Изобретение относится к акустическим методам неразрушающего контроля и может быть использовано при ультразвуковой (УЗ) теневой дефектоскопии, например, многослойных изделий.
Целью изобретения является повышение точности и достоверности контроля за счет однозначного определения глубины залегания дефекта и использования при настройке самого контролируемого изделия.
На чертеже представлена блок-схема устройства для УЗ теневого контроля изделий.
Способ УЗ теневого контроля изделий заключается в следующем.
Размещают на противоположных поверхностях изделия искусственные дефекты известной протяженности и устанавливают пару излучателей по одну сторону изделия, а пару приемников - по другую. Излучатели совмещают и ориентируют биссектрису угла сАмежду их акустическими осями нормально к поверхности контролируемого изделия. Приемники устанавливают таким образом, что они являются акустически соосными излучателями. Излучают в изделие УЗ-колеба- ния и принимают прощедшие колебания. Определяют амплитуды принятых колебаний в ходе перемещения изделия в плоскости акустических осей излучателей и приемников нормально биссектрисе угла ы и регистрируют время обнаружения искусственных дефектов каждым из приемников по уменьшению амплитуды принятого сигнала. С помощью измерений, произведенных на искусственных дефектах, находят параметры, определяющие угол ot и расстояние между поверхностью изделия и совмещаемыми излучателями.
Проводят аналогичным образом прозву- чивание изделия без искусственных дефектов, в случае наличия дефектов регистрируют время обнаружения дефекта каждым приемником по уменьщению амплитуды принятого сигнала. По разности времен обнаружения дефекта каждым из приемников с учетом найденных по искусственным дефектам параметров определяют глубину залегания и протяженность дефекта.
Устройство для УЗ теневого контроля изделий содержит последовательно соединенные синхронизатор 1, генератор 2 зондирующих импульсов и пару излучателей 3 и 4. Устройство также содержит два приемных канала 5 и 6. Каждый канал 5 или 6 включает последовательно соединенные приемник 7, усилитель 8 и блок 9 формирователя кода времени. Кроме того, устройство содержит генератор 10 счетных импульсов, блок 11 обработки информации, выполненный в виде микропроцессора, индикатор 12, блок 13 памяти и блок 14 ввода.
Выход генератора 10 счетных импульсов соединен с вторыми входами блоков 9 формирователя кода времени. Выход синхронизатора 1 соединен также с третьими входами блоков 9 формирователя кода времени. Первый вход блока 11 обработки информации связан с выходом генератора 10 счетных импульсов, второй вход блока 11 - с выходом блока 9 формирователя кода времени приемного канала 5, третий вход блока 1 1 - с выходом блока 9 формирователя кода времени приемного канала 6, четвертый
0 вход блока 11 - с выходом блока 13 памяти и пятый вход блока 11 - с выходом блока 14 ввода. Первый выход блока 11 обработки инфопмадии соединен с входом индикатора 12, 1торой выход блока 11 - с вхос ДОМ блока Jo памяти. Второй вход блока 13 памяти соединен с выходом блока 14 ввода. Способ УЗ теневого контроля изделий реализуется в ходе работы устройства. На противоположных поверхностях изделия 15 размещают искусственные дефекты 16, на0 пример фигуры желаемой формы и площади из алюминиевой фольги с помощью клейкой ленты.
