11286396
Изобретение относится к машиностроению, а именно к отделочно-упрочня- ющей совмещенной обработке резанием и поверхностно-пластическим деформированием (ППД) комбинированными инструментами, и может быть использовано при обработке деталей на станках, имеющих систему автоматического (адаптивного) управления.-- - - .- ,
Цель изобретения - повьпиение каче- 0 /ОУ,/ /ОБ,/ cos/360 ,/ cos/3, ства обработки за счет постоянства то / XX, / /ОХ| /-/ОХ/ (/ОВ/-/ОБ,/)х усилий деформирования при стабилизации упругих отличий.
Величина диапазона изменения радиальной составляющей силы резания определится из соотношения
рц рч с4 - I / В векторном виде это выглядит
/ХХ,/./ОХ,/-/ОХ/. (2) Так как
/ОХ,/ -/ОХ/ /ХХ,, / /ОУ/-/ОУ,/ /Oy/ /OB/ COS/360 -p/ /OB/cos/5
20
На фиг.1 изображена схема, показывающая управление процессом совмещенной обработки по предлагаемому способу; на фиг.2 - зависимость изменения суммарного усилия деформирования от , углового расположения оси механизма управления относительно режущего эле мента при единичном изменении радиальной составляющей силы резания; на фиг.З - конструктивная, схема комбинированного инструмента, реализующего предлагаемый способ.
При изменении силы резания {фиг.1) Рр ( Рр, ОА,) величина проекций суммарных сил 2ГР и ГР, на ось ОУ остается постоянной ZPy ОД за счет изменения суммарной величины усилия деформирования ЕРд ( S Рд, ОВ ) . При постоянной проекции суммарной си- лы на ось ОУ упругие отжатия в системе СПИД вдоль этой оси будут также I постоянными. При таком условии рассе-- -5 ивание размеров партии заготовок весьма мало, а точность обработки высокая. Кроме того, достигается высокое качество обрабатываемой поверхности за счет того, что усилие деформирования на деформирующих элементах в процессе работы остается всегда постоян- . ным (оптимальным) Р, Рд const. Так как изменение суммарной величины усилия деформирования ZP. происходит за счет симметричного поворота деформирующих элементов, имеющих постоянное усилие деформирования, относительно оси механизма управления, перпендикуX cosjb.(3)
После перехода от векторного вида (3) к абсолютным величинам, получим ДРрЛ iZP cos|3. (4) Отсюда диапазон изменения суммарной величины усилия деформирования
uz:p,-V
А cosp
В то же время
ДГРд 1Рд-2РА,. Определим л Рд и 21Р
(5)
(6)
соответст25 Ъенно из треугольников ОСВ и OCjB,: ,2:Рд -1Р +Р -2РдРд. cos /180-2у-;
Г РАГ РА+РА-2РдРл-соз(180-2(об+р) ; Подставим в (6) и после ряда пре- образований получим
&2:Рл 2Рл-2Р1-соз/180- 2
,2Р2-2Р2. cos/180-2/06+ }f// 2Рд /cosjp- cos(oi,+y)/..
(7)
Подставим (7) в (5):
2P /cos f-cos(n) Определим из (8) уголо :
(8)
40
45
cosy-cos(oi4-p 25jf-;,
COS(ci.+ Jf)COS(j
Oi arccos (cos у
2РдСоз/3
2Рд- cosfi J
Эта величина угла об позволяет довернуть деформирующий элемент на сто- лько, что произойдет полное стабилизирование суммарной силы 21
лярной оси детали на угол об, то. обра- О для одновременного повьшений каче- ботанная поверхность формируется од- ства и точности обработанной поверхности за счет повьшения чувствительности системы управления ось механизновременно с высокой точностью и с
высоким заданным качеством.
ма управления смещают в направлении
Угол поворота деформирующих эле- 55 главного движения относительно режущего элемента на угол, лежащий в одном из трех диапазонов. Определим эти
ментов относительно оси механизма управления выбирают из следующих соображений (фиг,1).
диапазоны.
