Известно устройство для авто; 1атнческого управления циклом ступенчатой подачи на станках глубокого сверления с осуществлением управления по величине заданного предельного крутящего момента на сверле и по заданному шагу обратного хода сверла.
Описываемое устройство по сравнению с известным обеспечивает возможпость быстрого бесступепчатого регулирования в широких пределах величины крутящего момента на сверле.
Для этого в цепь привода главного движения станка включен зубчатый дифференциальный механизм, водило которого, выполненное в виде зубчатого венца, кинематически взаи одействует посредством реечных механизмов с конечным переключателем реверсирования подачи и силовым цилиндром регулируемого гидропривода, который удерживает водило в неподвижности до достижения крутящего момента на CBejxne заданной предельной величины.
Для регулирования гидроиривода питания силового цилин. в устройстве применен сливной регулируемый дроссель с манометром.
На подвижной шпиндельной бабке станка установлен иоворотньп, скользящий по валу относительно бабки кулак-сердечник индуктивного датчика механизма переключения, последовательно взаимодействующий с двумя противоположно размещенными иа станине станка устаг1сзочными упорами. Это позволяет осуществить унравление ускоренным иодводом сверла и включением рабочей подачи иосле каждого очередного вывода сверла из отверстия.
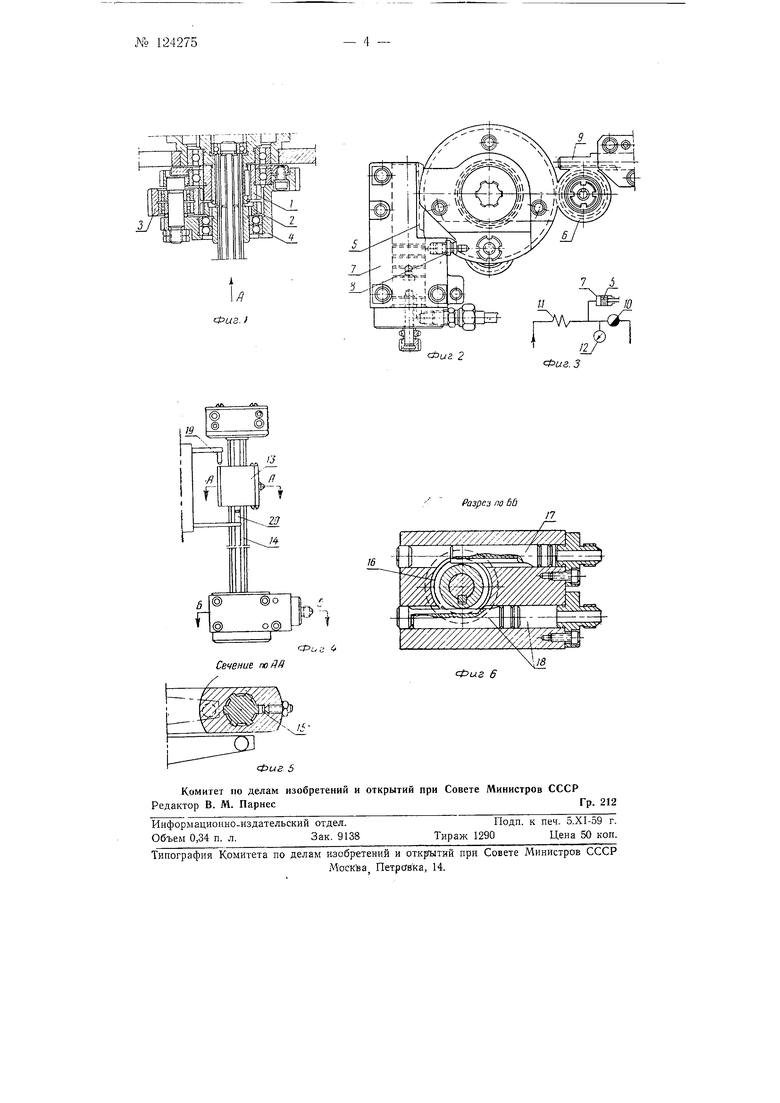
На фиг. 1 изображена схема зубчатого дифференциального механизма устройства; на фиг. 2 - вид по стрелке А на фиг. 1; иа фиг. 3 - принципиальная схема гидропривода; иа фиг. 4 - схема механизма, дающего команду на переход с ускоренного подвода сверла на рабочую
Kb 124270
подачу; на фиг. 5 - сечение по Л/1 на фиг. 4; на фиг. 6 - разрез по ББ на фиг. 4.
Зубчатый дифференциальный механизм, включенный в цепь привода главного движения станка, т. е. передачи вращения на шпиндель станка, содержит: две солнечных шестерни / и 2 с равным числом зубьев, шестерню-сателлит 3, водило в виде зубчатого венца 4, с которым сцеплены золотник-рейка 5 и шестерня 6. При подаче давления в силовой цилиндр 7 гидропривода золотник-рейка 5 подж имает зубчатый 4 к упору 8- Вращение передается от шестерни / через шестерню-сателлит 3 и шестерню 2 на шпиндель станка. Механизм работает как обычная зубчатая передача, так как ось шестерни-сателлита, закрепленная в зубчатом венце 4, удерживается от поворота давлением масла в силовом цилиндре 7. Усилие, возникающее в этом цилиндре, определяет величину наибольшего крутящего момента на сверле.
