т
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки шероховатыхпОлОС | 1979 |
|
SU831229A1 |
| Способ прокатки полос на непрерывном прокатном стане | 1989 |
|
SU1650287A1 |
| Способ производства тонкой полосы | 2019 |
|
RU2701322C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ НА НЕПРЕРЫВНОМ СТАНЕ | 2010 |
|
RU2433004C1 |
| Способ непрерывной прокатки полос | 1980 |
|
SU1044348A1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕОЦИНКОВАННОГО ПРОКАТА | 2015 |
|
RU2596565C1 |
| Способ прокатки полос | 1989 |
|
SU1690868A1 |
| Способ прокатки полос | 1985 |
|
SU1242267A1 |
| СПОСОБ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ПОЛОС | 2012 |
|
RU2499641C1 |
| СПОСОБ ПРОИЗВОДСТВА IF-СТАЛИ | 2008 |
|
RU2366730C1 |

СПОСОБ ПРОКАТКИ ПОЛОСОВОЙ СТАЛИ, включающий накладывание по меньшей мере двух полос одна на другую, прикладывание к каждой полосе переднего и заднего натяжеНий и обжатие в общем очег деформации, отличающийся тем, что, с целью снижения энергозатрат при одновременном повьаиении точности готового проката, в процессе накладывания полосы направляют навстречу друг другу вдоль оси прокатки, а прокатку ведут в асимметричном режиме натяжений. ,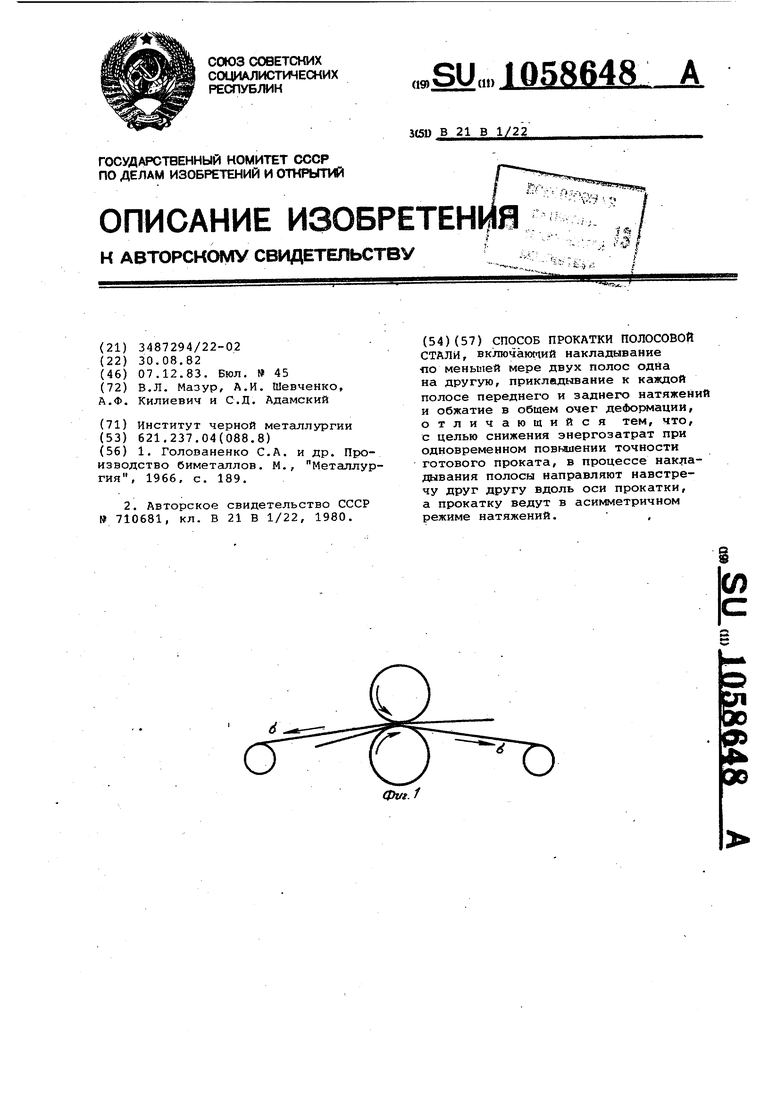
Изобретение относится к прокатному производству.