-- - - .- ,
/ОУ,/ /ОБ,/ cos/360 ,/ cos/3, то / XX, / /ОХ| /-/ОХ/ (/ОВ/-/ОБ,/)х
Величина диапазона изменения радиальной составляющей силы резания определится из соотношения
рц рч с4 - I / В векторном виде это выглядит
/ХХ,/./ОХ,/-/ОХ/. (2) Так как
/ОХ,/ -/ОХ/ /ХХ,, / /ОУ/-/ОУ,/ /Oy/ /OB/ COS/360 -p/ /OB/cos/5
/ОУ,/ /ОБ,/ cos/360 ,/ cos/3, то / XX, / /ОХ| /-/ОХ/ (/ОВ/-/ОБ,/)х
X cosjb.(3)
После перехода от векторного вида (3) к абсолютным величинам, получим ДРрЛ iZP cos|3. (4) Отсюда диапазон изменения суммарной величины усилия деформирования
20
uz:p,-V
А cosp
В то же время
ДГРд 1Рд-2РА,. Определим л Рд и 21Р
(5)
(6)
соответст25 Ъенно из треугольников ОСВ и OCjB,: ,2:Рд -1Р +Р -2РдРд. cos /180-2у-;
Г РАГ РА+РА-2РдРл-соз(180-2(об+р) ; Подставим в (6) и после ряда пре- образований получим
&2:Рл 2Рл-2Р1-соз/180- 2
,2Р2-2Р2. cos/180-2/06+ }f// 2Рд /cosjp- cos(oi,+y)/..
(7)
Подставим (7) в (5):
2P /cos f-cos(n) Определим из (8) уголо :
(8)
cosy-cos(oi4-p 25jf-;,
COS(ci.+ Jf)COS(j
Oi arccos (cos у
2РдСоз/3
2Рд- cosfi J
Эта величина угла об позволяет довернуть деформирующий элемент на сто- лько, что произойдет полное стабилизирование суммарной силы 21
диапазоны.
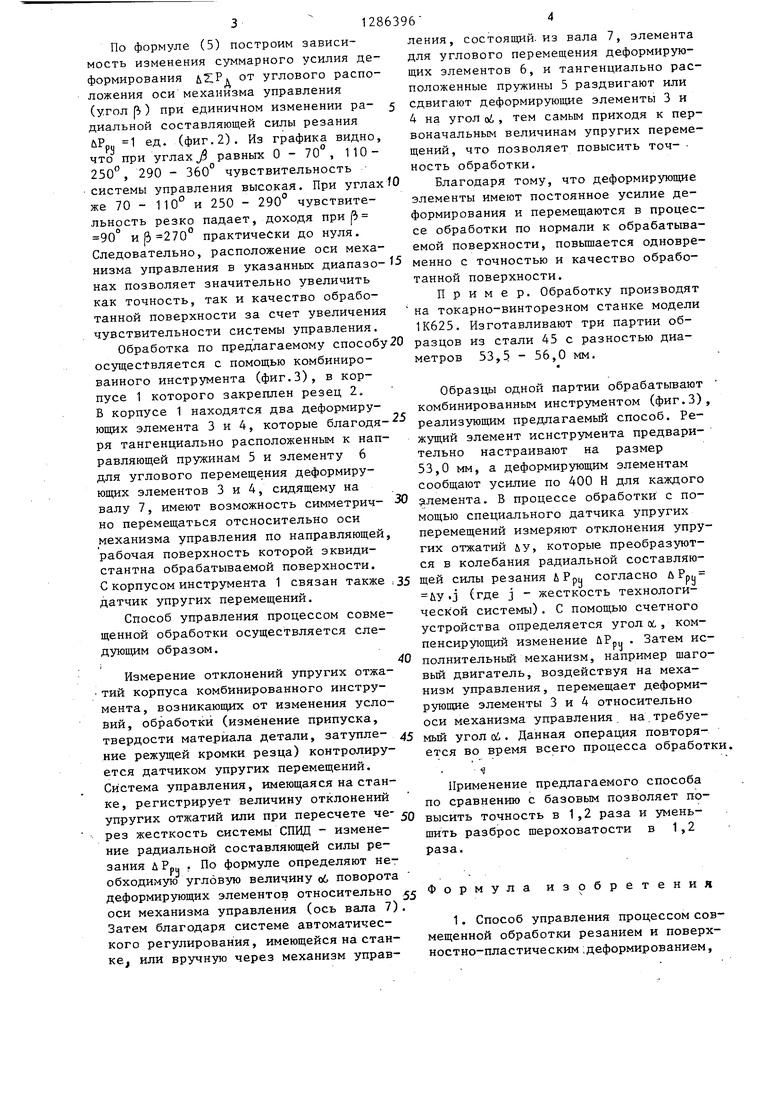
По формуле (5) построим зависимость изменения суммарного усилия деформирования bZPk от углового расположения оси механизма управления (угол р) при единичном изменении ра- j диальной составляющей силы резания ЬРр 1 ед. (фиг.2). Из графика видно, что при углах j5 равных О - 70 , 110- 250, 290 - ЗбО чувствительность
ления, состоящий, из вала 7, элемента для углового перемещения деформирующих элементов 6, и тангенциально расположенные пружины 5 раздвигают или сдвигают деформирующие элементы 3 и 4 на угол oi, тем самым приходя к первоначальным величинам упругих перемещений, что позволяет повысить точ- ность обработки.
