1Ч
Изобретение относится к акустическим методам неразрушаюп;его контроля и является дополнительным к авт.св. № 1320742.
Цель изобретения - расширение информативности и повышение точности контроля за счет определения толщине изделия и скорости распространения в его материале УЗ-колебаний,
На чертеже представлена схема УЗ-теневого контроля изделий,
Способ УЗ-теневого контроля
изделий заключается в следующем. I
Пару излучателей совмещают и устанавливают их акустически соосно паре приемников. Устанавливают изделие между излучателями и приемниками так, что биссектриса угла oL между акустическими осями излучателей перпендикулярна поверхности изделия. Излучают в изделие УЗ-колебания и принимают прошедшие колебания. Смещают приемники в плоскости, параллельной поверх- ност.и изделия, до достижения амплитудой принятых колебаний максимального значений и измеряют величину 1 смещения приемников относительно исходного положения. Размещают на противо- положньпс поверхностях изделия искусственные дефекты известной протяженности и перемещают изделие в плоскости акустических осей излучателей и приемников биссектрисе угла cL , В ходе перемещения изделия определяют амплитуду принятых колебаний и регистрируют время обнаружения искусственных дефектов каждым из приемников по уменьшению амплитуды принятого сигнала. С помощью измерений, пронзведен- нык на искусственных дефектах, а также измерений величины 1 смещения находят параметры, определяющие угол oi, расстояние между поверхностью изделия и совмещенными излучателями, толщину изделия и скорость распространения в его материале УЗ-колебаний Проводят аналогичным образом прозвучи вание изделия без искусственных дефектов, в случае наличия дефектов регистрируют время обнаружения дефекта каж- дьот приемником по уменьшению амплитуды принятого сигнала.. По разности времен обнаружения дефекта каждьм из приемников с учетом найденных по искусственным дефектам параметров определяют глубину залегания и протяженность дефекта.
П
Способ УЗ-теневого контроля изделий реализуется сладую .цим образом. Совмещенный парн)1Й язлучатель 1 с и два приемника 2 и 3 устанавливают- акустически соосно, Между излучателем 1 и приемниками 2 р; 3 вводят конт- .ролируемое изделие 4, располагая его так, чтобы биссектриса угла cxL между 0 акустическими осями излучателя 1 была перпендикулярна поверхности изделия 4. Излучают излучателем 1 в изделие 4 колебания и принимают прошедшие через изделие 4 колебания при- 5 емниками 2 и 3, Поскольку с вводом изделия 4 акустический тракт межд,у излучателем 1 и приемникаг-п- 2 si 3 изменился, акустическая соосность излучателя 1 и приемников 2 и 3 нарушилась. Смещают каждый 1з приемников 2 и 3 параллельно изделию 4 до достижения амплитудой принятых УЗ колебаний максималь ю1 о значения, чем вновь добиваются акустической соосности. Измеряют величину Ы смещения приемника 2 или 3 относительно первоначальной установки. Размещают на стороне изделия 4, обращенной к излучателю 1 , искусственный дефект 5 и на противоположной стороне изделия 4 - искусственный дефект 6, Перемещают с дефектами 5 и -б известной протяженности в плоскости акустических осей излучателя 5 и приемников 2 и 3 нормально биссектрисе угла oi . В ходе перемещения по уменьшению амплитуды принятого сигнала регистрируют время обнаружения искусственных дефектов 5 и 6. По из-- 0 меренньтм параметрам определяют толщину Н изделия 4
j
0
Н
где Д t
(. Ky-2.. 2-Т
- разница во времени между обнаружением дефекта 6 приемниками 2 и 3, с; .t - разница времени между обнаружением дефекта 5 приемниками 2 и 3, с; Ку - коэффициент пропорциональный скорости: перемещения изделия 4, мм/с; К - козффициент, определяемый углом i ( ) ,
С помощью определенных значений Ь1, об и П вычисляют угол jb между акустическими осями в изделии 4 и
5151
скорость с распространения УЗ-колеба- ний в нем
С
С . ° sinc6/2
где С - скорость распространения
УЗ-колебаний в среде между излучателем 1 и приемниками 2 и 3 и изделием 4, например в воздухе.
Проводят аналогично прозвучивание изделия после удаления дефектов 5 и 6 и рег истрируют время обнаружения дефекта 7 каждым приемником 2 и 3, . Глубину h залегания дефекта определяют из выражения
h
H,
где t - разница во времени между
обнаружением дефекта 7 приемниками 2 и 3, с,
По длительности tn времени обнаружения дефекта 7 может быть найдена его протяженность L по зависимости
L - Ку t g, FQ - среднее арифметическое вреУ 1ЛГГ r-lf ч Q т-ЧТГ«/ а« 1Л СТ ПО ЦЗК-ТД f
мя обнаружения дефекта емниками 2 и 3,
пр
16766
Способ УЗ-теневого контроля изде- ., ЛИЙ позволяет при прозвучивании изделия установить действительную толщину 5 изделия в зоне контроля и скорость распространения в его материале УЗ-ко- лебаний, вследствие чего обеспечивается высокая точность определения глубины залегания дефекта.
