11
Изобретемте относится к технике и несения nopoiiiKOEibix покрытий п электрстатическом поле.
Цель изобретения - увеличение производительности и расширение техн логических возможностей установки за счет обеспечения покрытия изделий сложной конфигурации.
На фиг. I показана установка, про дольный разрез; на фиг, 2 - вид А на фиг, 1, в увеличенном масштабе.
Установка содержит проходную камеру 1 , через которую 1роложена трасса KOHDeiiepa 2, оборудованного метал лическими подвесками 3 для транспортировки издели. Каждая металлическа подвеска 3 разделена диэлектрическим перемычками 4 на две части - верхнюю 5 и нижнюю электропроводящую 6, кото рая благодаря диэлектрической перемычке 4 изолирована от металлических частей конвейера 2.
К внутреннему объему камеры I в ее донной части через эжектор 7 и магистраль 8 подключена система 9 регенорац1 и порошка. Последняя, в свою очередь, имеет эжектор 10, транспортной комг-1уникацией 1 I связан- Hbiii с распылителями 12, которые ста- ционарно установлены вдоль боковых стенок и верхней части ка.меры 1 . При этом распьип1тели 12 электрической коммуникацией 13 подключены к источнику 14 высокого напряжения.
К нижней части } нутреннего объема камеры I магистралью 15 присоединена система 16 аспирации, оборудованная эжектором 17, связапшлм ма- гистрал1)Ю 18 с системой 9 регенера- ции поро1 |ка. В камере 1 для взаимодействия с электропроводящими частями b подвесок 3 смонтированы поднру- жинешгые клпммы 19, заделауише в изолированном от металлических час- тей корпусе 20. Подпружиненные клеммы 19 электрическим проводником 21 подключены к реле 22 времени через упрарляег-а.1й им контакт 23, обеспечи- ваюБу й возможност) связи клемм 19с заземлением 24.
Кроме того, реле 22 времени имеет допол1ПП елып; 1е контакты 25, включенные в электрическую пень 26 1П1тания системы 16 acnvipannn и настроенн 1е на .ее отключепио от электрической цепи 26 питания в такт соедипепия Изде;пт1 через электропроводящую часть 6 ггопнескп 3 с заземлением 24.
5
5 Q
Q
5
362
Дпя функционирования комплекса оборудования установки систему 9 и эжекторы 7, 10 и 17 подключают к источнику 27 сухого сжатог о воздуха.
Установка работает следующим образом.
Реле 22 времени предварительно настраивают на заданный режим срабатывания. Систему 9 регенерации порошка, эжекторы 7, 10 и 17 сообщают с источником 27 сухого сжатого воздуха.
Изделие,например вентиляционный воздуховод, навешивают на электропроводящую часть 6 подвески 3 и конвейером 2 подают в камеру 1. Подвеска 3 Верхней частью 5 движется по трассе конвейера 2 и нижней электропроводящей частью 6 доходит до подпружиненных клемм 19, раздвигает их и вступает с ними в контакт. При этом конвейер 2 останавливается.
Срабатывает реле 22 времени и замыкает дополнительные контакты 25, обеспечивая по электрической цепи 26 питания включение в работу системы 1 6 аспирации. Порошковая краска из системы 9 регенерации забирается эжектором 10 и по транспортной коммуникации 11 в аэрозольном виде перемещается к распьиштелям 12. Одно- времепно с этим по электрической коммуникации 13 от источника 14 высокого напряжения к ним подается вы- соковольтшпй потенциал. В распьши- телях 12 возникает коронные разряды, производяш,ие принудительную зарядку порошка и создающие электростатическое поле в камере 1. Вследствие того, что изделие в данный момент изолировано от заземления 24 благодаря диэлектрической перемычке 4, изолированному корпусу 20 и разомкнутому контакту 23, заряженные частицы краски под действием воздушного потока системы 16 аспирации устремляются к низу камеры 1, проходят вдоль наружных и внутренних боковых поверхностей изделия, создавая облако взвешенных пыле- образш 1х частиц с зарядами противо- положпой заземлению полярности.
