(54) УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ ПРИВАРКИ СТЕРЖНЕЙ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для приварки шипов | 1978 |
|
SU701748A2 |
| Устройство для приварки шипов в среде защитного газа | 1976 |
|
SU616084A1 |
| Устройство для сборки набора с обшивкой корпуса судна | 1978 |
|
SU753707A1 |
| Установка для приварки шипов | 1973 |
|
SU538850A1 |
| Устройство для подачи деталей | 1985 |
|
SU1299739A1 |
| Устройство для дуговой сварки стержня с пластиной | 1990 |
|
SU1738536A1 |
| РУЧНОЙ МНОГОЗАРЯДНЫЙ ГРАНАТОМЕТ | 2013 |
|
RU2526728C1 |
| Устройство для сварки закладных деталей | 1978 |
|
SU863273A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ ПРИВАРКИ ТРУБ К ТРУБНЫМ ДОСКАМ | 1966 |
|
SU216869A1 |
| УСТРОЙСТВО для ПРИВАРКИ ШПИЛЕК | 1972 |
|
SU340491A1 |

Изобретение к сварочному обо рудованию и предназначено для электродуговой приварки стержней в среде защитного газа к плоским, выпуклым или вогнутым поверхностям, и может быть использовано в различных отраслях машиностроения,.в част кости на монтаже трубопроводов, котлов, турбин и т.д. с последующей термоизоляцией. Известно устройство для дуговой приварки стержней в среде защитного газа, содержащее подвижный подпружиненный щток с цангой для крепления электрода и механизм подъема и опускания стержня с рычагом, обеспечивающим возможность приварки стержней разной длины 1. Недостаткем этого устройства является его невысокая производительность ввиду отсутствия автоматизации загрузки стержней. Известно также устройство для приварки коротких стержней, содержащее корпус, направляющий трубопровод с толкателем для подачи привариваемого стержня и досылателем, а также сменный магазин в составе трех секций с подпружиненными вы талкивателями и рукоятки для удержания устройства 2. Недостатком этого устройства является ограниченность длин и диаметров привариваемых стержней, так как устройство обеспечивает работу только со стержнями определенной длины и диаметра. Размеры корпуса, ход толкателя, длина направляющего канала секции магазина выполнены только на одну длину щпилек, а размеры поперечных сечений соответствуют только одному диаметру стержня. При использовании стержней меньшего диаметра не исключается захват и подача двух стержней одновременно, что приводит к заклиниванию последних. Однако, например, при монтаже теплоизоляции на котлах, паровых турбинах, химических аппаратах, трубопроводах различных диаметров требуется приварка стержней диаметрами от 4 до 6,5 мм и,длиной до 100, 120 и 150мм на которые после приварки навешивают утеплительные маты,а затем концы загибают. На стержни меньшей длины - первый слой матов, на остальные - второй. Приварку таких стержней невозможно осуществить устройством одного типоразмера.
Целью изобретения является расширение диапазона длин и диаметрбв приваривавмых стержней.
Поставленная цель достигается тем, что устройство для электродуговой приварки стержней в среде защитного газа, содержащее корпус, в котором установлен направляющий трубопровод с размещенным в нем толкателем для подачи привариваемого стержня, установленный на корпусе сменный магазин для стержней, ствол для установки стержня в положении сварки и закрепленную на корпусе рукоятку для удержания устройства, снабжено размещенной в направляющем, трубопроводе зубчатой планкой, толкатель снабжен шарнирно .прикрепленным к нему захватом для подачи стержней в ствол, установленным с возможностью взаимодействия с зубцами планки и подпружиненным штоком для управления захватом, при этом направляющий трубопровод выполнен с двумя сообщающимися прорезью каналами, один из которых предназначен для приема стержня из магазина и открыт в его сторону, а в другом размещены с возможностью возвратно-поступательного перемещения толкатель, снабженный шарнирно прикрепленным к нему захватом для стержней, подпружиненный шток для управления захватом и неподвижная зубчатая планка для стопорения захвата по длине стержня.
Такое исполнение устройства позволяет изготовить его для достаточно широкого диапазона диаметров стержней, приняв максимальные сечения проходных отверстий по максимальному диаметру, а длину магазина - по максимальной длине привариваемых стержней.
