(54) ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОДНОВРЕМЕННОП ДВУХСТОРОННЕЙ ОБРАБОТКИ КРУПНОГАБАРИТНЫХ ЛОПАТОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для двухстороннего шлифования деталей аэродинамического профиля абразивными лентами | 1978 |
|
SU905009A1 |
| ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 1971 |
|
SU299336A1 |
| Копировальный станок для одновременной обработки спинки и корыта лопатки | 1959 |
|
SU124332A1 |
| Способ ленточного шлифования и лен-ТОчНОшлифОВАльНый CTAHOK | 1976 |
|
SU831567A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU613887A1 |
| Ленточно-щлифовальный станок для обработки лопаток газотурбинных двигателей | 1977 |
|
SU865624A2 |
| УНИВЕРСАЛЬНЫЙ ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 2014 |
|
RU2555290C1 |
| Копировальный станок | 1979 |
|
SU876383A2 |
| Ленточно-шлифовальный станок | 1991 |
|
SU1797561A3 |
| Ленточно-шлифовальный станок для обработки пера лопаток | 1977 |
|
SU745656A1 |
1
Изобретение относится к технологии абразивной обработки и может быть использовано для шлифования пера лопаток газотурбинных двигателей, паровых и газовых турбин шлифовальными лентами.
Известен ленточно-шлифовальный полуавтомат для одновременной двухсторонней обработки пера лопасти, например, воздушного винта, включающий крестообразную станину, совершающий возвратно-поступательные движения стол с установленной на нем деталью и абразивные ленты, прижимаемые к детали двумя контактными роликами, установленными на поперечных ползунах и .выполненными в виде двух объемных кулачков с профилями,соответствующими профилям спинки и корыта. Привод контактных роликов кинематически связан с продольной подачей стола l.
Данный станок из-за наличия двух ленточно-шлифовальных головок/ расположенных с различных сторон обрабатываемой детали/ имеет значительные габариты, что вызывает как непроизводительное использование площадей, так и неудобство эксплуатации станка.Для смены лент рабочему необходимо обогнуть станину со -стороны передней либо задней бабок.
Цель настоящего изобретения - упрощение конструкции (уменьшение габаритов и улучшение условий эксплуатации станка).
Поставленная цель достигается тем что в известном станке, содержащем станину, совершающий возвратно-поступательные перемещения вертикальный суппорт, на котором в верхнем и нижнем приспособлениях закреплена деталь, и шлифовальную ленту, установленную на приводном и натяжном роликах и прижимаемую к детали установленными на поперечных суппортах сопряженно-профильными контактными копирами, поворот которых кинематически связан с продольной подачей детали, приводной и натяжной ролики установлены на вертикальном суппорте, соответственно, над верхним и под нижним приспособлениями для крепления детали, а шлифовальная лента установлена на приводной и натяжной ролики абразивным покрытием внутрь.
