В основном авт. св. № 181949 описано устройство для автоматической подналадки резца, у которого плунжерная полость оправки имеет вторую диаметрально расположенную полость, заполненную гидропластом.
Предложенное устройство является усовершенствованным по сравнению с известным из основного авт. св. № 181949 и отличается тем, что в диаметральной полости установлен плунжер, связанный с механизмом отвода резца. Это обеспечивает повышение точности возврата резца в исходное положение после отвода его от обработанной поверхности, а также увеличение диапазона регулирования.
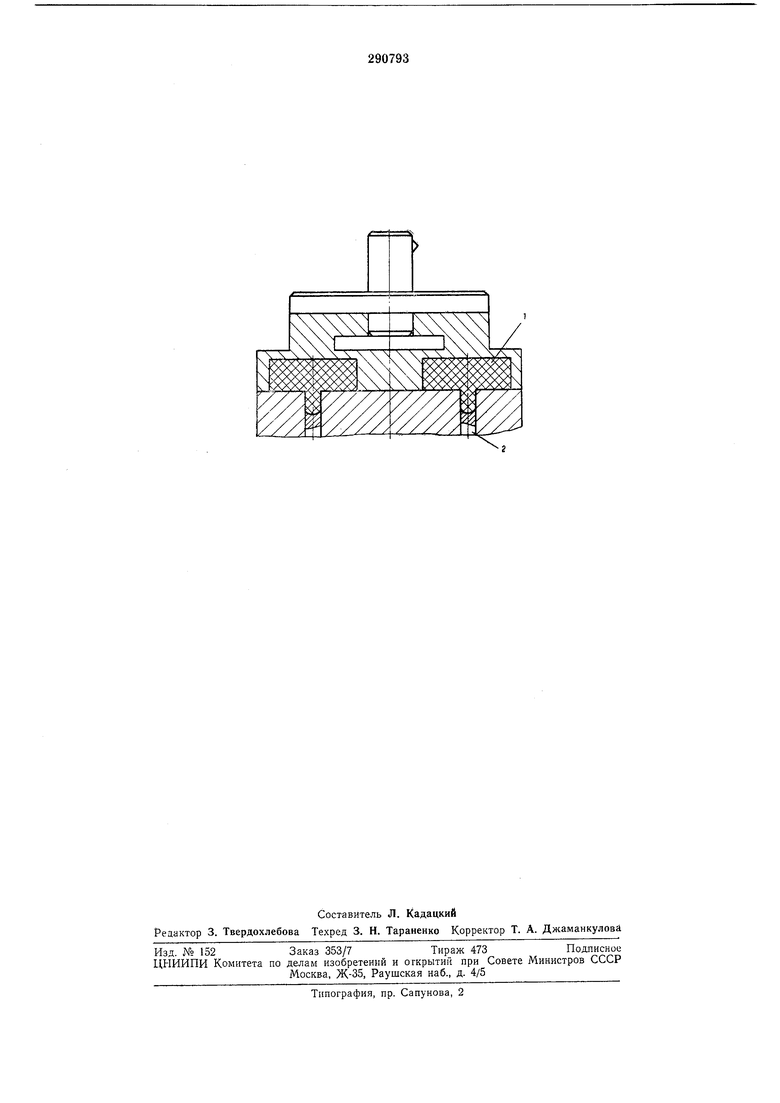
На чертеже изображено предлагаемое устройство.
Устройство содержит диаметрально расположенную полость 1. Полость / снабжена плунжером 2, связанным с механизмом отвода резца / от обработанной поверхности.
Предмет изобретения
Устройство для автоматической подналадки резца по авт. св. № 181949, отличающееся тем, что, с целью повышения точности возврата резца в исходное положение после отвода его от обработанной поверхности, а также увеличения диапазона регулирования, в диаметральной полости установлен плунжер, связанный с механизмом отвода резца.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЙТЕНТНО-ТЕлШЮМ^ | 1972 |
|
SU343776A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ПОДНАЛАДКИРЕЗЦА И ЕГО ОТВОДА ОТ ОБРАБОТАННОЙПОВЕРХНОСТИ | 1972 |
|
SU435899A1 |
| МЕХАНИЗМ ПОДНАЛАДКИ РЕЗЦА | 1969 |
|
SU247749A1 |
| МЕХАНИЗМ АВТОПОДНАЛАДКИ РЕЗЦА | 1971 |
|
SU312737A1 |
| Устройство для автоподналадки инструмента | 1987 |
|
SU1444131A2 |
| СПОСОБ ПОДНАЛАДКИ РАСТОЧНОГО РЕЗЦА | 1970 |
|
SU278346A1 |
| Способ повышения виброустойчивости расточной оправки | 1979 |
|
SU774821A2 |
| Устройство для автоматической подналадки резца | 1972 |
|
SU447228A1 |
| Борштанга с автоматической подналадкой резца | 1981 |
|
SU975227A1 |
| Устройство для автоматической подналадки резца | 1974 |
|
SU516471A1 |