Известен способ прокатки полосовой стали, в процессе которого две полосы накладывают одну на другую и подвергают их совместной деформации IjlJ.
Недостатком известного способа является повышенная разнотолщинност прокатываемых полос.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ прокатки полосовой стали, включающий, накладывание по меньшей мере двух полос одна на другую, прикладывание к каждой полосе переднего и заднего натяжений и обжатие в общем очаге деформации 2 .
Недостаток способа - повьлченный расход энергии на деформацию металл
Цель изобре ения - снижение энергозатрат при одновременном повышении точности готового проката.
Поставленная цель достигается тем, что согласно способу прокатки полосовой стали, включающему накладывание по меньшей мере двух полос одна на другую,. прикладывание к каждой полосе переднего и заднего натяжений и скбжатие в общем очаге деформации, в-процессе накладывания полосы направляют навстречу друг другу вдоль оси прокатки,,- а прокатку ведут в асимметричном режиме натяжений.
На фиг. 1 изображена начальная стгдия наложения полос; на фиг. 2 установившийся процесс прокатки наложенных полос; на фиг. 3 и 4 то же, при количестве наложенных полос более двух.
При прокатке сдвоенных полос в валках одинакового диаметра с одинаковым состоянием поверхности и
вращающихся с одинаковыми окружными скоростями обе полосы, к которым прложены симметричные усилия натяжения, выходят из очага деформации с одинаковыми скоростями и, как правило, разными. В этих условияхпрокатка сдвоенных полос идентична прокатке одной полосы двойной тсетщины, т.е. полосы, толщина которой равна суммарной толп1ине сдваиваемых полос.
Однако в процессе прокатки сдвоеных полос возможно использование эффекта несимметричной деформации, который отсутствует при прокатке одной полосы. А именно при прокатке сдвоенных полос можно реализовать новый вид Несимметричной деформации металла - при разноименном натяжении верхней и нижней полос в пакете
При асимметри-чном по условиям натяжения процессе прокатки сдвоенных полос {к одной из полос прикладывают натяжение на входе в очаг деформации, а к другой полосе - на выходе из очага деформации) обе полосы выходят из очага деформации , Скорости выхода металла из очага деформации в точках контакта с верхним и нижним валками одинаковы (межслойного проскальзывания сдвоенных полос в очаге деформациинет). Однако, полоса, к которой натяжение приложено со стороны выхода из очага деформации, стремится выходить с большей скоростью и увлечь засобой полосу, к которой натяжени приложено с входной стороны очага деформации. В результате по толщине обеих полос возникают области поперечного сдвига. Дополнительные касательные усилия со стороны верхней и нижней полос в очаге деформации равны по величине и противополоны по направлению. Эти допохшительные растягивающие напряжения и приводят к снижению усилия прокатки сдвоенных полос и повыйиен-ию коэффициента полезного действия этого .процесса, уменьшению расхода энерги на прокатку.
Эффективность процесса прокатки наложенных полос по предлагаемому способу более высока посравнению с прокаткой по известному спосЬбу по следующим причинам. При создании неси;мметричности приложения нат.чжения к одной и другой полосам в процессе прокатки сдвоенных полос снижается усилие прокатки. Поскольку предел текучести прокатываемого металла остается неизменным, то значение коэффициента напряженного состояния (отношения величины контактного давления к величине предела текучести деформируемого металла) оказывается меньшим, чем при прокатке по обычному способу, при симметричности приложения натяжения к обеим полосам в пакете. В свою очередь, коэффициент напряженного состояния деформируемого металла определяет величину коэффициента отпечатываемости шероховатости валков на поверхности полосы и значение Коэффициента внешнего тре.ния при прокатке. Известно, что и значение коэффициента BjiemHero с уменьшением коэффициента напряжённого состояния понижаются коэффициент отпечатываемости и коэффициент трения.
