Изобретение о гносится к способам получения адгезионных соединений и может быть использовано при получени бумажных фильтров для очистки воздуха, применяемых в автотракторостро- ении.
Цель изобретения повьпиение адгезионной прочности соединения.
Предлагаемый способ поясняется чертежом.
Пример вьтолнения способа.
Стальную крьшку с предварительно подготовленной поверхностью 1 путем зашкуривания и промывки в органическом растворителе нагревают до 305- и вьздерживают при этой температуре в течение 1-3 мин , затем охлаждают крышку до leO-ZeO C и наносят на поверхность слой полиэтилена 2 с индексом расплава 5-40, при этом высоту слоя полиэтилена h выбирают из зависимости
2,5a,,68(R-r)J,
Ь17
где 4 - толщина бумаги ПКВ;
f - плотность полиэтилена,
G насьшная масса полиэтилена,
R - наружный радиус крышки, см;
г - внутренний радиус крьшжи, см Высота h, подобранная исходя из геометрических размеров крьшки, соотношение между наружньЕМ и внутренним радиусами крьшки, плотностью и на- сыпным весом полиэтилена, обеспечивается при нанесении (засыпке) за счет заранее рассчитанной навески. После нанесения слоя полиэтилена его подпрессовывают пуансоном в течение 3-8 с до тех пор, пока высота под- прессованного слоя Н не будет находиться в пределах 0,,9h. Затем в полиэтиленовый расплавленный слой вводят бумажную штору 3, после чего соединение охлаждают со скоростью 5-7°С/с.
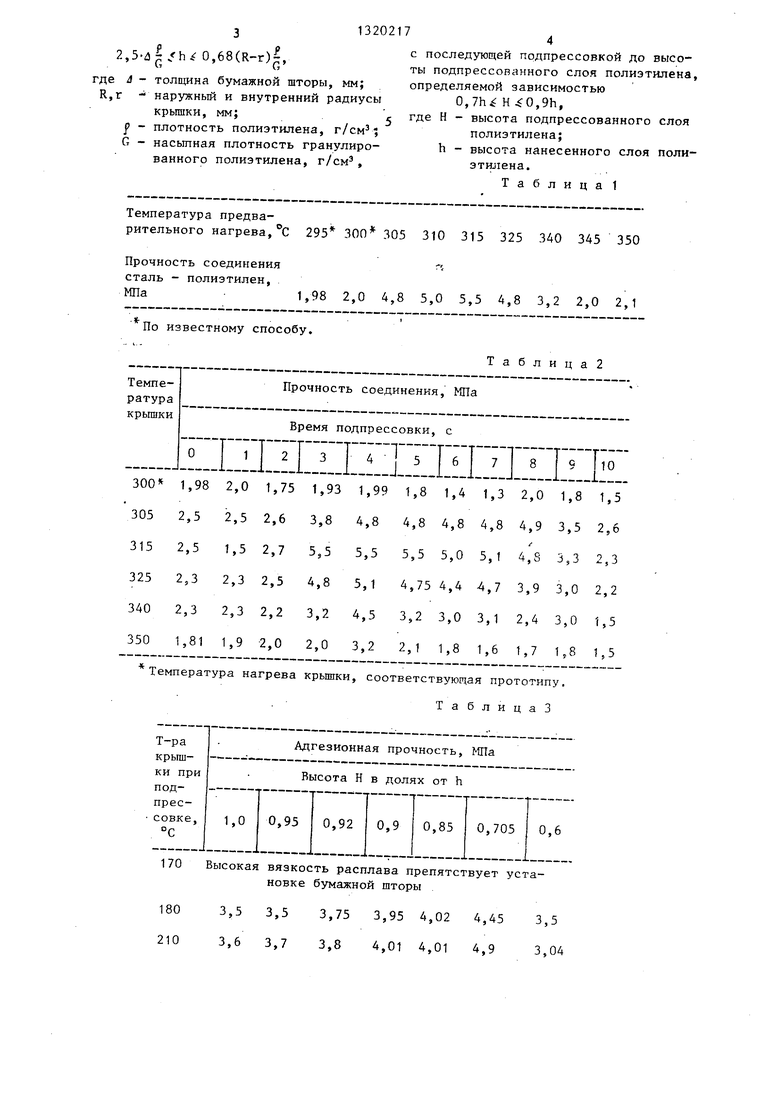
Адгезионная прочность соединения сталь - полиэтилен в зависимости от температуры предварительного нагрева крышки представлена в табл.1.
Оптимальное время нагрева стальной крыгаки в течение 1-3 мин при 305-340 0 определяют по исчезновению следов органики на поверхности крыш- ки. При термообработке крьшки менее 1 мин на поверхности изделия наблюдаются остаточные следы деструктированных органических соединений (ос
и 5
3202172
татки СОЖ, масляные пятна и т.д.).
Нагрев подложки свьше 3 мин нецелесообразен, так как уже после 3 мин ; термообработки при вьшеуказанной температуре на поверхности изделия создается окисная пленка, не содержащая следов органических соединений.
