Известны способы обработки пера лопасти гребных винтов двухсторонним фрезерованием цилиндрическими фрезами в поперечном направлении.
Описываемый способ обработки пера лопасти гребпых винтов не имеет холостого хода режущего инструмента, а также повышает качество изделия путем устранения коробления пера.
Это достигается тем, что двухстороннюю обработку лопастей прои водят шаровыми инструментами в продольном направлении.
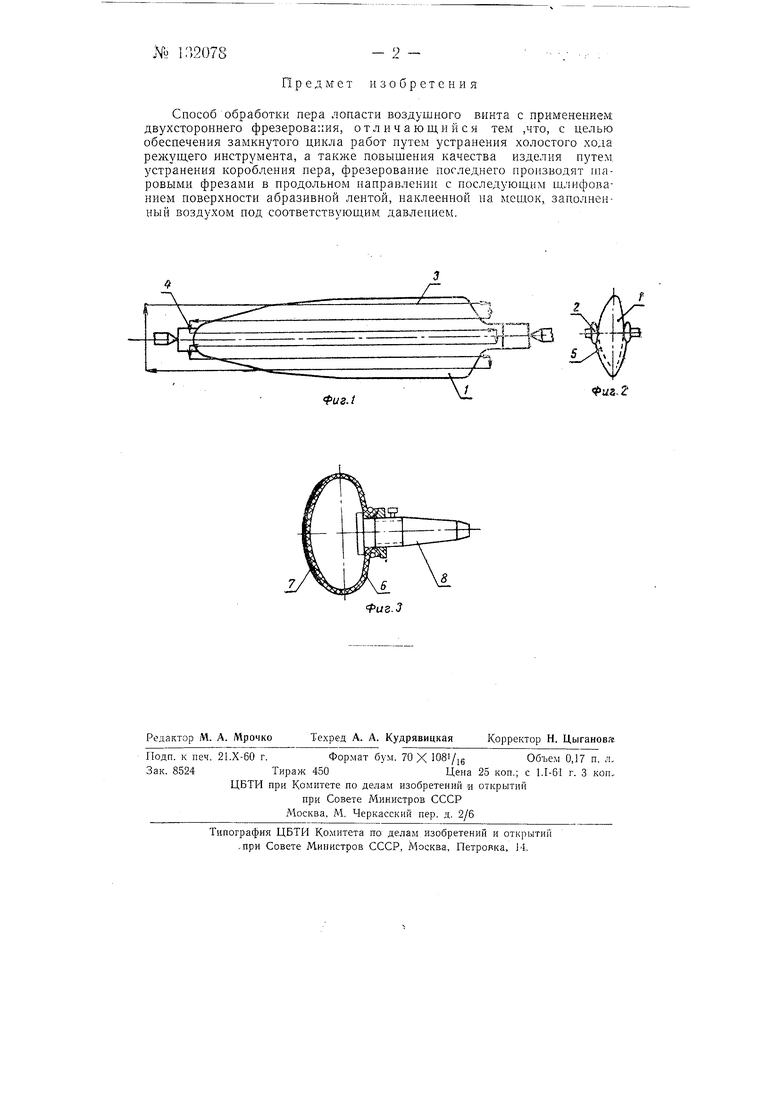
На фиг. 1 изображена схема продольно-вертикального движения инструмента; на фиг. 2 -схема поперечного движения инструмента; на фиг. 3 - мягкий шлифовальный круг, в разрезе.
Фрезерование пера лопасти ) производится шаровыми фрезами 2 одновременно с двух сторон в продольном 5 и поперечном 4 направлениях по замкнутому циклу, с одновременной вертикальной 5 подачей инструмента после прохождения им каждой продольной 3 строчки.
Описываемый технологический процесс исключает коробление и правку лопастей, так как металл одновременно снимается с обеих сторон пера в продольном направлении.
Шлифование и полирование пера производится по аналогичной схеме движения шлифовального инструмента, выполненного в виде заполненного сжатым воздухом эластичного мешка 6 с наклеенной на нем абразивной лентой 7, смонтированных на оправке 8, при помошн которой инструмент монтируется в шпинделе станка. Применение мягком подушки шлифовального инструмента дает возможность вписываться з сложную геометрическую форму лопасти.
Предлагаемый способ обработки лопастей воздушного винта позволяет создать гамму полуавтоматических копировально-фрезерных станков с упрош,енной схемой следящей системы.