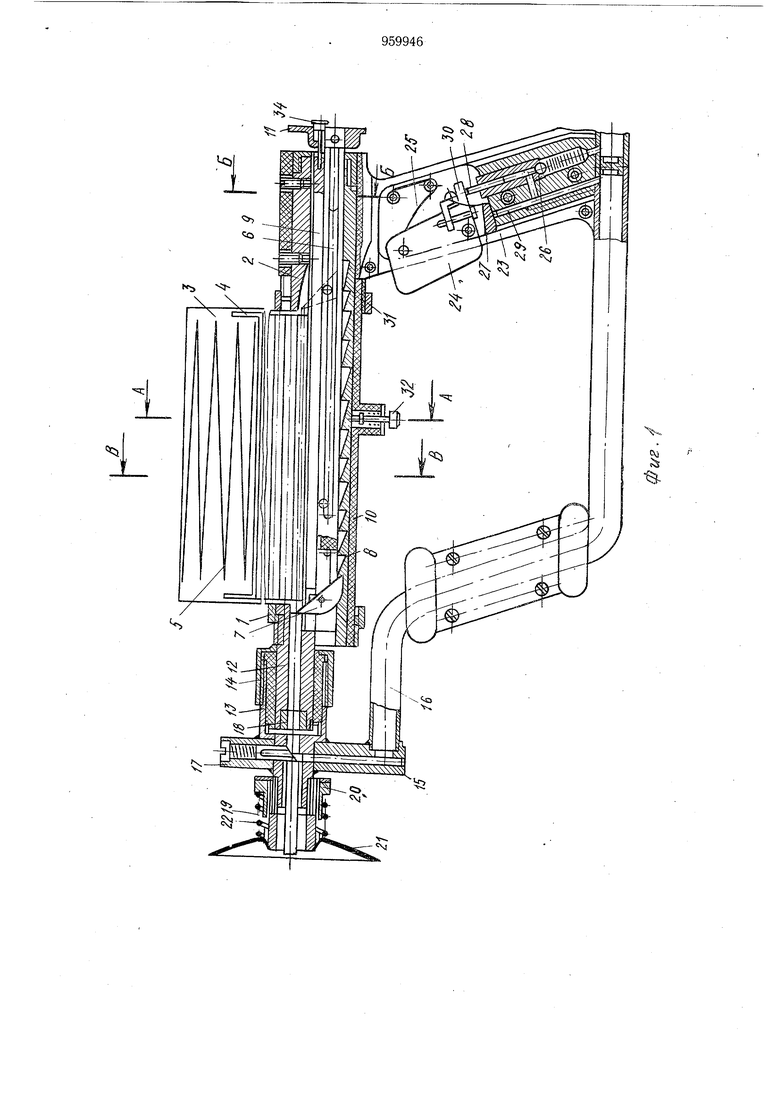
На фиг. 1 изображено устройство, разрез; на фиг. 2 - разрез на фиг. 1; на фиг. 3 -: разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1.
В корпусе 1, изготовленном из электроизоляционного материала, закрепЛен направляющий трубопровод 2 с двумя каналами а и б, сообщающимися между собой узкой прорезью. Над каналом а в корпусе установлен магазин 3 со стержнями, подпру. жиненными выталкивателями 4, с пружинами 5. Один из стержней всегда находится в канале а. В другом канале б трубопровода размещен с возможностью возвратно-поступательного перемещения толкатель б, снабжённый щарнирно прикрепленным к переднему его торцу захватом 7 для стержней, поджатым пластинчатой пружиной 8 и подпружиненным штоком 9 для управления захватом. В канале б неподвижно закреплена планка 10 с зубчатыми вырезами для стопорения захвата 7. На другом конце толкателя 6 закреплена ручка 11, к которой крепится конец штока 9. К переднему торцу направляющего трубопровода 2 прикреплены ствол 12, отверстие которого находится по оси первого канала а.
С помощью втулки 13 и гайки 14 к стволу 12 подсоединена коробка 15 токогазоподвода с подводящей трубой 16 и подпружиненным держателем стержней 17. На торце ствола 12 закреплена резиновая втул. ка 8, предотвращая выход защитного газа в сторону магазина 3. К коробке 15 подсоединена втулка 19, на которой установлен ограничитель 20 хода колпака 21, установленного подвижно на втулке 19 отжимаемого пружиной 22. Колпак 21 ограничивает улетучивание защитного газа при сварке, а ограничитель 20 с пружиной 22 обеспечивает подачу стержня на определенную глубину в сварочную ванну изделия , после оплавления места сварки. На задней части
направляющего трубопровода 2 прикреплена рукоятка 23, в которой размещены -курок 24, отжимаемый пружиной 25, клапан 26 для управления подачей -защитного газа, неподвижный электрический .контакт 26 для управления подачей защитного газа, неподвижный электрический контакт 27, подвижный электрический контакт 28, привод 29 и лапка 30 управления клапаном 26, выполненная за одно целое с курком. С двух сторон корпуса 1 установлены две гайки 31 для
5 крепления магазина 3, а в нижней его части находится подпружиненный фиксатор 32, устанавливающий каждую секцию магазина 3 напротив канала а направляющего трубопровода 2 с помощью углублений 33. Устройство работает следующим обрай ЗОМ.
Задают привариваемый стержень в ствол 12. Для этого нажимают на щток 9 через кнопку 34. Захват 7 проворачивается в щар вире, и нижняя часть его выходит из прорези планки 10, преодолев силу пружины 8. ,
5 За ручку 11 выдвигают толкатель 6 вместе с захватом 7 и штоком 9 в крайнее заднее положение. При этом захват 7 перемещается под стержнем, опустившемся из магазина 3 в канал а. Отпускают кнопку 34, при
„ этом захват 7 под действием пружины 8 фиксируется в вертикальном положении. При подаче толкателя 6 вперед верхний конец захвата 7 упирается в торец стержня и продвигает его по. каналу о в ствол 12, в положение для приварки.
