Литейная машина предполагается составной из двух поворотно укрепленных в станине полуформ, одна из коих, имеющая неподвижную ось вращения, снабжена приспособлением для выталкивания при раздвигании полуформ готовой отливки, у другой же ось вращения имеет возвратноностунательное движение для установки форм.
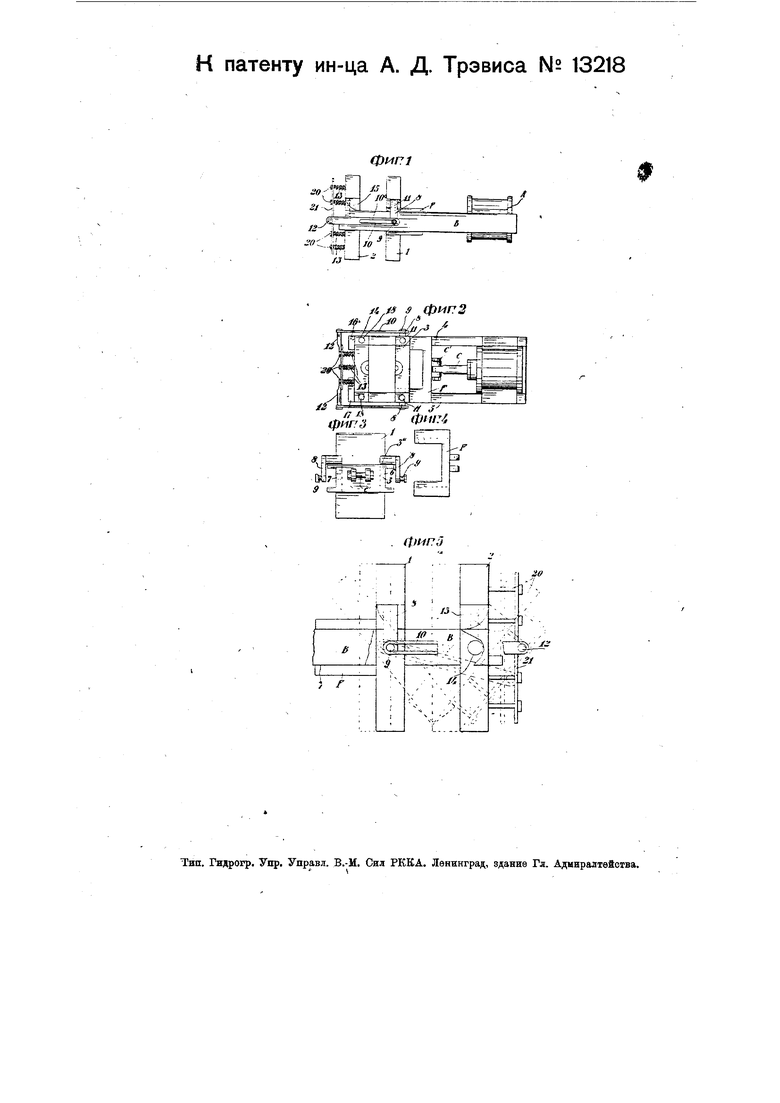
На чертеже фиг. 1 изображает боковой вид машины; фиг. 2-видев сверху; фиг. 3- вид сзади передвижной половины формы; фиг. 4-вид сверху передвижной рамы, и фиг. 5- схематический вид взаимного расположения полуформ.
В станине Б расположен гидравлический цилиндр А. (фиг, 1 и 2), в котором ходит поршень, соединенный шатуном С с передвижной рамой J машины. Две расположенные друг против друга половины 1 и 2 формы поддерживаются боковыми брусьями 4 и 5 станины. Полуформа 1 поворотно укреплена в передвижной раме F при помощи цапф 3, выступающих снаружи с каждой стороны формы. В обеих продольных сторонах нолуформы 1 устроены выемки 5, в которые входят соответствующие части рамы F, перемещающейся внутри стапины Б. Рама F имеет в плане П-образную форму ж у своей задней стороны (фиг. 4) снабжена ушками, в которых укрепляется конед шатуна С посредством болта С.