Благодаря тому, что деформирующие элементы имеют постоянное усилие деформирования и перемещаются в процессе обработки по нормали к обрабатываемой поверхности, повышается одноврена токарно-винторезном станке модели 1К625. Изготавливают три партии обсистемы управления высокая. При углахШ же 70 - 110° и 250 - 290° чувствительность резко падает, доходя 90° и 3 270° практически до нуля. Следовательно, расположение оси механизма управления в указанных диапазо- 15 менно с точностью и качество обрабо- нах позволяет значительно увеличить танной поверхности.
как точность, так и качество обрабо- Пример. Обработку производят танной поверхности за счет увеличения чувствительности системы управления.
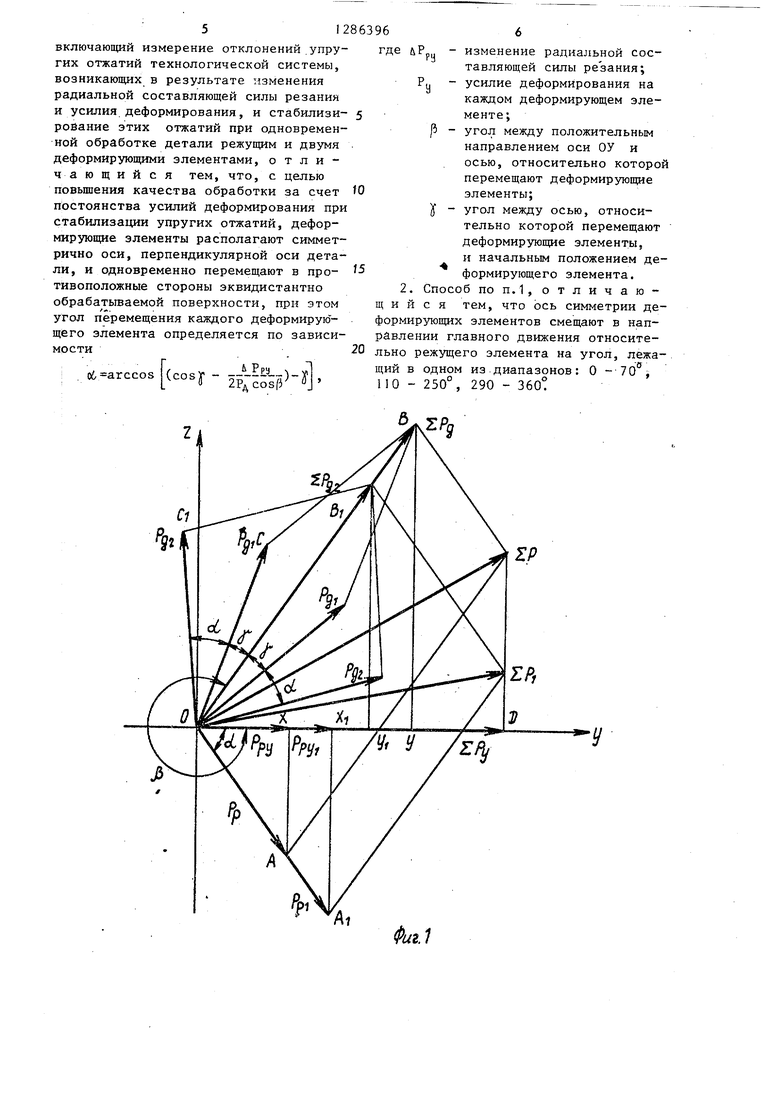
Обработка по предлагаемому способу20 разцов из стали 45 с разностью диа- ocyщectвляeтcя с помощью комбиниро- метров 53,5 - 56,0 мм. ванного инструмента (фиг.З), в корпусе 1 которого закреплен резец 2, Образцы одной партии обрабатьтают Б корпусе 1 находятся два деформиру- комбинированным инструментом (фиг.З), ющих элемента 3 и 4, которые благодя- реализующим предлагаемый способ. Ре- ря тангенциально расположенным к нап- жущий элемент иснструмента предвари- равляющей пружинам 5 и элементу 6 для углового перемещения деформирующих элементов 3 и 4, сидящему на валу 7, имеют возможность симметрично перемещаться отсносительно оси механизма управления по направляющей, рабочая поверхность которой эквидистантна обрабатываемой поверхности.