Срабатывает реле 22 времени, замыкает контакт 23 и размыкает дополнительные контакты 25. Через электрический проводник 24 осуществляется кратковременное соединение изделия с зазежтением 24 на период до 2-3 с. Одновременно в такт с заземлением
3
изделия отключается система 16 аспи- рации, обеспечивающая отсос возлуш но-порошковой смеси из внутреннего объема камеры 1. В этот промежуток времени на частицы порошковой крас- ки действуют электростатические сил обеспечивающие притягивание их к боковым поверхностям изделия. Затем на 17-20 с заземление изделия посреством срабатывания реле 22 времени прерывают и в такт с. этим включают в работу систему 16 аспирации.
За этот интервал частицы noponiKa успевают опуститься от верхней кромки изделия до низа и охватить его б ковую поверхность облаком. Производят кратковременное заземление изделия и в такт с этим прекращают воздействие на взвешенные частицы аспи рационного воздушного потока.
Таким образом, повторяя несколько раз процесс осаждения частиц краки в течение 30-45 с наращивают сло полимера одинаковой толщины по всей поверхности изделия. Одинаковая толна нанесенных частиц краски на наруных и BHyTpeHtrax поверхностях издел получается за счет равномерной концентрации частиц вдоль обрабатываем го изделия и постоянства в моменты нанесения напряженности электростатического поля от верха до низа иделия .
При работе установки не осевшая часть порошка подбирается эжекторам 7, 10 и 17 и по магистралям 8, I1 и 18 подается в составные части уста
нонки,
оОеспочирая полное его ис- пользонапие и устраняя возможность утс:чки п атмосферу.
После чаверпк иия процесса нанесения порошковой краски включается автоматически конвейер 2 и изделие из камеры 1 пс рсмегичется на следующую технологическую операцию, а в камеру I подается новое изделие. Цикл нанесения покрытия повторяется.
Формула изобретения
Установка для нанесения покрытий из порошковых красок, содержащая проходную камеру напыления, системы регенерации и аспирации порошка, соо щающлеся трубопроводами с камерой, распылители, соединенные с источником высокого напряжения и заземленные, конвейер с подвесками для транспортировки изделий, отличающаяся тем, что, с целью расширения технолог ических возможностей за счет обеспечения покрытия изделий сложной конфигурации, подвески снабжены диэлектрическими вставками, разделяющими их по высоте на две части, а камера напьшения снабжена подпружиненными клеммами, установленными с возможностью взаимодействия с нижним частями подвесок, при этом установка снабжена системой управления работой системы аспирации и заземления нижних частей подвесок, выполненной в виде реле времени, электрически соединенного с подпружит{енными клеммами и системой аспирации порошка.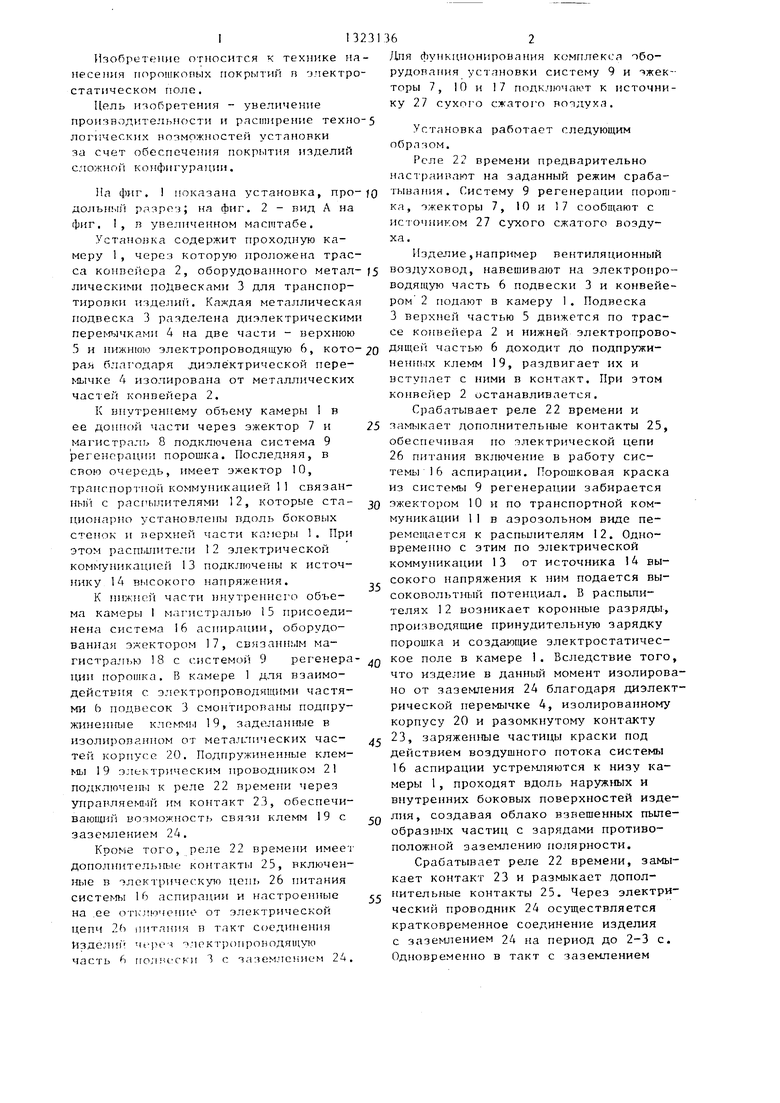
