1
Изобретение относится к машиностроению, а именно к отделочно-упрочняющей совмещенной обработке резанием и поверхностно-пластическимдеформированием(ППД) комбинированными инструментами, и может быть использовано при обработке деталей на станках, имеющих систему автоматического (адаптивного) управления.
Цель изобретения - повышение точности обработки за счет изменения угла заклинивания между деформирующими элементами и деталью.
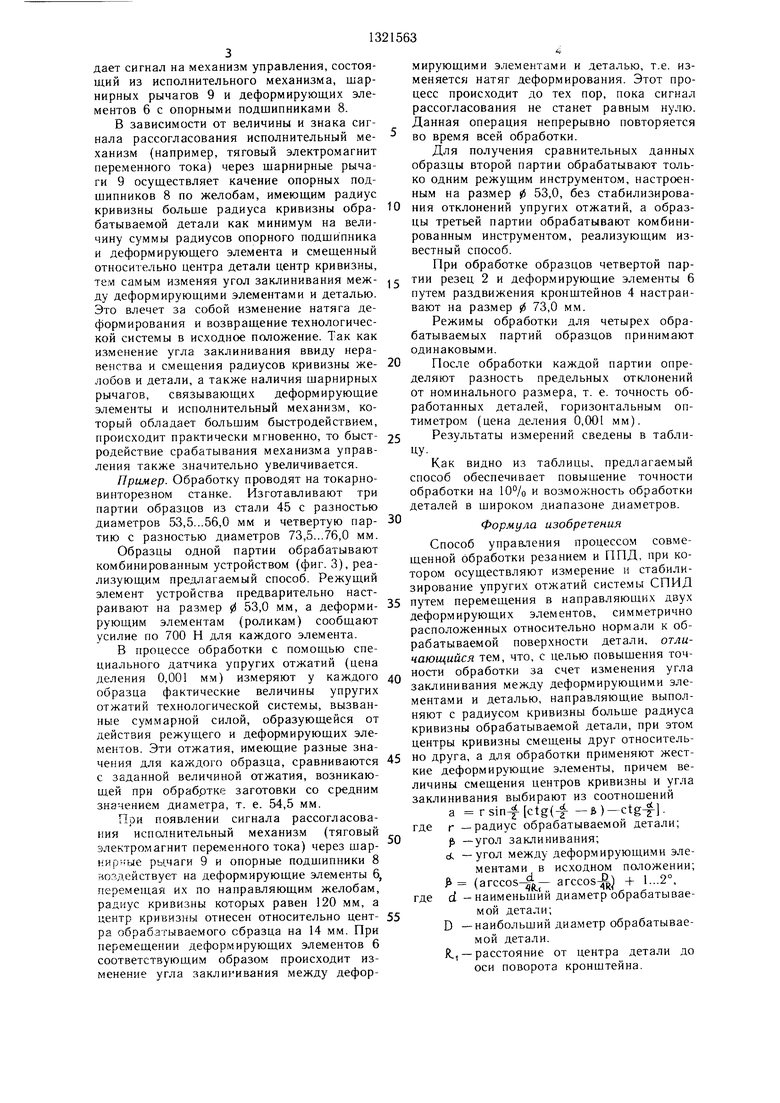
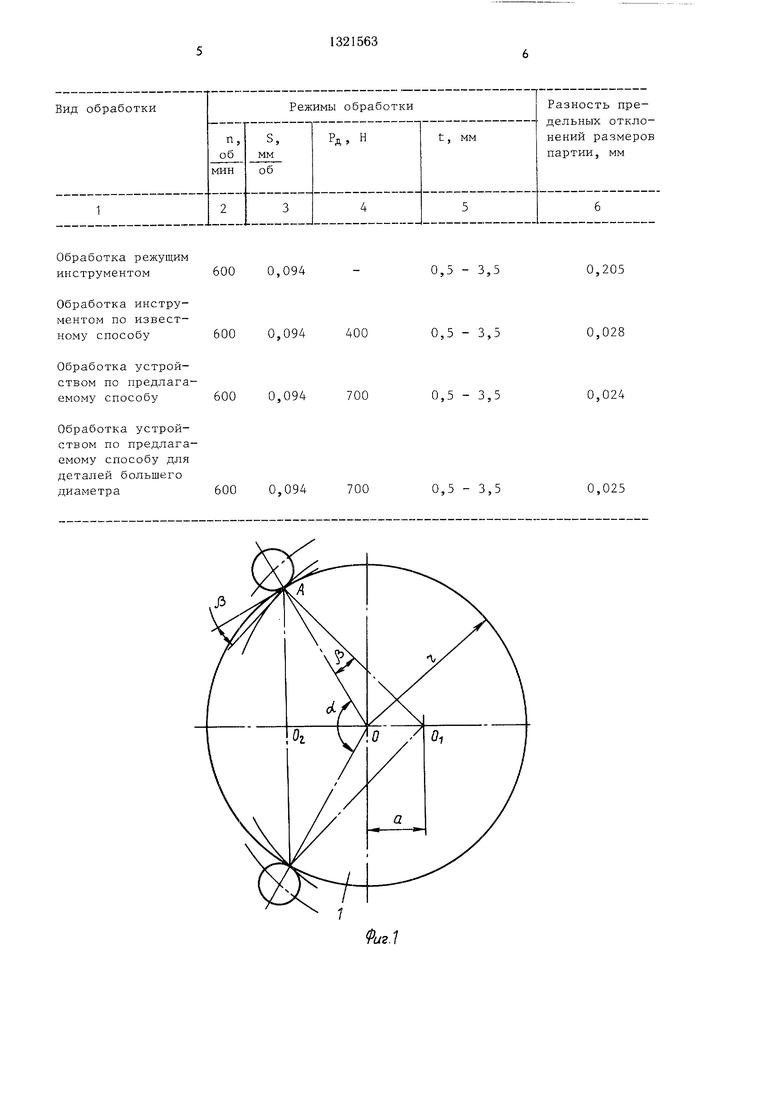
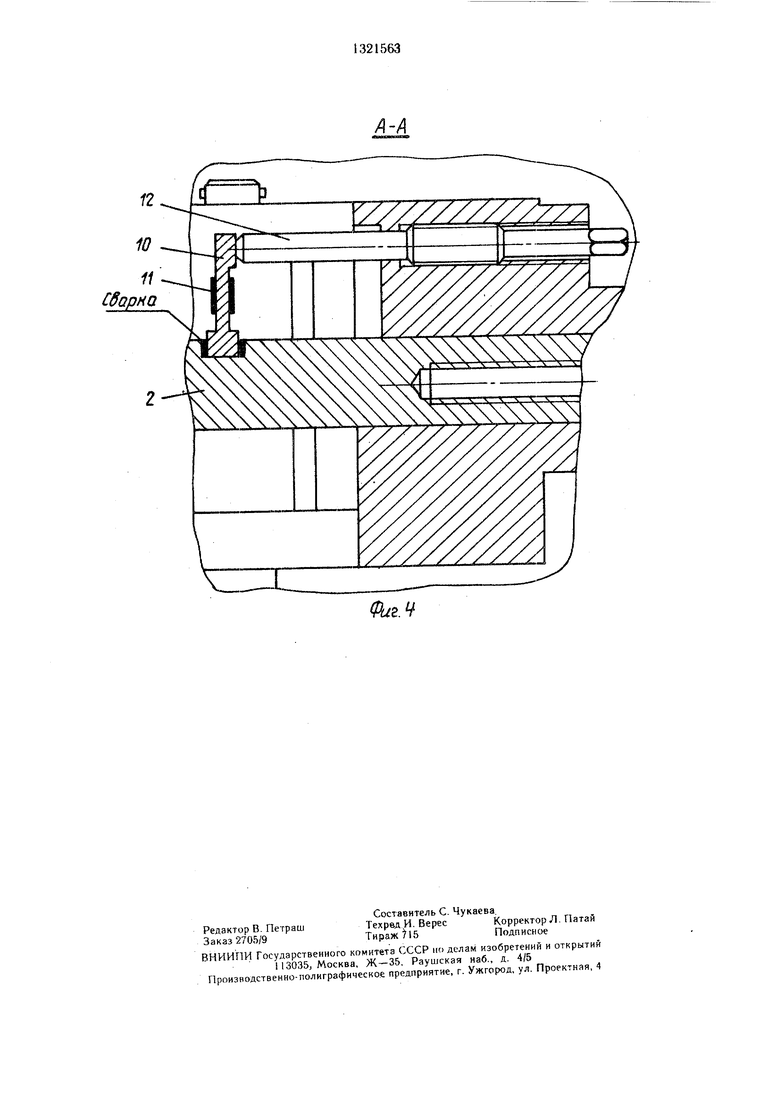
На фиг. 1 показана схема обработки, поясняющая вывод величины смещения центров кривизны; на фиг. 2 - схема обработки деталей в диапазоне от наименьшего и до наибольшего и поясняющая выбор величины угла заклинивания; на фиг. 3 - принципиальная схема устройства для осуществления способа, общий вид; на фиг. 4 - разрез А-А на фиг. 3.
