Изобретение относится к способам металлообработки и может быть использовано при изготовлении нежестких плоских деталей.
Известен способ обработки нежестких плоских заготовок, имеющих внутренние остаточные напряжения.
Этот способ, по которому предусматривается последовательная двухсторонняя обработка заготовок, не всегда применим в производстве и не избавляет от коробления обработанные детали из-за влияния внутренних напряжений, создаваемых при снятии припуска.
Прототипом настоящего изобретения является способ механической обработки, по которому обработку ведут последовательно по участкам, причем каждый последующий участок обрабатывают с режимами, обеспечивающими формирование значения равнодействующей остаточных напряжений, противоположного значению равнодействующей на предыдущем участке.
Недостаток способа заключается в том, что при достижении уменьшения деформации от остаточных напряжений, вызываемых обработкой, способ не избавляет от коробления, вызываемого перераспределением остаточных напряжений в заготовке. Кроме того, для способа характерны определенные трудности в реализации из-за необходимости смены режимов обработки и нестабильное качество получаемой поверхности.
Целью изобретения является повышение качества при обработке маложестких деталей.
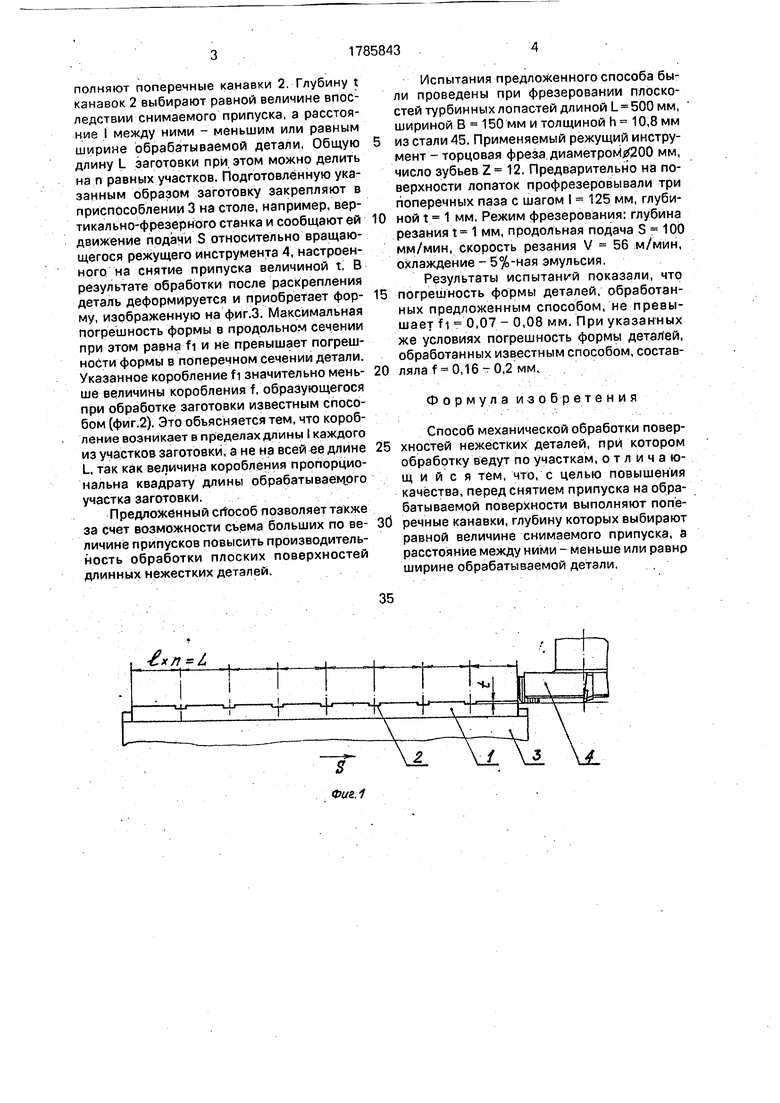
На фиг. 1. приведена схема реализации способа; на фиг.2 - схема коробления детали, обработанной известным способом; на фиг.З - схема коробления детали, обработанной предлагаемым способом.
Сущность способа заключается в следующем.