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ ДИСПЕРСНЫХ МАТЕРИАЛОВ | 2002 |
|
RU2211733C1 |
| Способ получения полимерных покрытий | 1985 |
|
SU1380801A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ ДИСПЕРСНЫХ МАТЕРИАЛОВ | 1998 |
|
RU2146563C1 |
| СПОСОБ ЭЛЕКТРОСТАТИЧЕСКОГО ОКРАШИВАНИЯ ДИЭЛЕКТРИЧЕСКИХ ИЗДЕЛИЙ | 2007 |
|
RU2343010C1 |
| Устройство для напыления полимерных порошковых красок | 1980 |
|
SU939109A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОЛИМЕРНЫХ ПОРОШКОВЫХ ПОКРЫТИЙ | 2000 |
|
RU2222385C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОСТАТИЧЕСКОГО НАНЕСЕНИЯ ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБ | 1992 |
|
RU2050204C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОБРАЖЕНИЯ ПОЛИМЕРНЫМИ ПОРОШКОВЫМИ КРАСКАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2095253C1 |
| Подвеска | 1978 |
|
SU716619A1 |
| Устройство для напыления порошковых полимерных красок | 1982 |
|
SU1047528A1 |
Изобретение относится к технике нанесения порошковых покрытий в электростатическом поле. Целью изобретения является увеличение производительности и расширение технологических нозмож}юстей установки за счет устранения постоянного и неравномерного электростатического поля вокруг изделия. Подвеска 3, разделенная диэлектрической перемычкой 4 на две части, верхнюю 5 и нижнюю электропроводящуго 6 для навешивания изделий, позволяет периодически при взаимодействии с под- пружинешлгми и заземленными через реле 22 клеммами 19 заземлять изделия. Одновременно с заземлением частей 6 подвесок отключается система 16 аспирации. Период заземления длится 2-3 с с интервалом 17-20 с и может повтор ться несколько раз, обеспечивая проникновение заряженных частиц в труднодоступные места и получение равномерного покрытия. 1 з.п. ф-лы, 2 ил. сл ф1/г 27
Фи12
ВНИИПИ Заказ 2895/8 Тираж 645 Подписное Произв.-полигр. пр-тие, г. Ужгород, ул. Проектная, 4
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| Установка для нанесения покрытийиз пОРОшКОВыХ KPACOK | 1979 |
|
SU852383A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