Величину смещения центров кривизны направляющих желобов и обрабатываемой детали выбирают из соотношения.
а r-sin-f ctg(f ) - ctgf.
Обоснование выбора величины а заключается в следующем. Из точки А контакта деформирующего элемента с обрабатываемой деталью 1 (фиг. 1) опускаем на горизонтальную ось перпендикуляр. Рассмотрим два треугольника лОгАО и AOjAd. ИзйОгАО определим
lOiAl r.cos(90° - Г-) r.sin4; (OjOI |Oj,Al-tg(90°---I-) r-sin.ctg|- ИзлОгАО, найдем
lOzO,i lOaA|tg(9()° - |- +). Под,ставим значение lOjAl, получим (,1 r-sin-f-.ctg(4 -В). Тогда после вычитания из , значения 1Ог.О1 получим искомую величину а смещения центров кривизны а lOiO.l- lOaOl r.sin4-ctg( -) - -psinf.ctgl r.sin-|- ctg(f--)- -ctgf.
Величину угла заклинивания при работе деталей в диапазоне диаметров от D до d выбирают из следующих соображений (фиг. 2).
При обработке детали большего диаметра D деформирующие элементы контактируют с деталью в точках А, и А, . Из треугольника ОА, В определяем угол у .
R, R4 R - 2RR,-cosv. Отсюда
гпч Ч И- К- -Rf . к. - К.
ZRR, 2IiRi 2R.,
где Ri - расстояние от центра детали до оси поворота кронштейна;
или ij) arccos .
R - наибольший радиус обрабатываемой детали.
При обработке детали наименьшего диаметра d деформирующие элементы контактируют с деталью в точках А и А . Из ДОАВ определяем угол f аналогичным образом.
Угол заклинивания деформирующего элемента с деталью в диапазоне типоразмеров от D до d равен разности углов f и Y плюс 1...2°, необходимых для того, чтобы начался процесс заклинивания, т.е. 0 (. ) + 1...2°
или
(arccos| --arccos-) + 1...2°.
После замены радиусов на диаметры имеем,
5 (arccos-4: arccos-) -fl...2°.
Устройство (фиг. 3) содержит корпус, в котором с одной стороны находится резец 2, имеюший возможность регулировки, а с другой - исполнительный механизм в
Q виде, например, тягового электромагнита переменного тока. В корпусе на осях 3 расположены два кронштейна 4, в которых выполнены направляющие односторонние желоба. В кронштейнах 4 со стороны, противоположной осям 3, запрессованы пальцы 5,
5 входящие в пазы корпуса инструмента. Усилия деформирования, необходимые для упрочнения поверхностного слоя и стабилизирования упругих отжатий технологической системы, создаются двумя деформирующими элементами 6, которые через оси 7 насажены на опорные подшипники 8, взаимодействующие с желобами кронштейнов 4. Оси деформирующих элементов 6 соединены рычагами 9 шарнирно с приводом механизма управления.
5 Односторонние желоба имеют радиусы кривизны больше радиуса кривизны обрабатываемой детали как минимум на величину суммы радиусов опорного подшипника и деформирующего элемента и смещенный относительно центра детали центр кривиз0 ны. В противном случае, когда радиусы кривизны желобов меньше радиуса обрабатываемой детали и центры кривизны не смещены, наблюдается склонность механизма управления к колебаниям и появляется пере5 регулирование стабилизируемой величины, что значительно снижает точность обработки.