Устанавливают пару совмещенных излу5 чателей 3 и 4 по одну сторону изделия, а пару приемников 7 приемных каналов 5 и 6 - по другую. Искусственный дефект 16, закрепленный на ближней к излучателю 3 или 4 поверхности, имитирует дефект, находящийся на «нулевой глубине, а искусственный
0 дефект 16, закрепленный на дальней от излучателя поверхности, находится на максимально возможной глубине, равной толщине изделия 15. Излучатели 3 и 4 и прие.мники 7 располагают на расстоянии, например, 20-50 мм от изделия 15, т. е. тако.м рас5 стоянии, которое при вращении крупногабаритного цилиндрического изделия 15 мень- щего его эксцентриситета, что исключает механическое повреждение излучателей 3 и 4 и приемников 7. Установку акустической
Q соосности приемника 7 прие.много канала 5 излучателю 3 и приемника 7 прие.много канала 6 излучателю 4 производят по максимальной амплитуде принятого сигнала. Ориентируют биссектрису угла ос между акустическими осями излучателей 3 и 4, обычно
5 равного 10-40°, нормально поверхности контролируе.мого изделия. Излучают в изделие 15 излучателями 3 и 4 УЗ-колебания и принимают прошедшие через изделие 15 колебания. Определяют амплитуды принятых колебаний в ходе перемещения изделия 15 в плоскости акустических осей приемников 7 нормально биссектрисе угла с со скоростью V и регистрируют время обнаружения искусственных дефектов 16 каждым из приемных каналов 5 и 6 по уменьшению амплитуды
5 принятого сигнала. По разности д t времен обнаружения каждым из приемников 7 может быть найдена глубина h залегания дефекта 17 по зависимости
Н (д1--К„),
где Kd;- коэффициент, определяемый углом d ;
Ку-коэффициент, определяемой скорости (линейной или угловой) перемещения изделия 5;
Кн - коэффициент, определяемый рас- состоянием Н от излучателей 3 и 4 до поверхности изделия 15.
Коэффициент Krf. прямо пропорционален величине угла - в градусах, однако величина этого коэффициента не всегда равна значению угла о(/2, а может отличаться от него на +30%. Коэффициент Ку задается в виде цифровых значений скорости движения объекта контроля - изделия 15. Коэффициент Км задается в значениях расстояния Н от центра излучения излучателей 3 и 4 до ближайшей поверхности изделия 15.
По длительности 1д времени обнаружения дефекта 17 может быть найдена протяженность 1 дефекта по зависимости
1 Kv-t«,
где д - среднее арифметическое время обнаружения дефекта 17 приемника 7 первого и второго приемного каналов 5 и 6.
С помощью измерений, произведенных на искусственных дефектах 16, находят значения коэффициентов Kj,, Кн- При настройке устройства сначала вводят значение коэффициента КУ, равное значению скорости, например В мм/с. Затем вводят значение Кл. Ввод начинают с минимальных значений до получения приемлемых отклонений (не более ±10%) вычисленного значения протяженности дефекта от истинного значения, измеренного на искусственном дефекте 17. Затем вводят значение К, также начиная от минимальных значений, и добиваются уменьшения погрешности вычислений глубины залегания и протяженности дефекта. Ввод значений коэффициентов К, Kv и Кн осуществляют с помощью блока 14 ввода, представляющего собой, например, клавишный пульт, связанный с блоком 13 памяти и блоком 11 обработки информации, например микропроцессором типа КР580ИК80А. Затем осуществляют выявление естественных дефектов 17. При прозвучивании изделия 15 синхронизатор 1 запускает генератор 2 зондирующих импульсов, который возбуждает излучатели 3 и 4. Сигнал, прошедший через изделия 15, принимается приемниками 7, усиливается усилителями 8 и преобразуется блоком 9 в соответствующий код времени. По коду времени с помощью коэффициентов, введенных блоком 14 или извлеченных из блока 13, блок И обработки информации определяет л t и 1д и вычисляют h, 1. Для задания измерительного масштаба использован генератор 10 счетных импульсов, нанример, формирующий кварционную частоту I МГц. Результаты измерения и вычисления фиксируются индикатором 12.
Точность контроля обеспе -швается тем, что показателем, характеризуюпитм оптпмальность нодбора коэффициентов К,;, К,, и К является точность определения i-луби- ны ближнего и дальнего искусствснк1 1х дефектов. Применение микропроцессор; iio.i воляет производить большом объем вычислений, обеспечивающих обработку результатов измерений и автоматизацию процесса контроля. Совмещение излучателей в пространстве исключает возможность расположения точки пересечения их акустических осей внутри контролируемого объекта, в что
в свою очередь исключает неоднозначность определения глубины залегания дефекта.
