Известные устройства для автоматической подналадки резца и его отвода от обрабатываемой поверхности, состоящие из упругодеформируемой оправки и автоматики действующего нажимного устройства, не обеспечивают малые радиальные перемещения резца.
Описываемая конструкция обеспечивает малые радиальные перемещения резца при помощи осуществления односторонней упругой деформации тела оправки.
Это достигается тем, что:
тело оправки имеет эксцентричную внутреннюю полость, заполненную гидропластом, к которому приложено осевое усилие нажимного силового механизма и
оправка закреплена на упругом тонкостенном фланце с неравномерной толщиной.
В качестве привода нажимного устройства может быть применен магнитострикционный механизм.
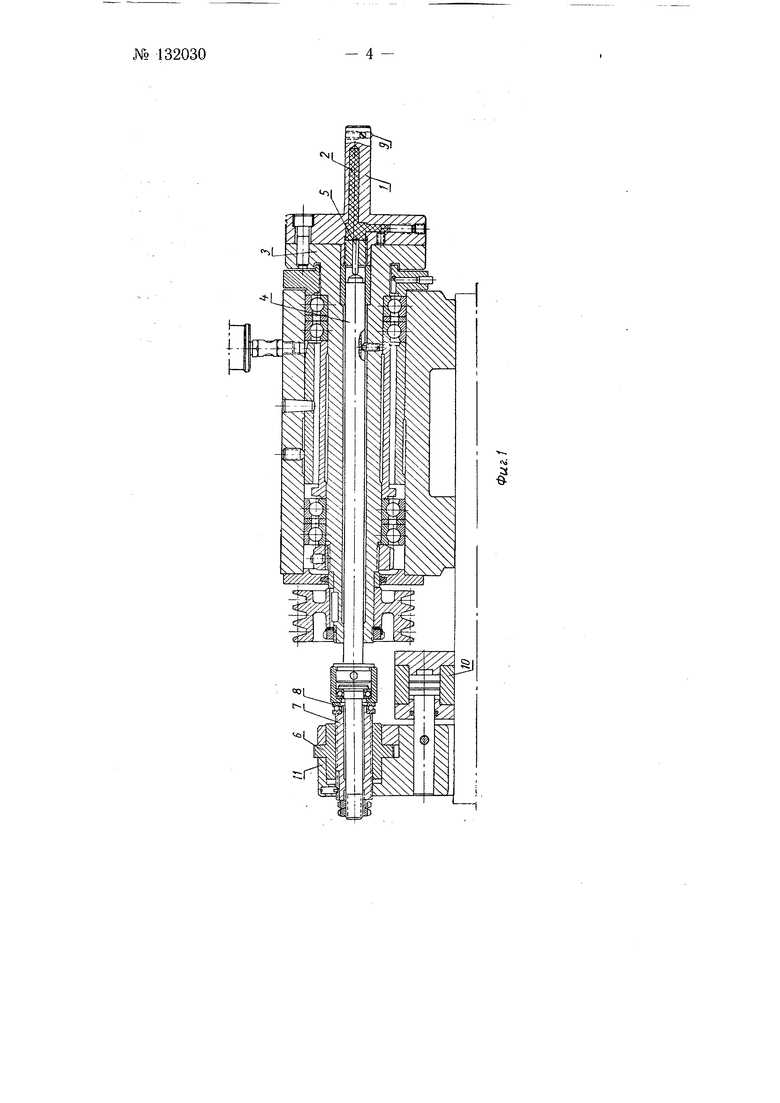
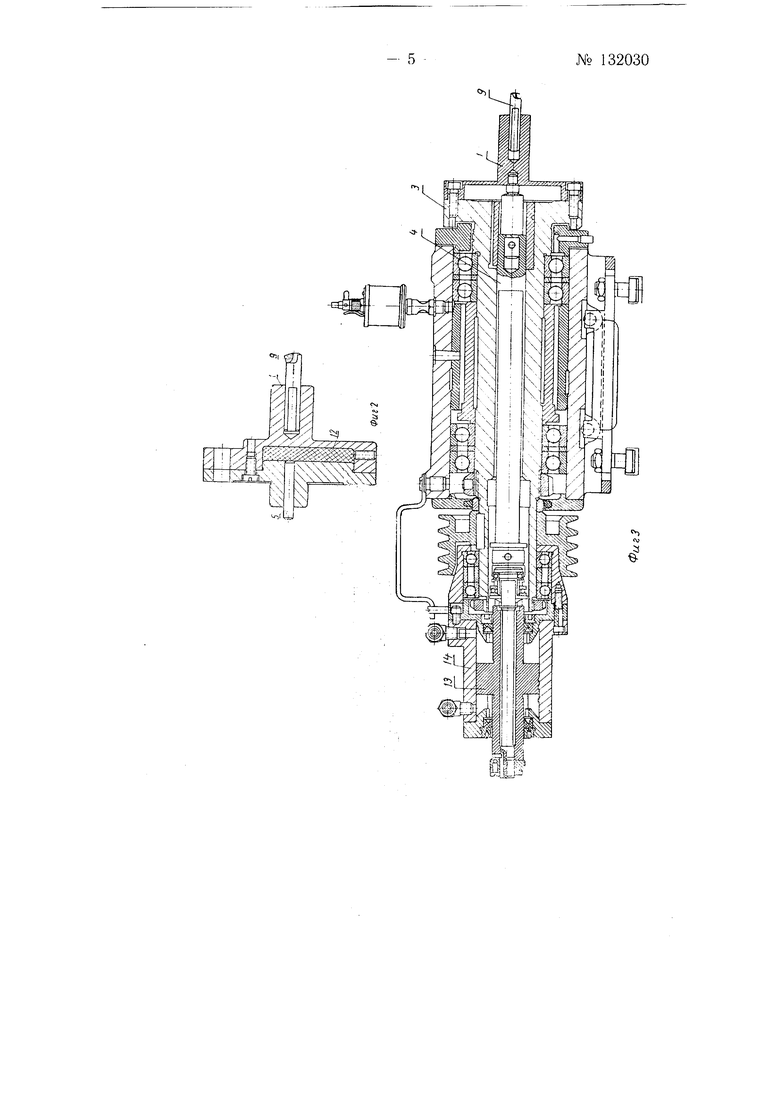
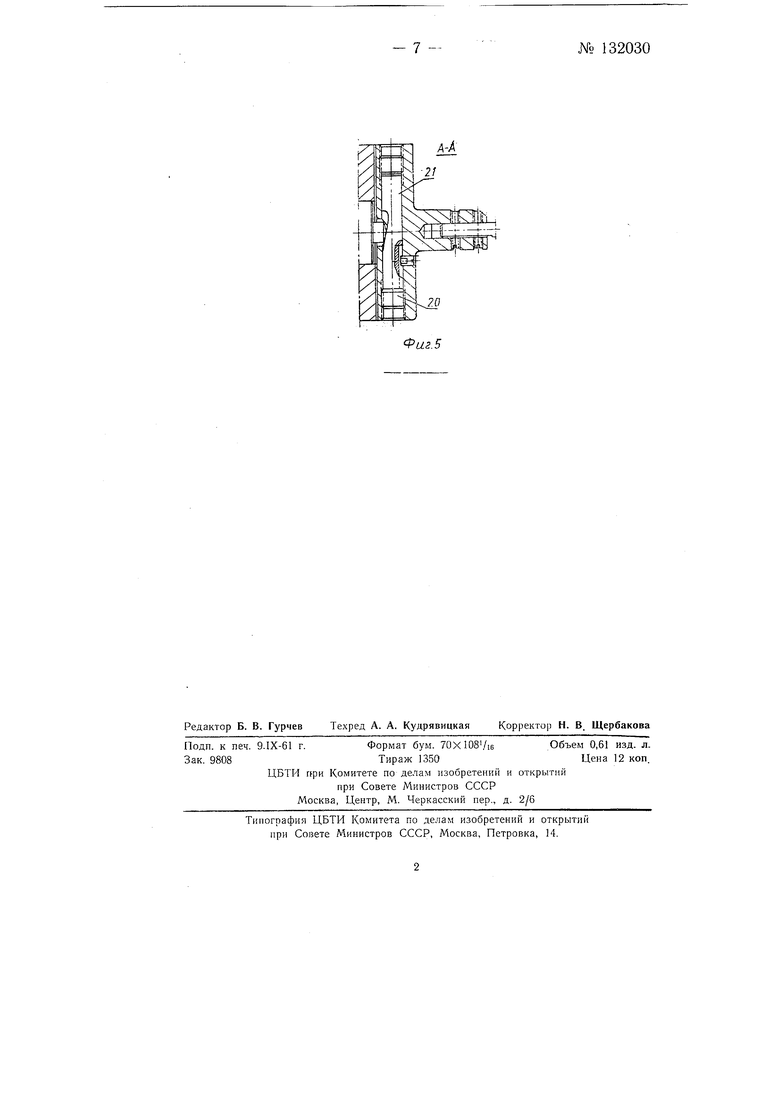
На фиг. I схематически изображено описываемое устройство, выполненное по первому варианту, для расточки отверстий диаметром от 25 мм и больще; на фиг. 2 изображено устройство, выполненное по тому же варианту для расточки отверстий диаметром менее 25 мм; на фиг. 3 изображено устройство, выполненное по второму варианту; на фиг. 4 изображено устройство, выполненное по третьему варианту ; на фиг. 5 изображен разрез по А-А на фиг. 4.
