм для подачи присадочной проволоки и приводной механизм для колебаний сварочной горелки и присадочной проволоки, отличающееся тем, что, с целью повышения качества сварки вертикально установленных труб, механизм для колебаний выполнен в виде шарнирно установленного на планшайбе ползуна и шарнирно связанной с ним зубчатой рейки, смонтированной под углом 45- 60° к плоскости планшайбы и кинематически связанной с приводом, при этом сварочная горелка и тракт механизма для подачи присадочной проволоки, расположенный по касательной к плоскости стыка, закреплены на вышеупомянутом ползуне. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 517428, кл. В 23 К 9/30, 1975. 2.Авторское свидетельство СССР № 221880, кл. В 23 К 3/06, 1967 (прототип).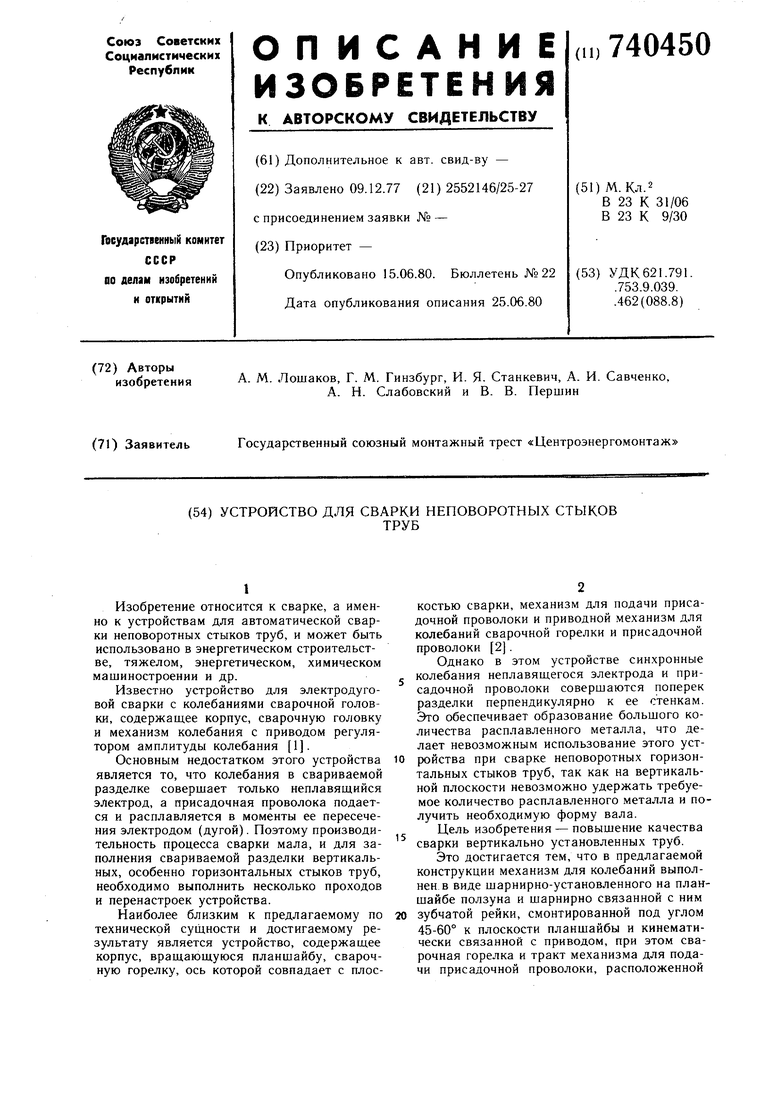
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1967 |
|
SU202408A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ ТРУБОПРОВОДОВ | 2015 |
|
RU2624577C2 |
| Устройство для сварки неповоротных стыков труб | 1983 |
|
SU1177109A1 |
| Устройство для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU837680A1 |
| Устройство для сварки неповоротных стыков труб | 1977 |
|
SU722710A1 |
| Устройство для сварки неповоротных стыков труб | 1981 |
|
SU1097471A1 |
| Устройство для сварки неповоротных стыков труб | 1978 |
|
SU778973A1 |
| Устройство для сварки | 1984 |
|
SU1172162A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1971 |
|
SU298450A1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ МНОГОПРОХОДНОЙ СВАРКИ | 1990 |
|
SU1743111A1 |
6 7
12 LS
1
f .С/-, -.
L7....
г
Фиг. 2
Риг.