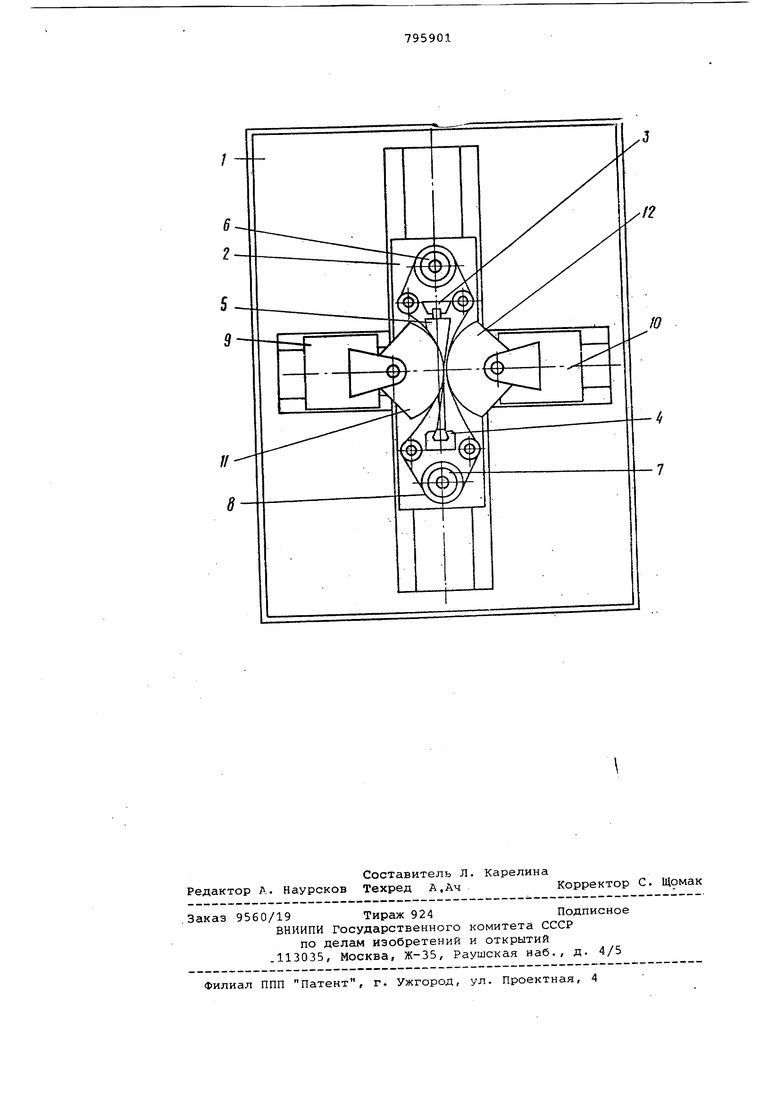
На чертеже схематично изображен станок.
Станок содержит станину 1, вертикальный суппорт 2 с верхним 3 и ниж. ним 4 приспособлениями для крепления лопатки 5. На суппорте 2 над верхним 3 и под нижним 4 приспособлениями установлены, соответственно, приводной б и натяжной 7 ролики, на которые надевается шлифовальная лента 8 абразивным покрытием внутрь. Лента 8 прижимается к лопатке 5 установленными на поперечных суппортах 9 и 10 сопряженно-профильными копирами 11 и 12, Поворот копиров 11 и 12 связан с перемещением лопатки 5.
Станок работает следующим образом.
Обрабатываемую лопатку 5 устанавливают в верхнее 3 и нияснее 4 приспособления и закрепляют. Шлифовальную ленту 8 надевают на приводной б и натяжной 7 ролики абразивным покрытием внутрь. После нажатия кнопки, Пуск начинает вращаться приводнойролик б. Поперечные суппорты 9 и 10 прижимают движущуюся шлифовальную ленту 8 с помощью сопряженно профильных копиров 11 и 12 к спинке и корыту обрабатываемой детали 5. Вертикальное перемещение суппорта 2 с установленными на нем деталью 5 и шлифовальной лентой 8 связано с поворотом копиров 11 и 12. После обработки всей поверхности лопатки 5 производится отвод поперечных суппортов 9 и 10 и станок выключается.
Станок по сравнению с известными позволяет в 1,2-1,5 раза повысить .коэффициент использования производственных площадей и в 1,5-2 раза уменьшить вспомогательное время на замену лент.
Формула изобретения
Ленточно-шлифовальный станок для одновременной двухсторонней обработки крупногабаритных лопаток, содержащий станину, совершающий возвратнопоступательные перемещения вертикальный суппорт с расположенными на нем верхним и нижним приспособлениями для крепления детали, и шлифовальную ленту, установленную на приводном и натяжном роликах и прижимаемую к детали установленными на поперечны суппортах сопряженно-профильными копирами, поворот которых кинематически связан с продольной подачей детали, отличающийся тем, что, с целью упрощения конструкции, приводной и натяжной ролики установлены на вертикальном суппорте, соот ветственно, над верхним и под нижним приспособлениями для крепления детали, а шлифовальная лента установлена на приводной и натяжной ролики абразивным покрьатием внутрь.
Источники информации, принятые во внимание при экспертизе
