Изобретение относится к области акустических методов нераэрушающего контроля и может быть использовано при ультразвуковой (УЗ) теневой дефектоскопии многослойных изделий.
Целью изобретения является повышение точности определения геометрической границы протяженных дефектов за счет дополнительного фиксирования акустической оси преобразователей на поверхности изделия при уменьшении амплитуды принятых колебаний после изменения расположения излучателя и
приемника относительно изделия на противоположное и повышение информативности контроля за счет определения глубины залегания дефекта путем измерения толщины изделия в зоне выявленного дефекта.
На чертеже представлена схема осуществления способа ультразвукового теневого контроля изделий.
Способ ультразвукового теневого контроля изделий заключается в следующем.
с&
По разные стороны изделия соосно располагают пару преобразователей. Первым преобразователем излучают в изделие УЗ-колебания. Вторым преобра- зователем принимают прошедшие через изделие УЗ-колебания. Изделие сканируют преобразователями с сохранением соосности. В ходе сканирования измеряют амплитуду принятых колебаний и фиксируют положения акустической оси преобразователей на поверхности изделия при уменьшении амплитуды принятых колебаний. Затем УЗ-колебания излучают вторым преобразователем, а прием прошедших через изделие колебаний осуществляют первым преобразователем. Вновь сканируют изделие преобразователями с сохранением соосности в зоне выявленного дефекта. В ходе сканирования измеряют амплитуду принятых колебаний и фиксируют дополнительное положение акустической оси преобразователей на поверхности изделия при том же уменьшении амплитуды принятых колебаний. Определяют геометрические границы дефекта по расстоянию между основным и дополнительным зафиксированными положениями акустической оси с учетом размера минималь- кого выявляемого дефекта. После этого измеряют толщину изделия в зоне выявленного дефекта и определяют глубину залегания дефекта по расстоянию между основным и дополнительным зафиксированными положениями изделия с учетом размера минимального выявляемого дефекта.
Способ ультразвукового теневого контроля изделий реализуется следую- щим образом.
По разные стороны изделия 1, например из слоистого пластика, соосно устанавливают пару совмещенных идеи - тичных преобразователей 2 и 3, напри- мер, на частоту 200 кГц. Преобразователь 2 соединяют с выходом, а преобразователь 3-е входом УЗ-дефекто- скопа 4, например типа УД-22УМ. В ход работы дефектоскопа 4 сканируют преобразователями 2 и 3 с сохранением соосности изделие 1 и измеряют с помощью дефектоскопа 4 амплитуду принятого сигнала. При уменьшении амплитуды принятых колебаний до заданной величины фиксируют положения аку стичес- ких осей преобразователей 2 и 3 на поверхности изделия 1 (линия А на чертеже) . Фактически геометрическая гра
ница дефекта 5 - линия С на чертеже, поскольку при заданных условиях контроля на краю дефекта 5 происходит уход jiy4a в зону тени за счет дифракции
с учетом //2. Угол в практических условиях контроля определяется по чувствительности - диаметру D минимального выявляемого дефекта, расположенного на глубине, равной половине толщины Н контролируемого изделия 1. Затем преобразователь 1 соединяют с входом, а преобразователь 2 - с выходом УЗ-дефектоскопа 4 и вновь сканируют изделие 1 в зоне выявленного дефекта 5. При уменьшении амплитуды принятых колебаний до заданной величины фиксируют положения акустических осей преобразователей 2 и 3 на поверхности изделия 1 (линия В на чертеже). Измеряют расстояние 1 между линиями А и В и определяют местоположение границы дефекта 5 (линия С) через расстояние R от линии А до границы дефекта 5, вычисляемое по формуле
R
1 + D
Измеряют толщину Н изделия 1 в зоне дефекта 5 и определяют глубину h залегания дефекта из выражения
1-Н
2D
или
h Й:Ш .
При практической реализации способа ультразвукового теневого контроля изделий для дефектов с глубинами залегания 15-20 мм максимальная ошибка измерения границы дефекта составляет 1,5 мм.
Формула изобретения
1. Способ ультразвукового теневого контроля изделий, заключающийся в соосном расположении по разные стороны изделия пары преобразователей, излучении первым преобразователем ультразвуковых колебаний, приеме вторым преобразователем прошедших через изделие колебаний, сканировании преобразователями изделия с сохранением соосности, измерении амплитуды принятых колебаний в ходе сканирования, фиксировании положения акустической оси преобразователей на поверхности изделия при уменьшении амплитуды принятых колебаний и определении с помощью зафиксированного положения геометрической границы дефекта, отличающийся тем, что, с целью повышения точности определения геометрической границы протяженных де фектов, после фиксации положения акус тической оси излучают вторым преобразователем ультразвуковые колебания, принимают первым преобразователем прошедшие через изделие колебания, сканируют преобразователями изделие с сохранением соосности в зоне выявленного дефекта, измеряют амплитуду Принятых колебаний в ходе сканирования, фиксируют дополнительное положение акустической оси и преобразователей на поверхности изделия при том же уменьшении амплитуды принятых колебаний, а геометрические границы
5
0
5
дефекта определяют по расстоянию между основным и дополнительным зафиксированными положениями акустической оси с учетом размера минимального выявляемого дефекта.