Зависимость прочности соединения стальная подложка - полиэтилен от времени подпрессовки и температуры кры- шки приведена в табл.2.
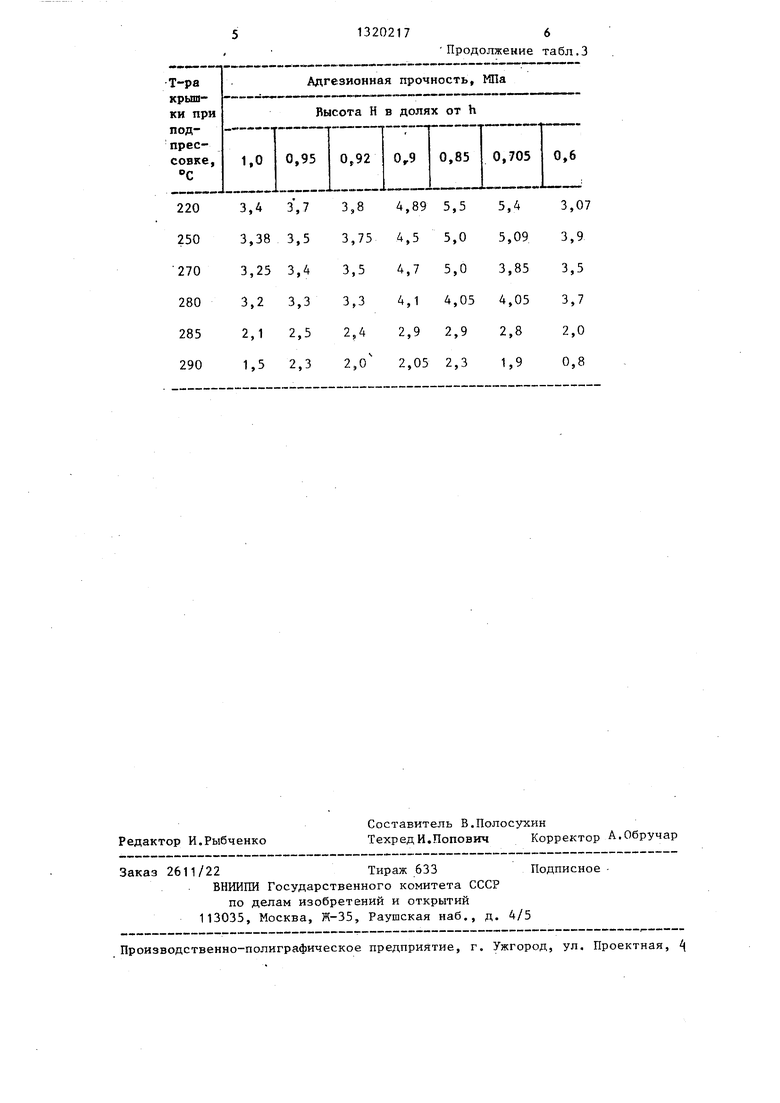
Влияние высоты подпрессованного слоя Н на адгезионную прочность соединения металлическая крьшгка - полиэтилен после подпрессовки в течение 3 с и нагрева крьпики до приведено в табл.3. I
Из представленных таблиц видно, что термообработка крьшки перед нанесением на нее полиэтилена при 305- в течение 1-3 мин позволяет избавиться-от следов органики, получить на поверхности крышки окисную пленку, улучшающую адгезию полиэтилена к металлической подложке, и в сочетании с другими технологическими приемами, такими как охлаждение крьтки до 180- 280 С, нанесение на ее поверхность навески гранулированного полиэтилена, рассчитанной исходя из геометрических размеров крьшки, насыпного веса, плотности материала и последующая под- прессовка нанесенного слоя полиэтилена в течение 3-8 с, добиться высокого качества адгезионного соединения, т.е. повысить его адгезионную прочность.
Формула изобретения
Способ соединения бумажной шторы с металлической крышкой путем предварительной подготовки поверхности крышки, нанесения на нее полиэтилена с индексом расплава 5-40, термообработки его, введения в расплав полиэтилена бумажной шторы и последующего охлаждения со скоростью 5-7 С/с, отличающийся тем, что, с целью повьшзения адгезионной прочности соединения, крьшку перед нанесением полиэтилена нагревают 1-3 мин до 305- , затем охлаждают до 180-280 С, полиэтилен наносят высотой слоя 1, определяемой зависимостью
2,5-4 h.O,68(R-r),
ЬVJ
где & - толщина бумажной шторы, мм; R,r - наружный и внутренний радиусы
крышки, мм;
р - плотность полиэтилена, г/см G - насьшная плотность гранулированного полиэтилена, г/см,
Температура предварительного нагрева, °С 310 315 325 340 345 350
Прочность соединения
сталь - полиэтилен,
Ша 1,98 2,0 4,8 5,0 5,5 4,8 3,2 2,0 2,1
По известному способу.