В резец 2 (фиг. 4) заделана упругая балочка 10, на которую наклеены датчики 11 упругих отжатий, сигналы от которых
0 настраиваются на нуль винтом 12.
Способ осуществляют следующим образом.
Изменение отклонений упругих отжатий технологической системы, возникающих от изменения условий обработки, контролируется датчиками 11. Система адаптивного управления, имеющаяся на станке, регистрирует величину отжатий, сравнивает с заданной и при наличии их рассогласования по0
5
дает сигнал на механизм управления, состоящий из исполнительного механизма, шарнирных рычагов 9 и деформирующих элементов 6 с опорными подшипниками 8.
В зависимости от величины и знака сигнала рассогласования исполнительный механизм (например, тяговый электромагнит переменного тока) через шарнирные рычаги 9 осуществляет качение опорных подшипников 8 по желобам, имеющим радиус
мирующими элементами и деталью, т.е. изменяется натяг деформирования. Этот процесс происходит до тех пор, пока сигнал рассогласования не станет равным нулю. Данная операция непрерывно повторяется во время всей обработки.
Для получения сравнительных данных образцы второй партии обрабатывают только одним режущим инструментом, настроенным на размер ф 53,0, без стабилизировакривизны больше радиуса кривизны обра- Ю ния отклонений упругих отжатий, а образ- батываемой детали как минимум на вели-цы третьей партии обрабатывают комбиничину суммы радиусов опорного подшипникарованным инструментом, реализующим изи деформирующего элемента и смещенныйвестный способ.
относительно центра детали центр кривизны.При обработке образцов четвертой партем самым изменяя угол заклинивания меж- тии резец 2 и деформирующие элементы 6 ду деформирующими элементами и деталью.путем раздвижения кронштейнов 4 настраиЭто влечет за собой изменение натяга девают на размер 0 73,0 мм.
формирования и возвращение технологической системы в исходное положение. Так как изменение угла заклинивания ввиду неравенства и смещения радиусов кривизны же- 20 Лобов и детали, а также наличия шарнирных рычагов, связывающих деформирующие элементы и исполнительный механизм, который обладает большим быстродействием, происходит практически мгновенно, то быст- 25 родействие срабатывания механизма управления также значительно увеличивается.
Пример. Обработку проводят на токарно- винторезном станке. Изготавливают три партии образцов из стали 45 с разностью диаметров 53,5...56,0 мм и четвертую пар- 30 тию с разностью диаметров 73,5...76,0 мм.
Образцы одной партии обрабатывают комбинированным устройством (фиг. 3), реаРежимы обработки для четырех обрабатываемых партий образцов принимают одинаковыми.
После обработки каждой партии определяют разность предельных отклонений от номинального размера, т. е. точность обработанных деталей, горизонтальным оптиметром (цена деления 0,001 мм).
Результаты измерений сведены в таблицу.
Как видно из таблицы, предлагаемый способ обеспечивает повышение точности обработки на 10% и возможность обработки деталей в широком диапазоне диаметров.
Формула изобретения Способ управ тения процессом совмещенной обработки резанием и ППД, при котором осуществляют измерение н стабилизирование упругих отжатий системы СПИД
лизующим предлагаемый способ. Режущий элемент устройства предварительно наст- раивают на размер 0 53,0 мм, а деформи- 35 путем перемещения в направляющих двух рующим элементам (роликам) сообщают деформирующих элементов, симметрично усилие по 700 Н для каждого элемента.расположенных относительно нормали к об В процессе обработки с помощью спе- рабатываемой поверхности детали, отли- циального датчика упругих отжатий (цена чающийся тем, что, с целью повышения точ- деления 0,001 мм) измеряют у каждого 40 обработки за счет изменения угла образца фактические величины упругих отжатий технологической системы, вызванные суммарной силой, образующейся от действия режущего и деформирующих элементов. Эти отжатия, имеющие разные значения для каждого образца, сравниваются 45 но друга, а для обработки применяют жесткие деформирующие элементы, причем величины смещения центров кривизны и угла заклинивания выбирают из соотношений
а (-|- - Б)-ctg-| l. где г -радиус обрабатываемой детали;
заклинивания между деформирующими элементами и деталью, направляющие выполняют с радиусом кривизны больше радиуса кривизны обрабатываемой детали, при этом центры кривизны смещены друг относитель50
с заданной величиной отжатия, возникающей при обрабртке заготовки со средним значением диаметра, т. е. 54,5 мм.