Предмет изобретения
Способ обработки пера лопасти воздушного винта с применением двухстороннего фрезерова:1ия, отличающийся тем ,что, с целью обеспечения замкнутого цикла работ путем устранения холостого хода режущего инструмента, а также повышения качества изделия путем, устранения коробления пера, фрезерование последнего производят шаровыми фрезами в продольном направлении с последующим шлифованием поверхности абразивной лентой, наклеенной на мешок, заполненный воздухом под соответствующим давлепием.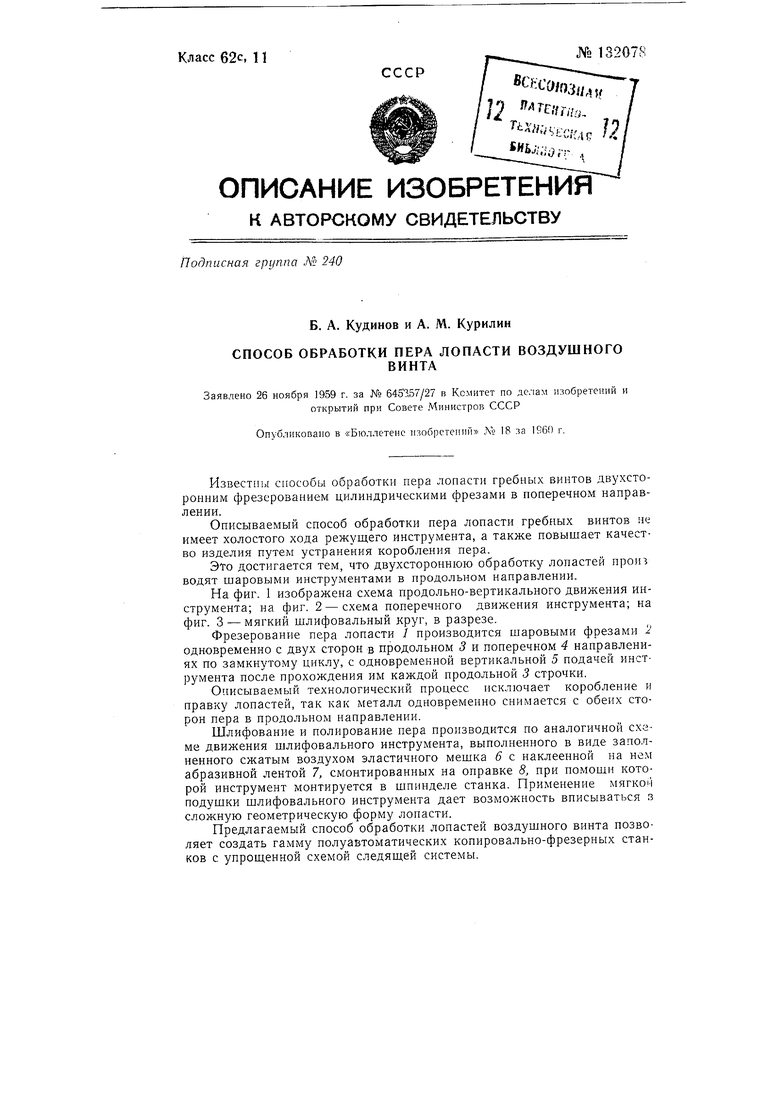
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтоматический гидрокопировально-фрезерный станок для обработки лопастей воздушных винтов | 1959 |
|
SU133351A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПЕРА ЛОПАСТИ ВОЗДУШНОГО ВИНТА | 1970 |
|
SU286515A1 |
| Копировальный станок для одновременной обработки спинки и корыта лопатки | 1959 |
|
SU124332A1 |
| Способ обработки лопасти воздушного винта | 1972 |
|
SU446364A1 |
| СТАНОК ДЛЯ ЛЕНТОЧНОГО ШЛИФОВАНИЯ ПЕРА ЛОПАСТИ ВОЗДУШНОГО ВИНТА | 1984 |
|
SU1254643A3 |
| Копировальный станок | 1982 |
|
SU1060345A1 |
| Способ механической обработки поверхностей нежестких деталей | 1986 |
|
SU1785843A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2017 |
|
RU2678222C1 |
| БИБЛИОТЕКА I | 1972 |
|
SU352717A1 |
| Ленточно-шлифовальный станок дляОдНОВРЕМЕННОй дВуХСТОРОННЕй ОбРАбОТКиКРупНОгАбАРиТНыХ лОпАТОК | 1979 |
|
SU795901A1 |
иг. /
XI
яьиг.г