Т а б л и ц а 2
Темпе-Прочность соединения, МПа
ратура
крышки
Время подпрессовки, с
inZLILinZIlTLIlIIIL L i
300 1,98 2,0 1,75 1,93 1,99 1,8 1,4 1,3 2,0 1,81,5
305 2,5 2,5 2,6 3,8 4,8 4,8 4,8 4,8 4,9 3,52,6
315 2,5 1,5 2,7 5,5 5,5 5,5 5,0 5,1 4,8 3,32,3
325 2,3 2,3 2,5 4,8 5,1 4,75 4,4 4,7 3,9 3,02,2
340 2,3 2,3 2,2 3,2 4,5 3,2 3,0 3,1 2,4 3,01,5
350 1,81 1,9 -2,0 2,0 3,2 2,1 1,8 1,6 1,7 1,81,5 Температура нагрева крьштки, соответствующая прототипу,
ТаблицаЗ
.,пг-ТЯ, ..J. , - „L - г. -
Т-ра Адгезионная прочность, МПа
крыш- - -
ки при Высота Н в долях от h
под-JJ--,ру.-
прес совке, 1,0 0,95 0,92 0,9 0,85 0,705 0,6 °С
170 Высокая вязкость расплава препятствует установке бумажной шторы
180 3,5 3,5 3,75 3,95 4,02 4,45 3,5 210 3,6 3,7 3,8 4,01 4,01 4,9 3,04
с последующей подпрессовкой до высоты подпрессоваиного слоя полиэтилена, определяемой зависимостью
0,7h Н 0,9h, где Н - высота подпрессованного слоя
полиэтилена;
h - высота нанесенного слоя полиэтилена.
Таблица 1
3.43,7 3,383,5 3,253,4 3,23,3 2,12,5
1.52,3
Редактор И.Рыбченко
Заказ 2611/22Тираж 633Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная,
Продолжение табл.3
4,895,5
4,55,0
4,75,0
4,14,05
2,92,9
2,052,3
5,4
5,09
3,85
4,05
2,8
1,9
3,07
3,9
3,5
3,7
2,0
0,8
Составитель В.Полосухин
Техред И.Попович Корректор А.Обручар
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения бумажной шторы с металлическими крышками | 1980 |
|
SU887613A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ | 2000 |
|
RU2171149C1 |
| СПОСОБ ВЗРЫВНОГО НАНЕСЕНИЯ ПОКРЫТИЯ ИЗ ПОРОШКООБРАЗНОГО МАТЕРИАЛА | 2011 |
|
RU2471591C2 |
| Способ изготовления комбинированныхиздЕлий из пОРОшКА | 1979 |
|
SU808203A1 |
| Способ крепления полиамида к металлу | 1983 |
|
SU1147598A1 |
| Способ резьбового соединения стальных деталей | 1986 |
|
SU1352144A1 |
| СПОСОБ КОМПЛЕКСНОЙ ЗАЩИТЫ ОТ КОРРОЗИИ ПРОТЯЖЕННЫХ СТАЛЬНЫХ ТРУБОПРОВОДОВ (ВАРИАНТЫ) | 2005 |
|
RU2296817C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ ИЗ ПОРОШКООБРАЗНОГО ФТОРОПЛАСТА-4 НА ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ ИЗДЕЛИЯ | 2009 |
|
RU2413594C1 |
| Обратноотражающий листовой материал и способ его получения | 1983 |
|
SU1768031A3 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ ИЗ ПОРОШКООБРАЗНОГО ФТОРОПЛАСТА-4 НА ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКОГО СТАЛЬНОГО ИЗДЕЛИЯ | 2014 |
|
RU2585910C1 |
Изобретение относится к способу соединения бумажной шторы с металлической крьшкой с помощьтр полиэтилена при производстве бумажных фильтров для очистки воздуха в авто-, тракторостроении. Изобретение позволяет повысить адгезионную прочность соединения за счет соединения бумажной шторы с металлической крьшкой путём предварительного нагрева металлической крышки 1-3 мин до 305-340 С, охлаждения до 180-280 С, нанесения слоя полиэтилена с индексом расплава 5-40 высотой h, определяемой зависимостью 2, 0,68(R-r), ii где л - толщина бумажной шторы; R и г наружный и внутренний радиусы крьш1ки, мм; р - плотность полиэтилена, г/см ; G -г насьшная плотность полиэтилена, г/см . с последующей подпрессовкой 3-8 с до высоты подпрессованного слоя полиэтилена, определяемой зависимостью 0,,9h, где Н - высота под- прессованного слоя полиэтиленаi введения в расплав полиэтилена бумажной шторы и охлаждения со скоростью 5- 7 с/с. 1 ил. 3 табл. 1 / (Л оо ю о lN5 g Ф2г ф2К
| Способ соединения бумажной шторы с металлическими крышками | 1980 |
|
SU887613A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