При появлении сигнала рассогласования исполнительный механизм (тяговый электромагнит переменного тока) через шарнирные рычаги 9 и опорные подшипники 8 йоздействует на деформирующие элементы 6, перемещая их по направляющим желобам, радиус кривизны которых равен 120 мм, а центр кривизны отнесен относительно цент- 55 ра обрабатываемого образца на 14 мм. При перемещении деформирующих элементов 6 соответствующим образом происходит изменение угла заклинивания между дефорf, -угол заклинивания;
йч --угол между деформирующими элементами в исходном пагтожении;
f (arccos g - arccos + 1...2°, где d - наименьший диаметр обрабатываемой дета.ти;
D -наибольший диаметр обрабатываемой детали.
R,,- расстояние от центра детали до оси поворота кронштейна.
тии резец 2 и деформирующие элементы 6 путем раздвижения кронштейнов 4 настраивают на размер 0 73,0 мм.
Режимы обработки для четырех обрабатываемых партий образцов принимают одинаковыми.
После обработки каждой партии определяют разность предельных отклонений от номинального размера, т. е. точность обработанных деталей, горизонтальным оптиметром (цена деления 0,001 мм).
Результаты измерений сведены в таблицу.
Как видно из таблицы, предлагаемый способ обеспечивает повышение точности обработки на 10% и возможность обработки деталей в широком диапазоне диаметров.
Формула изобретения Способ управ тения процессом совмещенной обработки резанием и ППД, при котором осуществляют измерение н стабилизирование упругих отжатий системы СПИД
путем перемещения в направляющих двух деформирующих элементов, симметрично расположенных относительно нормали к обрабатываемой поверхности детали, отли- чающийся тем, что, с целью повышения точ- обработки за счет изменения угла но друга, а для обработки применяют жесткие деформирующие элементы, причем величины смещения центров кривизны и угла заклинивания выбирают из соотношений
заклинивания между деформирующими элементами и деталью, направляющие выполняют с радиусом кривизны больше радиуса кривизны обрабатываемой детали, при этом центры кривизны смещены друг относитель
f, -угол заклинивания;
йч --угол между деформирующими элементами в исходном пагтожении;
f (arccos g - arccos + 1...2°, где d - наименьший диаметр обрабатываемой дета.ти;
D -наибольший диаметр обрабатываемой детали.
R,,- расстояние от центра детали до оси поворота кронштейна.
Обработка режущим инструментом
Обработка инструментом по известному способу
Обработка устройством по предлагаемому способу