2. Способ поп, 1, отличающийся тем, что, с целью повышения информативности контроля за счет определения глубины залегания дефекта, дополнительно измеряют толщину изделия в зоне выявленного дефекта и определяют глубину залегания дефекта по расстоянию между основным и дополнительным зафиксированными положениями и измеренной толщине изделия с учетом размера минимального выявляемого дефекта.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ультразвукового контроля изделий | 2016 |
|
RU2622459C1 |
| Способ ультразвуковой теневой дефектоскопии многослойных изделий | 1988 |
|
SU1562846A1 |
| Способ ультразвуковой дефектоскопии трехслойных конструкций и устройство для его осуществления | 1988 |
|
SU1633354A1 |
| Способ ультразвукового теневого контроля изделий | 1987 |
|
SU1430877A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ С ЭКВИДИСТАНТНЫМИ ПОВЕРХНОСТЯМИ | 2020 |
|
RU2725705C1 |
| Способ ультразвукового теневого контроля изделий и устройство для его осуществления | 1985 |
|
SU1320742A1 |
| Способ зеркально-теневого ультразвукового контроля изделий равного сечения | 1988 |
|
SU1497561A1 |
| Способ теневого контроля изделий и ультразвуковой преобразователь для его осуществления | 1985 |
|
SU1250939A1 |
| Способ обнаружения дефектов в рельсах | 2018 |
|
RU2668941C1 |
| Способ ультразвукового теневого контроля изделий | 1988 |
|
SU1511676A2 |
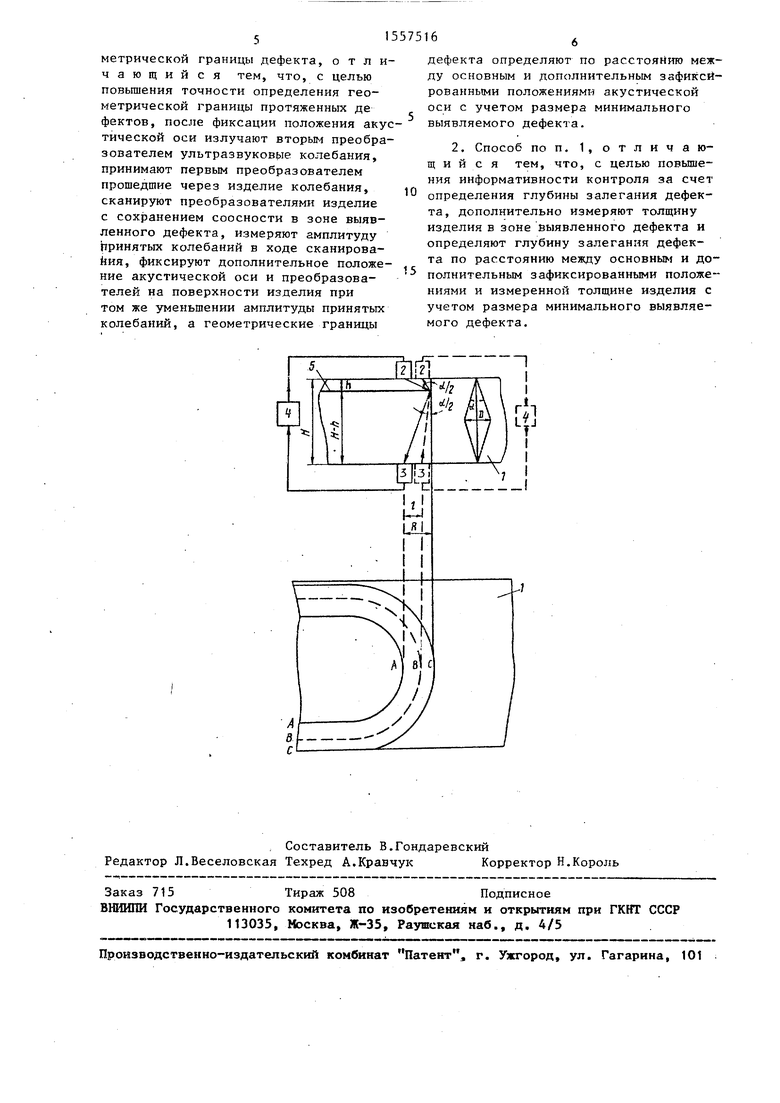
Изобретение относится к акустическим методам неразрушающего контроля. Целью изобретения является повышение точности определения геометрической границы протяженного дефекта за счет дополнительного фиксирования акустической оси преобразователей на поверхности изделия при уменьшении амплитуды принятых колебаний после изменения расположения излучателя и приемника относительно изделия на противоположное, вследствие чего возникает возможность компенсации дифракции ультразвуковых (УЗ) колебаний на краю дефекта. По разные стороны изделия 1 соосно устанавливают пару УЗ-преобразователей 2 и 3, излучают и принимают прошедшие через изделия 1 УЗ-колебания. По уменьшению амплитуды принятого сигнала регистрируют первую выявляемую границу дефекта 5-линия A. Затем меняют функции преобразователей 2 и 3 и по уменьшению амплитуды принятого сигнала регистрируют вторую выявляемую границу дефекта 5 - линия B. Измеряют расстояние L между выявляемыми границами и по нему с учетом диаметра D минимального выявляемого дефекта для данных условий контроля определяют местоположение истинной границы дефекта - линия C. 1 з.п. ф-лы, 1 ил.
| Способ ультразвукового теневого контроля изделий | 1982 |
|
SU1045121A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приборы для неразрушающего контроля материалов и изделий | |||
| Справочник, кн | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Трансляция, предназначенная для телефонирования быстропеременными токами | 1921 |
|
SU249A1 |