На длинной нежесткой заготовке 1 перед обработкой ее плоской поверхности вы(А С
v«
со
ел
00
со
полняют поперечные канавки 2. Глубину t канавок 2 выбирают равной величине впоследствии снимаемого припуска, а расстояние I между ними - меньшим или равным ширине обрабатываемой детали, Общую длину L заготовки при этом можно делить на п равных участков. Подготовленную указанным образом заготовку закрепляют в приспособлении 3 на столе, например, вертикально-фрезерного станка и сообщают ей движение подачи S относительно вращающегося режущего инструмента 4, настроенного на снятие припуска величиной t В результате обработки после раскрепления деталь деформируется и приобретает форму, изображенную на фиг.З. Максимальная погрешность формы в продольном сечении при этом равна fi и не превышает погрешности формы в поперечном сечений детали. Указанное коробление fi значительно меньше величины коробления f, образующегося при обработке заготовки известным способом (фиг.2). Это объясняется тем, что коробление возникает в пределах длины I каждого из участков заготовки, а не на всей ее длине L, так как величина коробления пропорциональна квадрату длины обрабатываемого участка заготовки.
Предложенный сгТособ позволяет также за счет возможности съема больших по величине припусков повысить производительность обработки плоских поверхностей длинных нежестких деталей.
0
5
0
5
6
Испытания предложенного способа были проведены при фрезеровании плоскостей турбинных лопастей длиной L 500 мм, шириной В 150 мм и толщиной h 10,8 мм из стали 45. Применяемый режущий инструмент - торцовая фреза диаметрому200 мм, число зубьев Z 12. Предварительно на поверхности лопаток профрезеровывали три поперечных паза с шагом I 125 мм, глубиной t 1 мм. Режим фрезерования: глубина резания t 1 мм, продольная подача S 100 мм/мин, скорость резания V 56 м/мин, охлаждение -5%-ная эмульсия.
Результаты испытаний показали, что погрешность формы деталей, обработанных предложенным способом, не превышает f ,07 - 0,08 мм. При указанных же условиях погрешность формы деталей, обработанных известным способом, составляла f 0,16- 0,2 мм.
Формула изобретения
Способ механической обработки поверхностей нежестких деталей, при котором обработку ведут по участкам, отличающийся тем, что, с целью повышения качества, перед снятием припуска на обрабатываемой поверхности выполняют поперечные канавки, глубину которых выбирают равной величине снимаемого припуска, а расстояние между ними - меньше или равно ширине обрабатываемой детали.
Фиг
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ НЕЖЕСТКИХ ЗАГОТОВОК | 2001 |
|
RU2198769C2 |
| Способ механической обработки нежесткой детали инженера Лутова | 1989 |
|
SU1789321A1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ НЕЖЕСТКИХ ЭЛЕМЕНТОВ ЗАГОТОВОК | 2009 |
|
RU2410207C1 |
| Способ обработки нежестких деталей | 1990 |
|
SU1750857A1 |
| СПОСОБ ОБРАБОТКИ КРУПНОГАБАРИТНЫХ НЕЖЕСТКИХ ДЕТАЛЕЙ С ДВУХСТОРОННИМ РАСПОЛОЖЕНИЕМ РЕБЕР ЖЕСТКОСТИ | 1991 |
|
SU1792016A1 |
| Способ строгания нелинейных поверхностей тонкостенных деталей лопаточных машин и инструмент для его реализации | 2023 |
|
RU2818545C1 |
| Способ односторонней механической обработки нежестких деталей | 1990 |
|
SU1757787A1 |
| СПОСОБ ОБРАБОТКИ МОНОКОЛЕС | 2010 |
|
RU2429949C1 |
| Способ обработки поверхностей нежестких деталей | 1975 |
|
SU530759A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕЖЕСТКОЙ ДЕТАЛИ | 2014 |
|
RU2589957C2 |

Изобретение относится к области металлообработки и может быть использовано при обработке длинномерных нежестких деталей, нап ример плоскостей турбинных лопастей. Целью изобретения является повышение качества обработки. Способ заключается в удалении слоя припуска с поверхности заготовки режущим инструментом, например путем фрезерования, строгания или шлифования. До указанной обработки на поверхности заготовки выполняют поперечные канавки, глубину которых выбирают равной величине снимаемого припуска, а расстояние между ними равно или меньше ширины обрабатываемой детали. 3 ил.
ФигЗ
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ НЕЖЕСТКИХ ПЛОСКИХ ЗАГОТОВОК | 0 |
|
SU263386A1 |
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