Обработка устройством по предлагаемому способу для деталей большего диаметра
0,5 - 3,5
0,205
400
0,5 - 3,5
0,028
700
0,5 - 3,5
0,024
700
0,5 - 3,5
0,025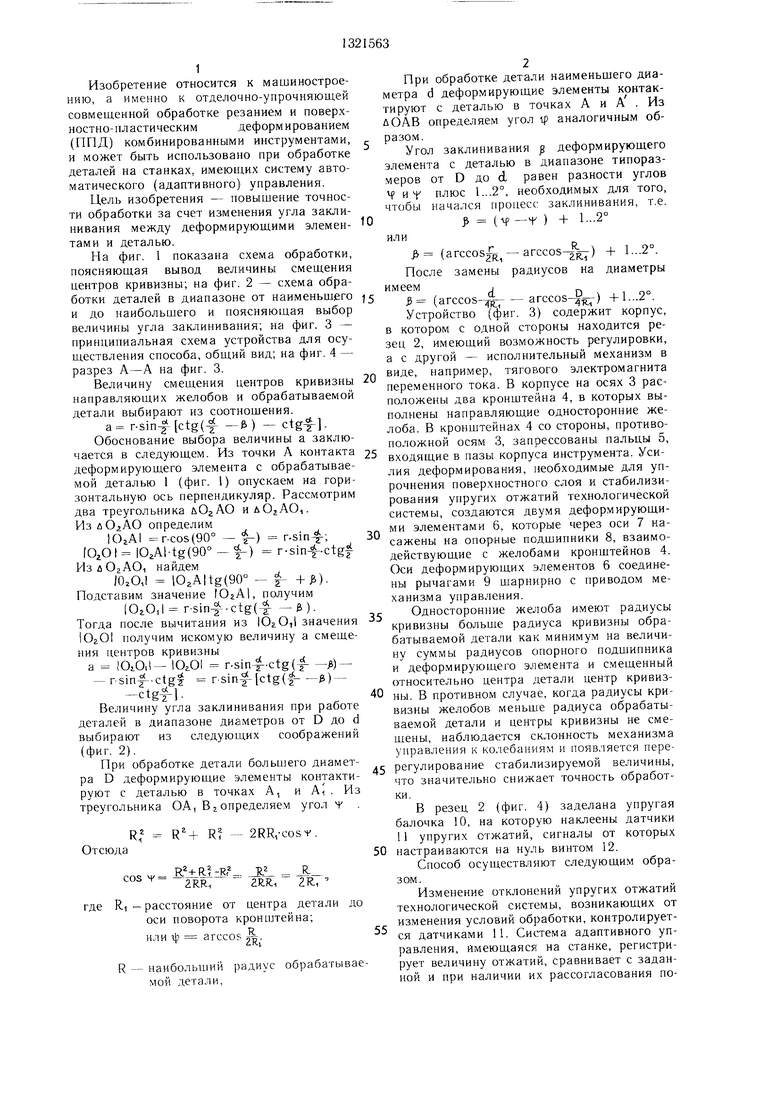
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом совмещенной обработки резанием и поверхностно-пластическим деформированием | 1985 |
|
SU1286396A1 |
| Способ управления процессом совмещенной обработки резанием и поверхностно-пластическим деформированием | 1984 |
|
SU1194658A1 |
| Способ управления процессом совмещенной обработки резанием и поверхностным пластическим деформированием | 1986 |
|
SU1444133A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ СОВМЕЩЕННОЙ ОБРАБОТКИ РЕЗАНИЕМ И ПОВЕРХНОСТНО-ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 1990 |
|
RU2036068C1 |
| Способ комбинированной обработки | 1991 |
|
SU1779559A1 |
| Комбинированный инструмент | 1979 |
|
SU872230A1 |
| Способ комбинированной обработки резанием и поверхностно-пластическим деформированием | 1991 |
|
SU1773701A1 |
| СПОСОБ ПОВЫШЕНИЯ УСТАЛОСТНОЙ ПРОЧНОСТИ СТАЛЬНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 2004 |
|
RU2277596C1 |
| СПОСОБ СОВМЕЩЕННОЙ ОБРАБОТКИ РЕЗАНИЕМ И ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ КОМБИНИРОВАННЫМ ИНСТРУМЕНТОМ | 1990 |
|
RU2038942C1 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ПРЕЦИЗИОННЫХ ДЕТАЛЕЙ МАЛОГО ДИАМЕТРА | 2021 |
|
RU2757776C1 |
Изобретение относится к области машиностроения и может быть использовано при совмещениой обработке деталей резанием и поверхностно-пластическим деформн ровйнием ка станках, имеющих систему адаптивного управления. Изобретение позволяет повысить точность обработки за счет увеличения быстродействия управления процессом. Для этого в процессе обработки непрерывно осуществляют измерение и стабили- зированне упругих отжатий системы СПИД путем перемещения двух деформирующих элементов, симметрично расположенных от- носнтельно нормали к обрабатываемой по- верхностн. Перемещение осуществляется по направляющим, выполненным с радиусом кривизны, большим радиуса кривизны обрабатываемой детали. За счет этого и смеще- йия центров кривизны друг относительио друга изменяется угол заклииивания между деформирующими элементами и деталью. 4 ил., i табл. i (Л со IN СП О) 
Л,
Й/г.2
fe.J
12
Фи.Ч
| Способ управления процессом совмещенной обработки резанием и поверхностно-пластическим деформированием | 1985 |
|
SU1286396A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