Формула изобретения
1. Способ ультразвукового теневого контроля изделий, заключающийся в том, что устанавливают пару излучате. тей по одну сторону изделия, а пару приемников, акустически соосных излучателям, - по другую сторону изделия, излучают в изделие ультразвуковые колебания, принимают прошедише колебания, определяют амплитуды принятых колебаний, регистрируют время обнаружения дефекта по уменьшению амплитуды одной парой излучатель-приемник, затем производят перемещение изделия по направлению к другой паре излучатель-приемник, регистрируют ею время обнаружения дефекта и по разности времен определяют глубину залегания и протяженность дефекта, огли чающийся тем, что, с целью повышения точности и достоверности, при установке из,пу- чателей их совмещают и ориентируют биссектрису угла of между их акустическими осями нормально к повер.чности контролируемого изделия, размещают перед контро. юм на противоположных поверхностях изделия
искусственные дефекты известной протяженности и с их помощью находят параметры, определяющие угол сх. и paccтoя нe 1ежду поверхностью изделия и совмещенныл;и излучателями, а глубину залеганпя и протяженность дефекта определяют по разности
времен с учетом наиденных парамстро15.
2. Устройство для ультразйч KoiuH o теие- вого контроля изде.чий. содержащее ног,ii/ довательно соединенные ()Ч1из;1 ц-.. rv
нератор зондирующих импульсо:-; и пару и, лучателей, два приемных кана. п;, н ч.иочак: щих последовательно соедипенпые ПРМСМ- ник, усилитель и блок формпровп кмя кс. времени, генератор счетных импульсся. соединенный выходом с вторыми входами б/иь
ков формирователя кода времоми. трогы входы которых соединены с BWNO.IOM синхронизатора, связанный первь Л .:xc.ioM с выходом генератора счетных ямп ьсоп. а
1320742
56
вторым и третьим входами с выходом бло-маиии и выходом с четвертым входом блока
ков формирователя кода времени, блок об-обработки информации блоком памяти и
работки информации и связанный с выхо-блоком ввода, выход которого связан с пядом последнего индикатор, отличающеесятым входом блока обработки информации и
тем, что, с целью повышения точности и дос-5 вторым входом блока памяти, а блок обратоверности, оно снабжено связанным входомботки информации выполнен в виде микрос вторым выходом блока обработки инфор-процессора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ультразвукового теневого контроля изделий | 1988 |
|