При увеличении крутящего момента на сверле, а следовательно, и на шестерне 2 выше, установленного давлением масла в цилиндре 7 усилие, стремящееся новернуть зубчатый венец 4, становится больше силы давления масла на золотник-рейку 5. Зубчатый венец 4, поворачиваясь, через шестерню 6 и рейку-толкатель 9 воздействует на микропереключатель, дающий команду на ускоренный вывод сверла из обрабатываемого отверстия. При этом избыток масла из рабочей полости цилиндра 7 выдавливается через регулируемый дроссель 10 в бак. Масло в рабочую полость цилиндра 7 подается от насоса через сопротивление //. Необходимое давление устанавливается дросселем JO по манометру 12, градуированному не в единицах давления, а в диаметрах сверления. Таким образом, установка К1рутящего момента сверла в зави-симости от диаметра обрабатываемого отверстия производится поворотом рукоятки дросселя.
Механизм управления ускоренны.м подводом сверла и включением рабочей подачи после каждого вывода сверла из отверстия содержит установленный на подвижной шпиндельной бабке станка скользяи;ий кулак-сердечник }3 индуктивного датчика, удерживаемый на шлицевом валу 14 пластинчатой пружиной 15, шестерню 16 и два золотника-рейки 17 и 18.
При работе по глубокого сверления масло подается в рабочую полость золотника-рейки 18 и кулак-сердечник 13 устанавливается в положение, показанное на фиг. 4. При рабочей подаче установочньп упбр 19, закрепленный на сверлильной головке, заставляет перемещаться кулак-сердечник вместе со сверлильной головкой до превышения установленного момента кручения с последующей командой на ускоренный вывод сверла из отверстия. После реверса сверлильной головки переход с ускоренного хода на рабочий происходит в положении, при котором осуществлялся ускоренный вывод сверла, так как при движепии сверла вверх кулак-сердечник остается неподвижным. Недоход сверла до дна обработанного отверстия устанавливается подгонкой упора 19. Затем цикл повторяется.
При достижении заданной глубины сверления масло подается в полость золотника-рейки 17, кулак-сердечник 13 поворачивается, и упор 20, укрепленный на сверлильной головке, перемещает кулак-сердечник з исходное верхнее положение.
П р е д мет изобретения
1. Устройство для автоматического управления циклом ступенчато/г подачи на станках глубокого сверления с осуществлением управления по
величине заданного предельного крутящего на сверле и но заданному maiy обратного хода сверла, отличающееся тем, что, с целью обеспечения возмоЛСности быстрого бесступенчатого регулирования в широких пределах величины предельного крутящего момента на сверле, в цепь привода главного движения станка включен зубчатый дифференциальный механизм, водило которого, выполненное в виде зубчатого венца, кинематически взаимодействует посредством реечных механизмов с конечным переключателем реверсирования подачи и силовым цилиндром регулируемого гидропривода, который удерживает водило в неподвижности до достижения крутящего момента на сверле заданной предельной величины.
2.Устройство поп- 1, отличающееся тем, что для регулирования гидропривода питания силового цилиндра применен сливной регулируемый дроссель с манометром.
3.Форма выполнения устройства по пп. 1и2, отличающаяся тем, что, с целью осуществления управления ускоренным подводом сверла и включением рабочей подачи после каждого очередного вывода сверла из отверстия, на подвижной щпиндельной бабке станка установлен поворотный, скольз щий по валу относительно бабки кулак-сердечник индуктивного датчика механизма переключения, последовательно взаимодействующий с двумя противоположно размещенными на станине станка установочными упсфами.
№ 124275
I/ Фиг. I
сЬиг 2
Фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Система программного управления металлорежущими станками | 1961 |
|
SU144363A1 |
| Программирующее устройство | 1960 |
|
SU131986A1 |
| Устройство для программного управления металлорежущими станками | 1961 |
|
SU146630A1 |
| Механизм подачи сверлильного станка | 1958 |
|
SU123389A1 |
| Поворотный стол с индуктивной измерительной системой | 1961 |
|
SU147887A1 |
| Устройство для силового программного управления металлорежущими станками | 1961 |
|
SU139899A1 |
| Программирующее устройство | 1958 |
|
SU121605A1 |
| Устройство для автоматической подналадки резца и его отвода от обработанной поверхности | 1960 |
|
SU132030A1 |
| Полуавтоматический сверлильный станок с программным управлением для линейного сверления отверстий с постоянным шагом в деталях типа судовых стрингеров | 1960 |
|
SU134956A1 |
| АВТОМАТИЧЕСКАЯ НАСАДНАЯ ГОЛОВКА-Ф>& riATiilTiie •-*T--:;-;;!HFf^:.i.n Di.oAL:.:i^"A | 1965 |
|
SU174047A1 |