Известные толкатели к магазинным автоматам для обработки ociarков, например отходов пругков, не обеспечивают возможностп обработки коротких остатков вследствие возможности их перекоса в момент подачи. Кроме этого, сигнализация этих толкателей об израсходованим остатка не обладает достаточной точностью и четкостью работы.
Предлагаемый толкатель снабжен насадкой с вмонтированным в нее подвижным гидравлическим плунжером с упорным штоком. Упорным шток взаимодействует с торцом зажимной гайки, навернутой на насадку, и торцом остатка для поддержки при его подаче выталкивателем и шпинделя автомата.
Подвижной гидравлический плунжер выпо.1нен с выточкой д.чя захода в нее подпружиненного шарика, встроенного в насадку, выключаюHiero микропереключатель на время зажима остатка. Такое устройств) обеспечивает возможность качественной обработки коротких остатков и повышения точности сигнализации об израсходовании остатка или его отскока при подаче выталкивателем.
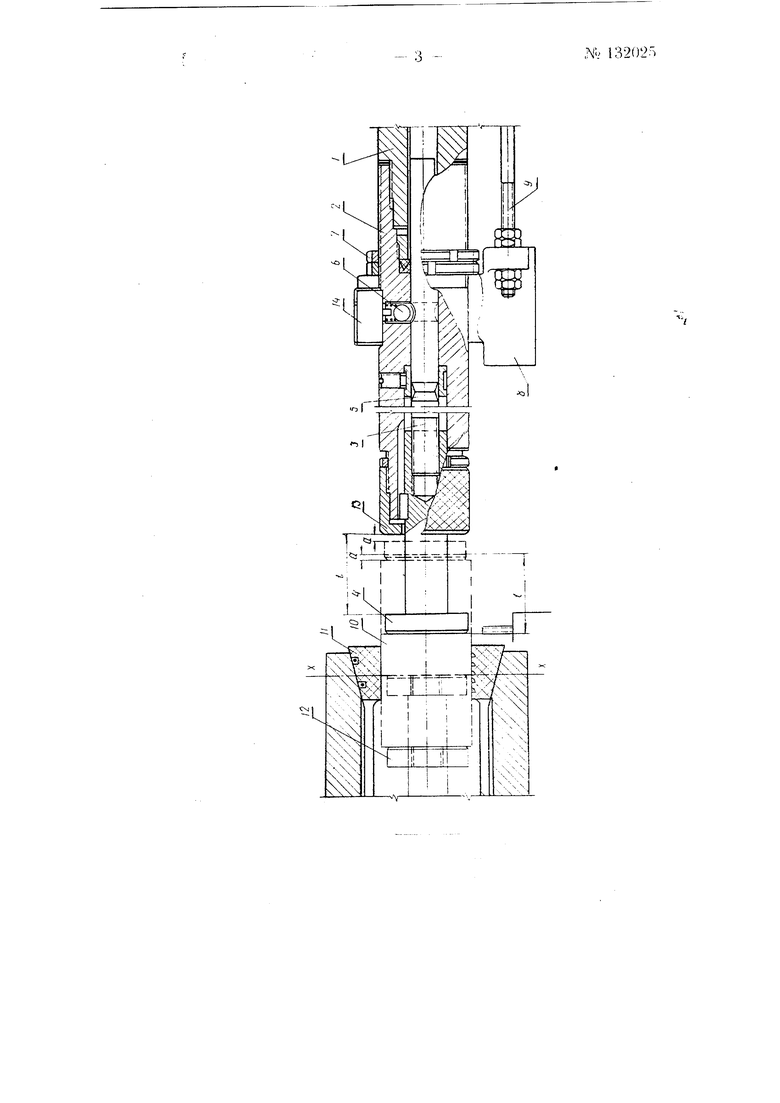
На чертеже схематически изображен описываемый толкатель.
Толкатель У снабжен насадкой 2 с вмонтированным в нее подвижным гидравлическим плунжером. 3, соединенным на резьбе с упорным штоком 4. Плунжер 3 выполнен с выточкой 5 для захода в нее подпружиненного шарика 6.
После отрезки очередной обработанной детали толкатель / с наса.чкой 2 выдвигается до упора гайки 7 в торец скользящей державки S. фиксируемой тягами 9. Упорный шток 4 плунжером 3 выдвигается до соприкосновения с торцом остатка прутка fo. В это время происходит разжим цанги //. и выталкивате.ль 12, преодолевая меньшее усилпо, действующее на упорный шток 4. п(.,о11зводит подачу остатка прутка /:.
№ 132025-- 2 зажатого между торцами выталкивателя 12 и упорного -/ на : : данную величину /. При этом другой торец упорного штока 4 достиг нет унора в гайку 13 а плунжер 3 вместе с упорным штоком 4 иеремес тится так, что шарик 5:опустится в выточку 5 и микропереключатель 14 будет выключен на период зажима. Произойдет зажим остатка прутка SO, исключающий возможность его перекоса.
Выталкиватель 12 может выдвигаться только до линии л-л-. В случае, когда длина остатка прутка 10 меньше заданной величины / иа величину а или произойдет отскок остатка от торца упорного штока 4 на величину о, выточка 5 в плунжере 3 также не дойдет до заданною поло жения на величину а. Шарик 6 не опустится в выточку 5 и не выключит микропе,)еключатель 14. Это будет сигналом для перезарядки.
П р е д м е т и з о б р е т е и и я
1.Толкатель к магазинному автолипу, предназначенному для обработки остатков, например отходов прутков, отличающийся тем. что, с целью обеспечения возможности обработки коротких остатков и ;;овышения ее качества, толкатель снабжен насадкой с вмонтированным в нее подвижным гидрав.шческим 1глунжером с упорным штокс М, взаимодействующим с торцом зажимной гайки, навернутой на насадку, и торцом остатка для поддержки при его подаче выталкивателем из шпинделя автомата.
2.Толкатель по ti. i, от л и ч а юut и и ся тем, что, с целью повыш.ния точности сигнализации об израсходовании остатка или его отскоке при подаче выталкивателем, подвижной гидравлический .члупжер выполнен с выточкой для за.хода в нее подпружиненного шарика, встроенного в насадку, выключаюпи.то микропереключатель на время зажим-: остатка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Магазинный автомат | 1959 |
|
SU129450A1 |
| Гидравлический механизм подачи прутковых заготовок в автоматах | 1960 |
|
SU132028A1 |
| УСТРОЙСТВО для ПОДАЧИ ПРУТКОВ в ТОКАРНЫЙ АВТОМАТ | 1970 |
|
SU284572A1 |
| КЛАПАН-ОТСЕКАТЕЛЬ ПОГРУЖНОЙ УСТАНОВКИ ЭЛЕКТРОЦЕНТРОБЕЖНОГО НАСОСА | 2020 |
|
RU2738920C1 |
| Устройство для электродуговой приварки стержней | 1981 |
|
SU959946A1 |
| Устройство для обработки концевых отходов | 1984 |
|
SU1201060A1 |
| Многопозиционный холодновысадочный автомат | 1977 |
|
SU733834A1 |
| Механизм подачи пруткового материала | 1973 |
|
SU524607A1 |
| Устройство для подачи проволоки в зону обработки | 1984 |
|
SU1348041A1 |
| ПРЕСС ГИДРАВЛИЧЕСКИЙ | 1971 |
|
SU308884A1 |