Известны гидрокопировально-фрезерные станки, включающие в себя поворотные фрезерные головки с цилиндрическими фрезами, обрабатывающими одновременно обе стороны пера лопасти воздушного винта и-, совершающими возвратно-поступательное с обратным холостым ходом, фрез движение по копиру сложной геометрической формы, представляющему собой эталон обрабатываемой детали.
Описываемый полуавтоматический гидрокопировально-фрезерный станок с упрощенной копировальной и следящей системами обеспечивает фрезерование по замкнутому циклу и оконтуровку перьев лопастей.:.
Это достигается путем осуществления копирования двумя однокоор-, динатными устройствами по объемному копиру в виде свернутой лопасти для поперечно-продольной обработки и устройством для копирования доворота лопасти, состоящим из плоского копира и следящей системы, а также заменой пространственных копиров плоскими, соответствующими контуру лопасти.
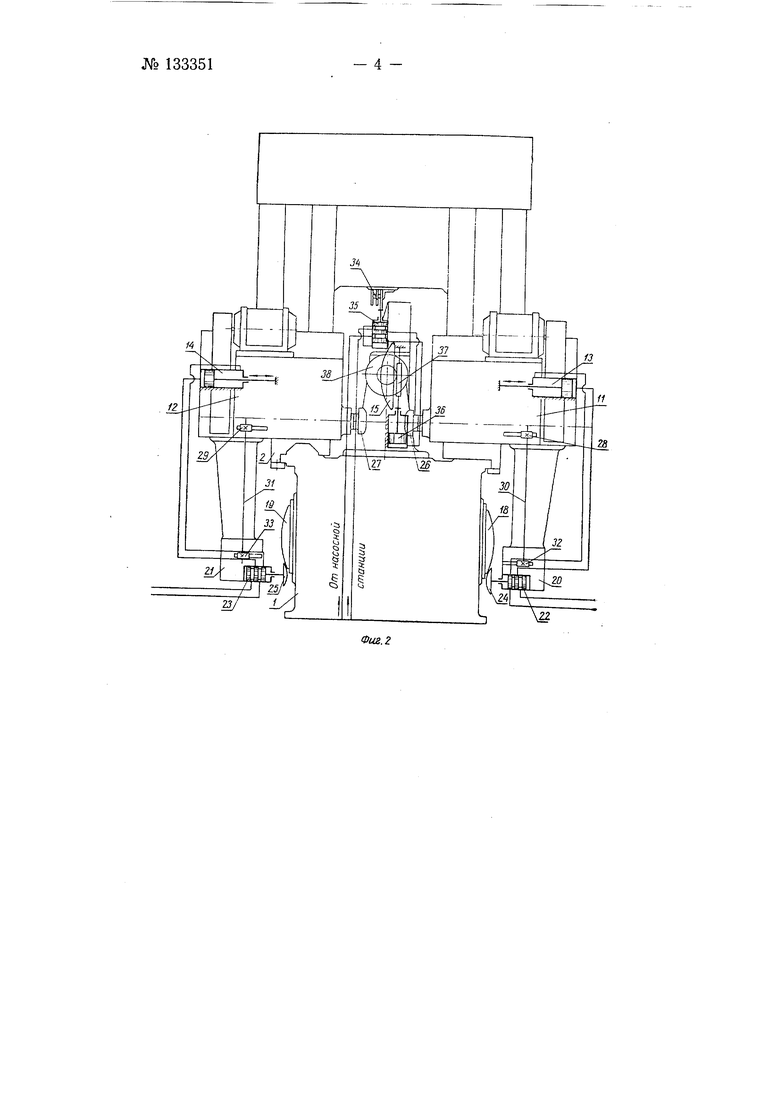
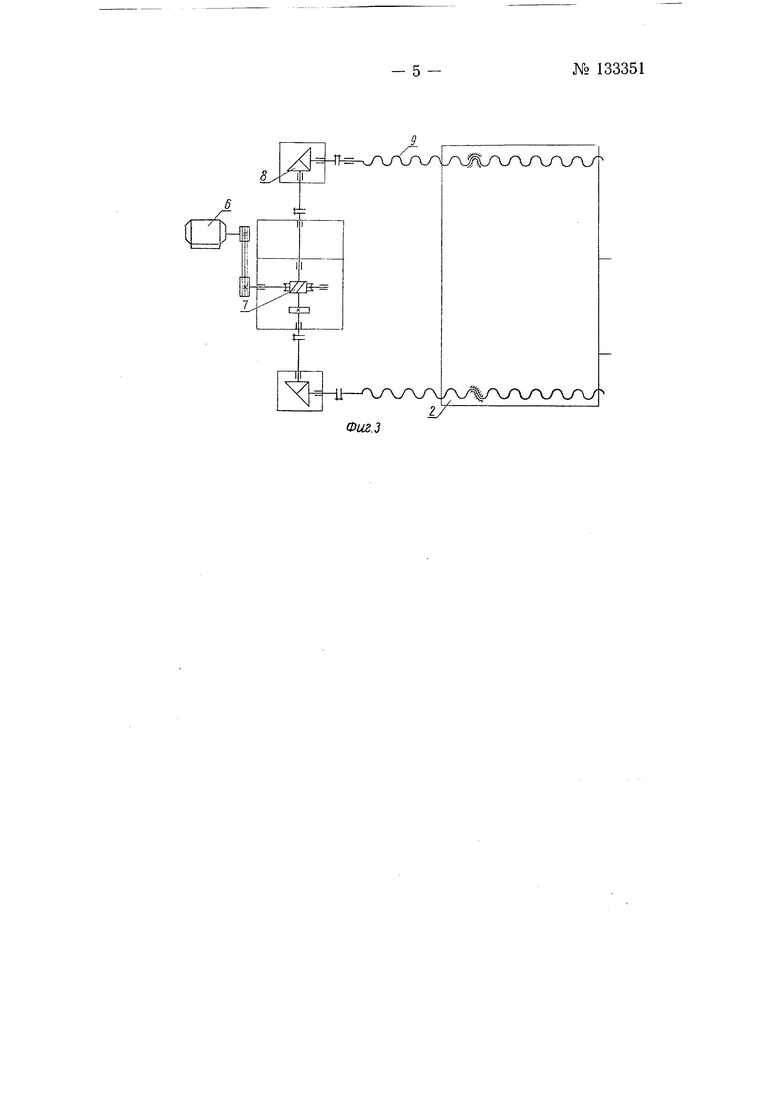
На фиг. 1 изображен общий вид станка в двух проекциях; на фиг. 2 - схема работы поперечной подачи и доворота лопасти на угол крутки; на фиг. 3 - схема продольной подачи каретки.