Устройство, выполненное по первому варианту, для расточки отверстий диаметром от 25 мм и больще (фиг. 1) представляет собой оправку 1 с эксцентрично просверленным отверстием 2, заполненным гидропластом. Оправка / жестко крепится к шпинделю 3, внутри которого
,№ 132030- 2 проходит тяга 4, передающая через толкатель 5 осевое усилие нажимного силового механизма. Силовой механизм представляет собой храповик 6, который через винт 7 и упорный подшипник 8 сообщает тяге 4 осевое перемещение, создающее осевое усилие нажима через толкатель 5 на гидропласт, заполняющий отверстие 2 оправки 1. При этом происходит односторонняя упругая деформация тела оправки / как за счет возникновения изгибающего момента, так и за счет разностенности оправки в диаметральной плоскости параллельной оси резца 9. закрепленного на оправке обычным способом.
В зависимости от величины односторонней упругой деформации тела оправки /, зависящей от величины осевого перемещения тяги 4, реаец. 9 будет совершать соответствующие точные и малые радиальные перемещения внутри растачиваемого отверстия без остановки шпинделя. Отвод резца от обрабатываемой поверхности осуществляется гидроцилиндром 10, корпус 11 которого установлен на направляющих и перемещается по жестким упорам. При расточке малых отверстий (фиг. 2) применяется оправка / с эксцентрично расточенной полостью /2 заполненной гидропластом. Оправка / в да,нном случае представляет собой мембрану, ось которой не совпадает с осью оправки. При данном эксцентрицитете величина подналадки (то есть деформации мембраны) будет прямо пропорциональной осевому усилию нажимного механизма.
Оправка 1 устройства, выполненного по второму варианту (фиг. 3), представляет собой переменной толщины мембрану, в которой крепится обычным способом резец 9, жестко закрепленную к торцу шпинделя 3. Давление на мембрану передается от поршня 13 через гидроцилиндр 14, упорный подшипник и тягу 4, что создает одностороннюю упругую деформацию тела оправки и радиальное перемешение резца Изменением давления в левой полости гидроцилиндра 14 можно получить различную деформацию оправки У и различное соответствующее радиальное перемещение резца 9.