С корпусом инструмента 1 связан также ;35 щей силы резания йР датчик упругих перемещений..j
Способ управления процессом совме- ческой системы). С помощью счетного щенной обработки осуществляется еле- устройства определяется угол об, ком- дующим образом.пенсирующий изменение &.„ . Затем ис 40 полнительный механизм, например шагоИзмерение отклонений упругих отжа- двигатель, воздействуя на меха- тий корпуса комбинированного инстру- зм управления, перемещает деформительно настраивают на размер 53,0 мм, а деформирующим элементам сообщают усилие по 400 Н для каждого 30 элемента. В процессе обработки с помощью специального датчика упругих перемещений измеряют отклонения упругих отжатий &у, которые преобразуются в колебания радиальной составляюрц согласно йРрм- (где j - жесткость технологивий, обработки (изменение припуска.
рующие элементы 3 и 4 относительно оси механизма управления на требуетвердости материала детали, затупле- 5 мый уголок. Данная операция повторянне режущей кромки резца) контролиру- ется во время всего процесса обработки.
ется датчиком упругих перемещений. «
Система управления, имеющаяся на станПрименение предлагаемого способа по сравнению с базовым позволяет поке, регистрирует величину отклонении
Применение предлагаемого способа по сравнению с базовым позволяет поупругих отжатий или при пересчете че- 50 высить точность в 1 ,2 раза и умень- рез жесткость системы СПИД - измене- разброс шероховатости в 1,2 ние радиальной составляющей силы ре- ,
сз О d
зания д Рри . По формуле определяют необходимую угловую величину об поворота . деформирующих элементов относительно . Формула изобретения оси механизма управления (ось вала 7). Затем благодаря системе автоматического регулирования, имеющейся на стан1. Способ управления процессом сов мещенной обработки резанием и поверхностно-пластическим .деформированием,
ке, или вручную через механизм управления, состоящий, из вала 7, элемента для углового перемещения деформирующих элементов 6, и тангенциально расположенные пружины 5 раздвигают или сдвигают деформирующие элементы 3 и 4 на угол oi, тем самым приходя к первоначальным величинам упругих перемещений, что позволяет повысить точ- ность обработки.
Благодаря тому, что деформирующие элементы имеют постоянное усилие деформирования и перемещаются в процессе обработки по нормали к обрабатываемой поверхности, повышается одновременно с точностью и качество обрабо- танной поверхности.
на токарно-винторезном станке модели 1К625. Изготавливают три партии об Пример. Обработку производят
разцов из стали 45 с разностью диа- метров 53,5 - 56,0 мм. Образцы одной партии обрабатьтают комбинированным инструментом (фиг.З), реализующим предлагаемый способ. Ре- жущий элемент иснструмента предвари-
щей силы резания йР by.j
тельно настраивают на размер 53,0 мм, а деформирующим элементам сообщают усилие по 400 Н для каждого элемента. В процессе обработки с помощью специального датчика упругих перемещений измеряют отклонения упругих отжатий &у, которые преобразуются в колебания радиальной составляюрц согласно йРрм- (где j - жесткость технологиПрименение предлагаемого способа по сравнению с базовым позволяет повысить точность в 1 ,2 раза и умень- разброс шероховатости в 1,2 ,
Формула изобретения
1. Способ управления процессом совмещенной обработки резанием и поверхностно-пластическим .деформированием,
включающий измерение отклонений .упругих отжатий технологической системы, возникающих в результате изменения радиальной составляющей силы резания и усилия деформирования, и стабилизирование этих отжатий при одновременной обработке детали режущим и двумя деформирующими элементами, отличающийся тем, что, с целью повышения качества обработки за счет постоянства усилий деформирования при стабилизации упругих отжатий, деформирующие элементы располагают симметрично оси, перпендикулярной оси детали, и одновременно перемещают в противоположные стороны эквидистантно обрабатываемой поверхности, при этом угол перемещения каждого деформирую - щего элемента определяется по зависимости
ь Рра
o6 arccos
- г-2р;-га5 -ф
где йР
Ра
5
0
изменение радиальной составляющей силы резания; усилие деформирования на каждом деформирующем элементе;
угол между положительным направлением оси ОУ и осью, относительно которой перемещают деформирующие элементы;
угол между осью, относительно которой перемещают деформирующие элементы, и начальным положением деформирующего элемента. 2. Способ ПОП.1, отличающийся тем, что ось симметрии де- формирзтощих элементов смещают в направлении главного движения относительно режущего элемента на угол.