На станине / установлена подвижная каретка 2 продольной подачи с вертикальными направляющими 3, на которые устанавливаются крестовые салазки 4 и 5 вертикально-поперечной подачи. Каретка 2 посредством электродвигателя 6 и редуктора 7 через шестеренчатую коническую передачу 8 и винт 9 получает продольную подачу. Вертикальная импульсная подача фрезерных головок осуществляется от коробки 10 вертикальных подач. Поперечная следящая подача фрезерных головок, смонтированных на поперечных каретках // и /2, осуществляется от силовых гидроцилиндров 13 и 14 поперечной подачи.
Обрабатываемая деталь 15 устанавливается в пневмогидравлических растяжных зажимах бабок 16, 11, которые жестко крепятся к неподвижному столу станины /.
№ 133351- 2 -Объемные копиры 18, 19 в виде свернутой лонасти крепятся с боковых сторон станины /. Для осуществления обратной связи при копировании на каретках // и 12 устанавливаются суппорты 20 и 21 копировальных приборов 22, 23 со щупами 24, 25, имеющими размеры и форму шаровых фрез 26, 27- На суппортах 20 и 21 установлены устройства обратной связи, выполненные в виде реечных передач 28, 29 воспринимающий поперечные перемещения кареток 11, 12 с фрезерными головками и связанных при помощи валов 30, 31 с реечными передачами 32, 33 копировальных приборов 22, 23.
Для получения крутки пера в бабке 16 монтируется механизм доворота лопасти, состоящий из установленного на каретке 2 набора листовых копиров 34 с копировальным прибором 35 доворота лопасти 15 на угол закрутки. Копировальный прибор 35 взаимодействует с силовым гидроцилиндром 36, который через зубчатую рейку 57 воздействует на зубчатое колесо 38, установленное на щпинделе бабки 16 доворота лопасти /5.
Для обработки кромок лопасти 15 вместо объемных копиров 18 и 19 устанавливаются плоские листовые копиры (на чертежах не показаны), профили которых соответствуют развернутым профилям кромок лопасти.
П р е д м е т и 3 о б р е т е н и я
1.Полуавтоматический гидрокопировально-фрезерный станок, например, для обработки лопастей воздушных винтов, включающий в себя механизм для одновременной двухсторонней обработки лопастей, отл ичающийся тем, что, с целью обеспечения фрезерования или щлифования по замкнутому циклу с обеспечением требуемой точности, а также упрощения копировальной и следящих систем путем осуществления копирования двумя однокоординатными устройствами, он выполнен с монтируемыми на станине пространственными шаблонами для поперечнопродольной обработки лопасти и устройством для копирования доворота лопасти, состоящим из плоского копира и следящей системы, а также пневмогидравлическим устройством зажима и растяжки лопасти.
2.Станок по п. I, отличающийся тем, что, с целью обеспечения работ по оконтуровке лопастей, он взамен пространственных копиров, оборудуется плоскими копирами, соответствующими коптуру лопасти.
12,
Т
О-«
1Г

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки пера лопасти воздушного винта | 1959 |
|
SU132078A1 |
| ГИДРОКОПИРОВАЛЬНЫЙ ФРЕЗЕРНЫЙ ПОЛУАВТОМАТ | 1972 |
|
SU329961A1 |
| Полуавтоматический электрокопировальный фрезерный станок для обработки фасонных контуров больших размеров, в частности самолетных шаблонов | 1948 |
|
SU86730A1 |
| Копировально-фрезерный станок по дереву | 1958 |
|
SU115390A1 |
| Копировально-фрезерный станок | 1960 |
|
SU141366A1 |
| Фрезерный станок для обработки коленчатых валов | 1972 |
|
SU516476A1 |
| Гидрокопировальный фрезерный станок | 1978 |
|
SU768571A1 |
| СПОСОБ КОПИРОВАЛЬНОЙ ОБРАБОТКИ, КОПИРОВАЛЬНЫЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК "КТФ-1 МЕК" | 2007 |
|
RU2368484C2 |
| Станок для обработки концов труб | 1982 |
|
SU1065088A1 |
| ТОКАРНО-РЕВОЛЬБЕРНЫЙ КОПИРОВАЛЬНЫЙ СТАНОК | 1968 |
|
SU217864A1 |