Оправка 1 устройства, выполненного по третьему варианту (фиг. 4), своим выступом входит в паз фланца шпинделя 3 и крепится к нему винтами 15. В качестве привода нажимного устройства применен магнитострикционный механизм. Он представляет собой ферромагнитный стержень 16, набранный из никелевых пластин и скрепленных латунными винтами 17. В пазах, образованных между никелевыми пластинами стержня 16, размещена обмотка 18, подвод тока к которой осуществляется через щетки 19. При пропускании через обмотку 18 тока образуется магнитное поле, в котором стержень 16 сокращается по длине. Максимальное уменьшение длины стержня М при токе насыщения составит 4 ж/с на 100 мм длины стержня 16.
Предварительная установка резца 9 произволитск винтом 20 (фиг. 5), перемещающим сухарь 21 с клиновым скосо.м. При этом оправка /, упираясь в правый торец никелиевого стержня 16, левый конецкоторого жестко соединен со шпинделем 5 нри помощи штифта 22 (фиг; 4), будет отжиматься от торца шпинделя 3. Величи.на предварительной односторонней деформации тела оправки / должна во много раз превышать наибольшую величину ее деформации от магнитострикционного эффекта.
Определенному значению силы тока в обмотке 18 соответствует строго определенная величина магнитострикционного изменения длины никелиевого стержня 16, а следовательно, и определенная величина из.менения положения резца 9 относительно предварительно установленного. Изменяя в определенной заданной последовательности силу тока, можно получить соответствующую заданную форму обрабатываемого-отверстия (Конус, гиперболоид, параболоид и т. д.). Это устройство может быть использовано также и для отвода резца в конце каждого цикла обработки безрисочного отверстия.
Предмет изобретения
1.Устройство для автоматической подналадки резца и его отвода от обработанной поверхности, состоящее из упругодеформируемой оправки и автоматически действующего нажимного устройства, отл,ичающееся тем, что, с целью осуществления односторонней упругой деформации тела .оправки, обеспечивающей малые радиальные перемещения резца, в теле оправки выполнена эксцентричн«« внутренняя полоспь, заполненная гидропластом, к которому приложено ,4 Яилие нажимного силового механизма.
2.Устройство -по п. 1, отличающееся тем. что для обеспечении односторонней деформации тела онравки, оправка закреплена на упру-гом тонкостенном фланце с неравномерной толщиной.
3.Устройство по п. 1, отличающееся тем, что в качестве привода нажимного устройства применен магнитострикционный механизм.
-3-№ ia2030
о,.
)
h «
Л-/
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для силового программного управления металлорежущими станками | 1961 |
|
SU139899A1 |
| МЕХАНИЗМ ПОДНАЛАДКИ РЕЗЦА | 1969 |
|
SU247749A1 |
| Устройство для автоматического управления циклом ступенчатой подачи на станках для глубокого сверления | 1959 |
|
SU124275A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ПОДНАЛАДКИРЕЗЦА И ЕГО ОТВОДА ОТ ОБРАБОТАННОЙПОВЕРХНОСТИ | 1972 |
|
SU435899A1 |
| Устройство для программного управления металлорежущими станками | 1961 |
|
SU146630A1 |
| ПЙТЕНТНО-ТЕлШЮМ^ | 1972 |
|
SU343776A1 |
| СПОСОБ ПОДНАЛАДКИ РАСТОЧНОГО РЕЗЦА | 1970 |
|
SU278346A1 |
| МЕХАНИЗМ АВТОПОДНАЛАДКИ РЕЗЦА | 1971 |
|
SU312737A1 |
| О..УЙ..Г. .b IОдесское специальное конструкторское бюро специальных .^сайковI, | 1971 |
|
SU290793A1 |
| Поворотный стол с индуктивной измерительной системой | 1961 |
|
SU147887A1 |