5 Приварку стержня осуществляют в следующей последовательности. Устройство подводят к изделию, слегка прижав к нему колпаком 21. Стержень, прижатый держателем 17 и подпирае.мый захватом 7, отстоит от изделия на расстоянии, необходимом для
° зажигания сварочной дуги. Нажатием на курок 24 производят подачу защитного газа и включают цепь сварочного тока. Прижимают устройство к изделию, преодолевая сопротивление пружины 22, до соприкоснове5 ния стержня с изделием, затем отводят устройство до первоначального положения. В момент соприкосновения стержня с изделием возникает замкнутая цепь сварочного тока, a при отведенном стержне на величину междугового расстояния загорается сварочная дуга, которая оплавляет стержень и место приварки. По истечению 2-3 с устройством прижимают привариваемый стержень к изделию, преодолев силу сжатия пружины 22, и отпускают курок. При этом размыкается цепь сварочного тока и прекращается подача защитного газа, а стержень, находясь в сварочной ванне изделия, приваривается к нему. Все устройство стягивается с приваренного стержня. Подачу очередного стержня осуществляют способом, аналогичным подаче первого стержня, так как нажимают кнопку 34, выводят захват 7 из зацепления с зубчатым вырезом планки 10, и с помощью ручки И отводят в крайнее заднее положение толкатель 6 с захватом 7 и штоком 9. Отпускают кнопку 34 и досылают ручку 11 вперед, при этом захват 7 досылает очередной стержень в ствол 12. Описанным способом производят приварку стержней максимальной длины, так как конструкция устройства выполнена таким образом, что стопорение стержня максимальной длины производится в первом зубчатом вырезе планки 10 со стороны ствола 12. При использовании более коротких стержней после первоначальной заправки одного стержня сварку не производят, а заправляют следующий стержень. При этом стопорение захвата 7 происходит в последующих зубчатых вырезах планки 10, соответствующих стопорению двух стержней по длине. Только после этого приваривают первый по ходу подачи стержень. В дальнейщем процесс повторяется так же, как и при использовании стержней максимальной длины. С использованием всех стержней в одной из секций магазина оттягивают фиксатор 32 и, повернув корпус 1 вместе с магазином 3 направляющего трубопровода 2 до совпадения наполненной секции с каналом а, отпускают фиксатор, который с помощью углубления 33 фиксирует корпус относительно направляющей 2. Стержни подаются в канал а выталкивателем 4. После срабатывания всех секций магазина отворачивают две гайки 33 и заменяют -магазин. I Переход на работу со стержнями другого диаметра и длины не требует дополнительных затрат времени на переделку устройства и заключается в замене магазина, так как диаметр канала а определяется максимальным диаметром стержней, а захват 7 подобран таким образом, чтобы при больщих диаметрах стержней упорная часть его соприкасалась с торцом стержня с минимально допустимым перекрытием стержня, а при малых диаметрах - с максимальным перекрытием торца стержня. Такая конструкция обеспечивает приварку щпилек в .щироком диапазоне диаметров и длин. Технико-экономические показатели от внедрения предлагаемой конструкции заключаются в универсальности устройства, сокращении расходов на изготовление устройств нескольких типоразмеров. Так, например, для приварки стержней диаметрами 4-6 мм и длиной 75, 100, 125, 150, 175 и 20q мм потребовалось бы 18 известных устройств. Их заменяет одно предлагаемое устройство. Изготовленный опытный образец обеспечивает приварку стержней в диапазоне по диаметру от 4 до 6,5 мм, по длине от 75 до 200 мм. Устройство для приварки стержней в процессе производственных испытаний зарекомендовало себя как универсальное, надежное и удобное в работе приспособление. Формула изобретения Устройство для электродуговой приварки стержней в среде защитного газа, содержащее корпус, в котором установлен направляющий трубопровод с размещенным в нем толкателем для подачи привариваемого стержня, установленный на корпусе сменный магазин для. стержней, ствол для установки стержня в положении сварки и закрепленную на корпусе рукоятку для удержания устройства, отличающееся тем, что, с целью расщирения диапазона длин и диаметров привариваемых стержней, оно снабжено размещенной в направляющем трубопроводе зубчатой планкой, толкатель снабжен шарнирно прикрепленным к нему захватом для подачи стержня в ствол, установленным с возможностью взаимодействия с зубцами планки, и подпружиненным штоком для управления захватом, при этом направляющий трубопровод выполнен с двумя сообщающимися прорезью каналами один из ко1торых расположен со стороны магазина и открыт . в сторону магазина а толкатель, шток и планка размещены в другом канале. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 350611, кл. В 23 К 9/20, 09.11.70. 2.Авторское свидетельство СССР № 340491, кл. В 23 К 9/20, 18.04.69 (прототип) .
V,
%
БВ