SU1511676A2 |
| Способ ультразвукового теневого контроля изделий из слоистых пластиков и устройство для его осуществления | 1987 |
|
SU1458803A1 |
| Способ ультразвукового теневого контроля изделий | 1987 |
|
SU1557516A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ С ЭКВИДИСТАНТНЫМИ ПОВЕРХНОСТЯМИ | 2020 |
|
RU2725705C1 |
| Способ ультразвуковой дефектоскопии трехслойных конструкций и устройство для его осуществления | 1988 |
|
SU1633354A1 |
| Устройство для ультразвукового теневого контроля изделий | 1986 |
|
SU1352346A1 |
| Способ ультразвукового контроля изделий | 2016 |
|
RU2622459C1 |
| Способ ультразвукового теневого контроля изделий | 1987 |
|
SU1430877A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО ОБНАРУЖЕНИЯ ПРОДОЛЬНЫХ ТРЕЩИН В ГОЛОВКЕ РЕЛЬСА | 2019 |
|
RU2712975C1 |
| Способ обнаружения дефектов в рельсах | 2018 |
|
RU2668941C1 |
Изобретение относится к области акустических методов неразрушающего контроля Целью изобретения является повышение точ ности и достоверности контроля за счет однозначного определения глубины залегания дефекта и использования при настройке самого контролируемого изделия. Совмешен- ные излучатели 3 и 4 излучают ультразвуков-ые (УЗ) колебания, а приемники 7 принимают колебания, прошедшие через изделие 16. Устанавливают на противоположных поверхностях изделия 15 искусственные дефекты 17 и в ходе перемещения изделия между излучателями 3 и 4 и приемниками 7 регистрируют дефекты 17 по уменьшению амплитуды принятых УЗ-колебаний. Измеряют разность д1 времен обнаружения дефекта 16 и длительность 1 времени обнаружения каналов 5 и 6 приема и по ним устанавливают с помощью блока 14 ввода коэффициенты, определяемые углом о(, между акустическими осями излучателей 3 и 4. расстоянием Н от последних до изделия 15 и скоростью V перемещения изделия 15. Затем прозвучива- ют изделие 15 с целью поиска дефектов 17 и определяют глубину he залегания и протяженность дефекта 17 по ut и 1д с учетом установленных коэффициентов при помощи микропроцессора - блока 11 обработки информации. 1 3. п. ф-лы. 1 ил. fO СП оо to о . ГчЭ .«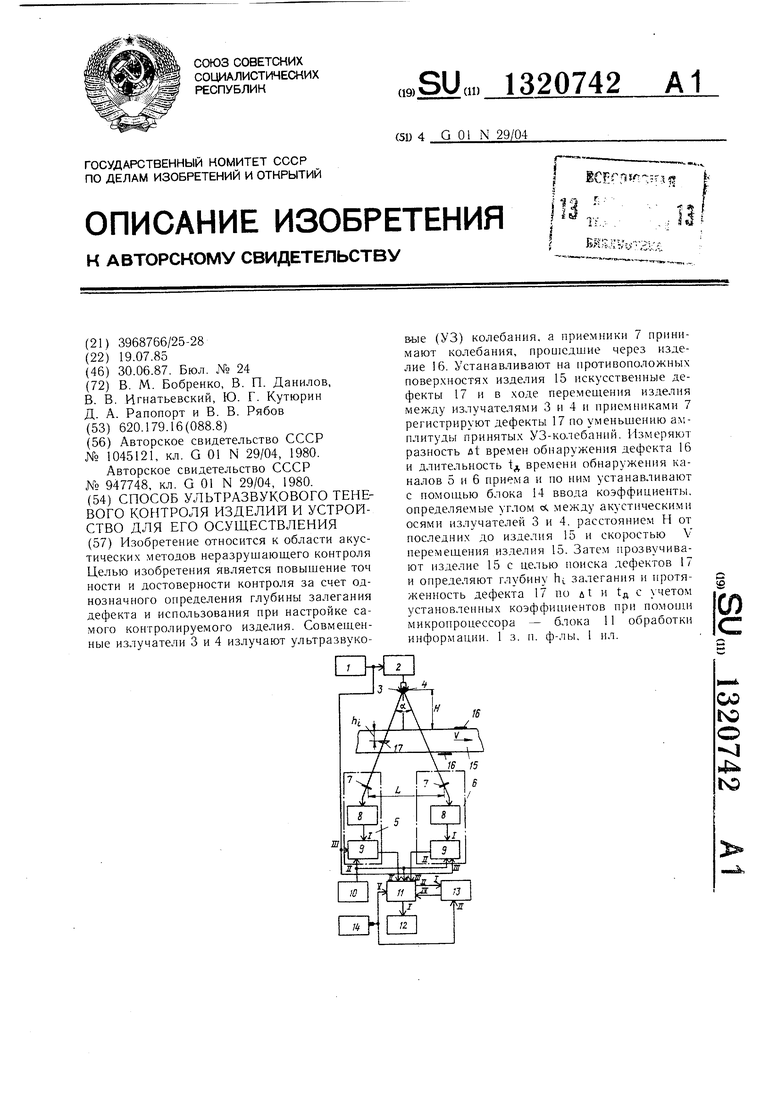
| Способ ультразвукового теневого контроля изделий | 1982 |
|
SU1045121A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ ультразвукового теневого контроля изделий и устройство для его осуществления | 1980 |
|
SU947748A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