В боковых сторонах рамы F имеются пазы 6 и 7, которыми она скользит по боковым брусьям 4 я 5 станины В, при чем последние в то же время служат для поддерживания подвижной рамы F. Вертикальная стенка каждого бокового плеча рамы F снабжена высверленным гнездом, в которое входит соответствующая боковая дапфа 3 полуформы 1, чем и обеспечивается поддержание ее рамою F. С каждой стороны полуформы 1 укреплен кронштейн 8, несущий направленную наружу цапфу 9, которая поддерживает поворотно подвешенную на ней серьгу 10. Передняя и нижняя стороны верхней части кронштейна S имеют криволинейное очертание с кривизной, направленной наружу, благодаря чему полуформу 1 можно поворачивать на цапфах 6. Кроме того, сквозь верхнюю часть кронштейна 8 просверлено отверстие 11, продолженное соответствующим гнездом в раме F. Вследствие этого, при вставлении в это отверстие 11 штифта, нолуформа 1 закрепляется в вертикальном по.1ожении, которое она занимает во время литья. В серьге 10 устроены прорезы 10, благодаря которым она имеет свободу движения -при наклонении одной из полуформ для вставления шишек или очистки ее внутренней нолости. Полуформа 2 снабжена толкачами SO, входящими в соответствующие отверстия в ней и соединяющими внутреннюю поверхность формы с подвижной доской 21. С каждой стороны этой доски 21 прикреплены цапфы 12 соединяемые с другими конп;ами серег 10. Каждый толкач окружен спиральной пружиной 13, расположенной между доской 21 и внешней стороной нолуформы 2 так, что толкачи обычно удерживаются в полуформе в выдвинутом назад положении. Внутренние концы толкачей 20 снабжены уширенными головками, образующими внутреннюю поверхность иолости формы, в которую вводится расплавленный металл.
Полуфорна 2 снабжена штифтами 14, при помош,и которых она может врап1,аться в боковых брусьях 4ъ 5 станины В. Кроме того, боковые стенки этой полуформы снабжены опорными придатками 15, которые на своей нижней задней стороне имеют криволинейное очертание с кривизной, направленной наружу, так что это дает возможность поворачивать полуформу 2 на цапфах 14. К внешним концам боковыхбрусьев 4 и 5 станины В приделаны упоры 16 я 17, расположенные таким образом, что полуформа 8, находясь в вертикальном ноложении, своей задней стороной прилегает к этим упорам. При поворачивании полуформы S наружу задняя сторона уцоров ложится на внутренний край нридатков 15 и тем препятствует слишком сильному наклонению формы назад. В придатках 15 просве рлены отверстия 18, продолженные соответствуюш;ими отверстиями в боковых брусьях 4 я 5 станины В. В отверстия 18 вставляется штифт, когда форма находится в вертикальном положении, яри котором в нее вливают жидкий металл. Если по ходу процесса требуется повернуть полуформу 3 назад, надо вывести штифт 18 из гнезда настолько, чтобы он уже не проникал в отверстия в боковых брусьях 4 и 5. Полуформа 1, будучи соединена с гидравлическим поршнем, участвует в движениях иоследнего, приближаясь к полуформе 8 или отходя от нее, смотря по направлению этого движения. Машина находится Б рабочем положении тогда, когда обе полуформы 1 Z 2 сближены так, что жидкий металл может быть влит в форму. Когда находяи1,ийся в форме металл достаточно о(:тьгл и затвердел, напорную жидкость в цилиндре переключают таким образом, что поршень отводит полуформу 1 назад, вследствие чего форма раскрывается. Когда полу форма 1 достигает своего крайнего заднего положения, серьги 10 перемеп ;аются также назад, вследствие чего доска 21 приближается к полуформе 2 и толкачи 20 проникают в последнюю, выталкивая отливку нз формы. После этого полуформу 1 несколько перемеп1;ают в направлении к полуформе 2 до тех пор, пока толкачи 20 не вернутся снова в свое нормальное отодвинутое назад иоложение. Затем вынимают из отверстий штифты 18, что дает возможность опрокинуть полуформу 2 назад, с целью ее очистки я снабжения новыми сердечниками. Когда это сделано,- полуформу 2 возвраш;ают в ее рабочее положение. Теперь можно вынуть штифты из отверстий Л для поворачивания полу формы jf назад так, чтобы она легла на поверхность рамы F. В таком положении полуформу 1 можно очистить и, если нужно, снабдить новыми сердечниками. Затем полуформу 1 Б0звраш;ают в ее вертикальное положение и закренляют в таковом введением штифтов в отверстия 11. При следующем затем перемещении иолуформы 1 в направлении к иолуформе 5 форма закрывается, и машина находится снова в рабочей готовности для выполнения следующей литейной операции.
Предмет п а т е п т а.
Литейная машина с составной из двух частей формой, отличающаяся тем, что в раме -, соединенной с гидравлическим цилиндром А, укрепленным в станине В, поворотно установлена Ьолуформа 1, связанная шарнирной системой 12, 10, 8 с доской S1 и толкачами 30, входящими в полуформу 8, установленную поворотно в станине Б, и выталкивающими готовую отливку при раздвигании полуформ.
. /
if. 0 9 фИГЗ
фК ;
Э f
9 - - Р
li
. фигЗ