Р У щии в одном 110 - 250°
из диапазонов: 290 - 360°
О лежа-70%
ЕР
..Р, HIO20 40 60 80
too т т wo т гго 2бо
т ш ло }ifB ж
- -Jo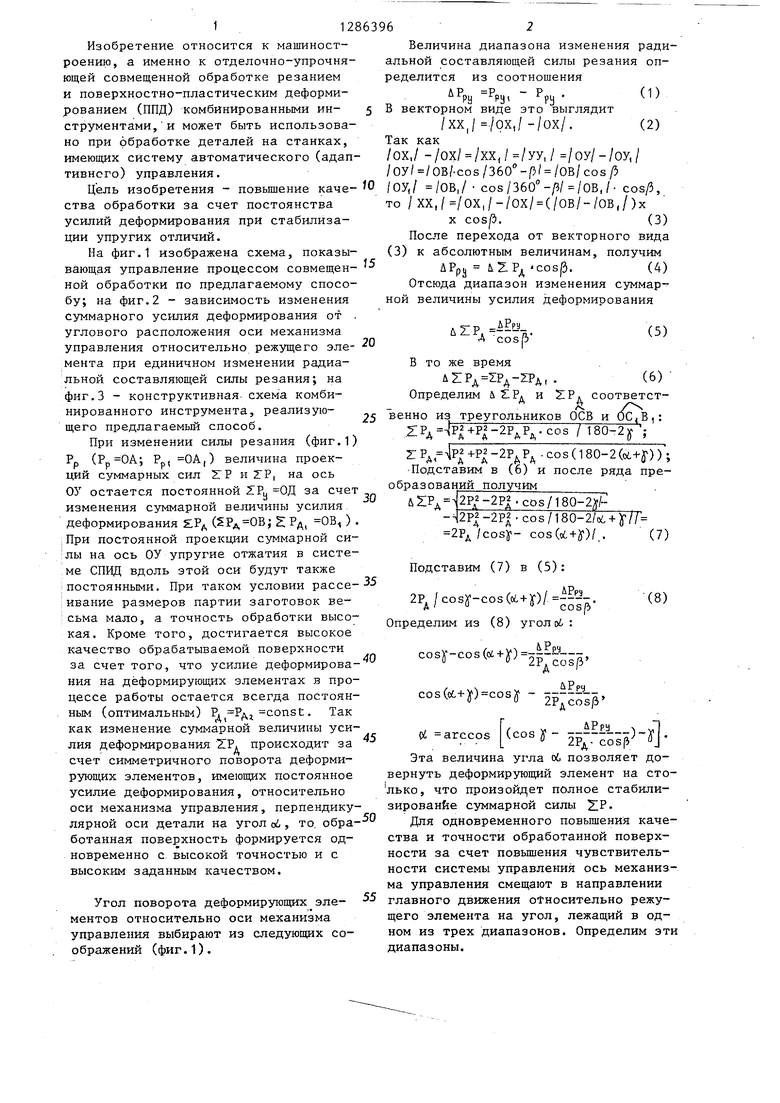
Изобретение относится к управлению процес&ом отделочно-упрочняющей совмещенной обработки резанием и поверхностно-пластическим деформирова- нием. Оно позволяет повысить качество и точность обработанной поверхности. Для этого устанавливают два деформирующих элемента, которые располагают симметрично оси механизма управления и одновременно смещают каждый из них в противоположные стороны относительно осимеханизма управления эквидистантно обрабатываемойповерхности на угол,определяемый по определенной зависимости. Ось механизма .управления смещают в направлении главного движе- ния относительно режущего элемента на угол, лежащий в одном из диапазонов 0-70, 110-250, 290-360. В процессе обработки с помощью упругих перемещений измеряют отклонения упругих отжатий, которые преобразуются в колебания радиальной составляющей силы резания. С помощью счетного устройства определяется угол, компен- :сирующий изменение силы. 1 з.п. ф-лы, 3 ил. с (Л to 00 а со со О)
Фиг.З
Составитель В.Кузнецов Редактор Т.Митейко Техред Н.Глущенко Корректор С.Черни
Заказ 7664/14 Тираж 712 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Комбинированный инструмент для совмещенной обработки резанием и поверхностным пластическим деформированием | 1984 |
|
SU1237398A1 |