10
15
20
25
30
Формула изобретения
Способ ультразвукового теневого контроля изделий по авт.св, № 1320742, отличающийся тем, что, с целью расширения информативности и повьппения точности контроля, предварительно устанавливают излучатели и приемники акустически соосно в отсутствии изделия, после установки изделия между излучателями и приемниками смещают приемники в плоскости, параллельной поверхности изделия до достижения амплитудой принятых колебаний максимального значения, измеряют величину смещения приемников и дополнительно определяют с помощью изме- , ренной величины смещения толщину изделия и скорость распространения в его материале ультразвуковых колебаний.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ультразвукового теневого контроля изделий и устройство для его осуществления | 1985 |
|
SU1320742A1 |
| Способ ультразвукового теневого контроля изделий | 1987 |
|
SU1557516A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2018 |
|
RU2686488C1 |
| Способ ультразвукового теневого контроля изделий из слоистых пластиков и устройство для его осуществления | 1987 |
|
SU1458803A1 |
| Способ ультразвукового контроля изделий | 2016 |
|
RU2622459C1 |
| Способ ультразвукового теневого контроля изделий | 1987 |
|
SU1430877A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ С ЭКВИДИСТАНТНЫМИ ПОВЕРХНОСТЯМИ | 2020 |
|
RU2725705C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ | 2011 |
|
RU2481571C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СТЫКОВЫХ, НАХЛЕСТОЧНЫХ И ТАВРОВЫХ СВАРНЫХ СОЕДИНЕНИЙ ТОНКОСТЕННЫХ ТРУБ МАЛОГО ДИАМЕТРА | 2011 |
|
RU2488108C2 |
| Способ теневого контроля изделий и ультразвуковой преобразователь для его осуществления | 1985 |
|
SU1250939A1 |
Изобретение относится к акустическим методам неразрушающего контроля. Целью изобретения является расширение информативности и повышение точности контроля за счет определения толщины изделия в зоне контроля и скорости распространения ультразвуковых (УЗ) колебаний в материале изделия благодаря измерению расстояния между положениями приемников при их соосной установке с излучателями в отсутствии и при наличии изделия. Устанавливают акустически соосно парный совмещенный излучатель 1 и приемники 2 и 3, вводят между ними изделие 4, смещают приемники 2 и 3 до достижения вновь акустической соосности и измеряют смещение. Размещают на противоположных сторонах изделия искусственные дефекты 5 и 6 и перемещают его. В ходе перемещения регистрируют время обнаружения дефектов 5 и 6 каждым из приемников 2 и 3. По измеренным параметрам определяют толщину изделия и скорость распространения УЗ-колебаний в нем. Удаляют дефекты 5 и 6, прозвучивают изделие 4 аналогичным образом и регистрируют время обнаружения дефекта 7 каждым из приемников 2 и 3. По измеренным параметрам определяют для дефекта 7 глубину залегания и протяженность. 1 ил.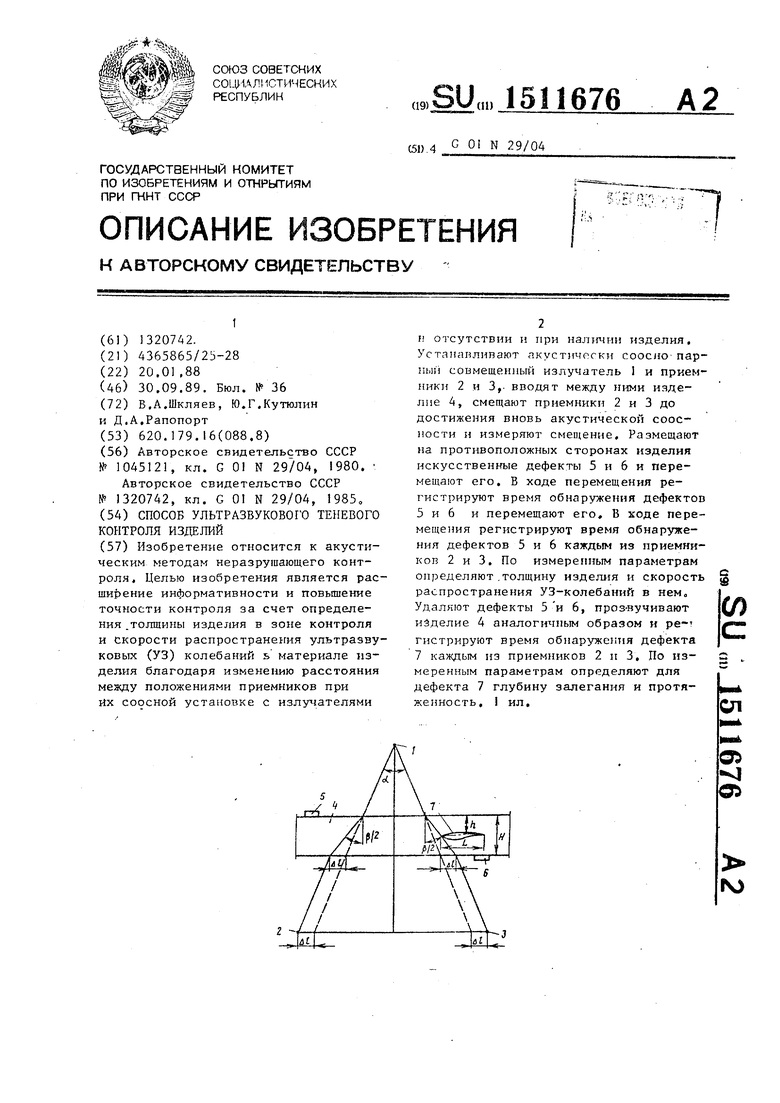
| Способ ультразвукового теневого контроля изделий | 1982 |
|
SU1045121A1 |
| Солесос | 1922 |
|
SU29A1 |
| Способ ультразвукового теневого контроля изделий и устройство для его осуществления | 1985 |
|
SU1320742A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