Снижение коэффициента трения вед к снижению сил трения (контактных касательных напряжений) на контакте поверхностей валков и деформируемых полос, что приводит к уменьшению расхода энергии, затрачиваемой на преодоление трения в очаге деформации, а, следовательно, к повышению КПД Процесса прокатки. Предваритель
наложенные полосы подката деформируют валками прокатного стана и натягивают их путем приложения усилия к одной из Входящих в валки полосе, а на выходе из валков - ко второй полосе. Описанны режим натяжения полос можно осуществить либо при помощи специальных на.тяжных устройств, установленных с обеих сторон прокатной клети и натягивающих соответственно одну полосу со стороны входа .металла в валки и другую - со стороны выхода, либо сматывая каждую полосу с отдельного разматывателя и наматывая на отдельную моталку
Практика холодной прокатки поло на эксплуатируемых листовых станах показывает, что величина натяжения полосы не должна превышать 0,4 6t , где 6т - предел текучести прокаты-, ваемого металла. При натяжениях, превышающих эту величину, резко возрастает опасность порыва полосы Натяжение величиной, менее 0,056т, практически не отражается на процессе прокатки. Поэтому такое значение натяжения рационально принят за нижний уровень. Таким образом, величина натяжения, прикладываемая к каждой полосе, должна находиться в пределах (0,05-0,4)67. Если натяжение прикладывается во входном сечении очага деформации, то учитывается предел текучести сЗ-р металла, поступающего в очаг, - деформации. Для полосы, к которой натяжение прикладывается со стороны выхода из очага деформации, учитывается предел текучести прокатанного металла.
Как варианты предлагаемого способа предусматривается также возмоность несимметричной деформации не только двух, но и трех, четырех (более двух) полос. В последнем случае, в соответствии с предлагаемым способом, натяжение полос со входной или выходной сторон очага деформации должны чередоваться. Например, если к первой(верхн полосе приложено натяжение .со стороны входа в очаг деформации, то ко второй полосе в пакете г со стороны выхода, к следующей, третьей .полосе натяжение : прикладавается
рпять со стороны входа и т.д.
П р м е р. На стане дуо-кварто 200 проводят прокатку сдвоенных (наложенных) полос из стали 08 кп по известному и по предлагаемому Способам. Диаметр валков 260 мм. (Толщина обеих полос в пакете оди,наковая и составляет 1,0 мм. Суммарная толщина двух полос, задаваемых в прюкатные валки, составляет
0 2;0 мм. Степень деформации полос при прокатке составляет 34%. После выхода из валков каждая полоса имеет толщину 0,66 мм. Ширина полос остается неизменной и составляет 30 мм.
5
При прокатке по известному способу приложение натяжения к полосамсимметричное. Со входной стороны очага деформации к каждой полосе прикладывают натяжение величиной 60 МПа, с выходной стороны очага
0 деформации к каждой полосе прикладывают натяжение 65 МПа
При прокатке полос по предлагаемому способу к верхней полосе прикладывают натяжение величиной 120 МПа
5 со стороны входа в очаг деформации, а к нижней полосе прикладывают натяжение величиной 130 МПа со стороны выхода металла из очага деформации.
При прокатке как по известному,
0 так и по предлагаемому способу скорость прокатки б,8 м/с. Рабочие валки имеют насеченную повеохность с величиной шерохова.тости «ск 6fO мкм. В качестве смазки применяют масло
5 Индустриальное-20.
При прокатке полос по известному способу усилие прокатки 283 кН, а по предлагаемому способу - 272 к-Н Мощность, затрачиваемая на прокатку,
0 по известномуспособу,6,82 кВт, а по предлагаемому способу - 6,49 кВт.
При применении предлагаемого способа расход энергии на прокатку Нс1ложенных (сдвоенных) полос может быть уменьшен примерно на 3-5%. Энер5гозатраты при производстве 1 т лис та в цехе холодной прокатки 1 р. 13 коп. Энергозатраты на произво рство 1 .т листовой стали способом прокатки наложенных полос 1 р. Тогда при
0 объеме производства проката в цехе 1 млн.т, эконог таческий эффе.кт от применения предлагаемого способа составляет 30 тыс.р.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Голованенко С.А | |||
| и др | |||
| Производство биметаллов | |||
| М., Металлургия, 1966, с | |||
| Питательный кран для вагонных резервуаров воздушных тормозов | 1921 |
|
SU189A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ прокатки полосовой стали | 1978 |
|
SU710681A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
