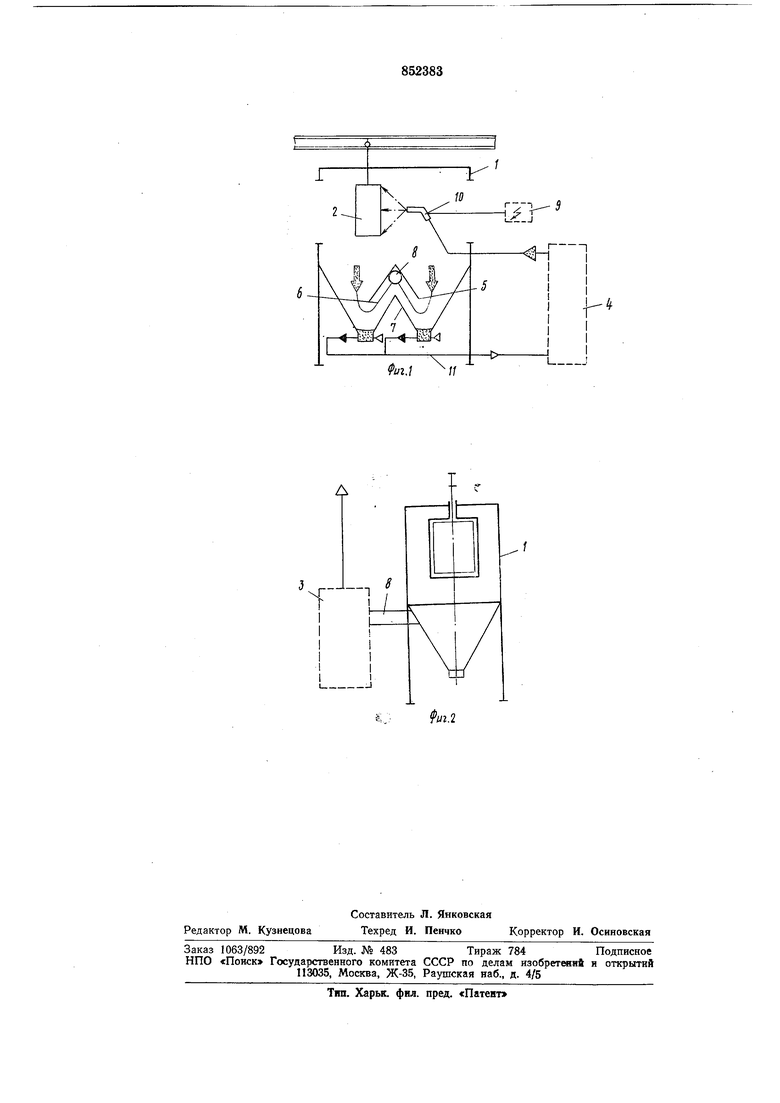
транспортирования изделий, днище камеры вьшолнено .в виде одной .или нескольких пар пирамид, установленных вершинами вниз, причем отражательные перегородки размещены внутри каждой пары пирамид так, что образуют с их стенками ка1налы, сообщающиеся ic системой аапирацил. На фиг. 1 показана предлагаемая установжа, продольный разрез; на фиг. 2 - то же, вид с торща. Установка содержит лроходную камеру 1, через которую подвесны,м К01нвейе ром транспортируются подвески 2, систему аспирации 3 и систему регенерации 4 порошка. Днище камеры 1 выполнено в виде одной или нескольк1их пар пирамид, установленных вершинами вниз, причем внутри 1каждой пары пирам)ид размещены соединенные между собой наклонные отражателыные перегородки 5, о-бразующие каналы 6 со стенками пирамид 7. Отсасывающий патрубок 8 рааположен под наклонными отражательными перегородками 5 и соединен с системой аспираадии. Порошок, получающий заряд от .источйИ1ка высокого напря/жения 9, посредством распылителя 10, совершающепо перемещения от специального механизма (на -чертеже не показан) н-а некотором расстоянии от изделия, наносится на окрашиваемые изделия. Подача нео-бходичмого количества порошка регулируется в распылителе 10, а также количествам распылителей, установле1нных в камере. Конвейер 7/ служит для возвращения выпавшего порошка в систеМ|у регенерации. Система аспирации 3 обеспечивает взрывобезопаоную эксплуатацию оборудования и .создает нормальные санитарно-гигиенические условия труда у камеры, при этом порошок, не осевший .на деталях, удаляется из камеры аспирациовным воздухом через отсасывающий патрубок 8, связывающий камеру с системой аспирации 3. Установка работает следующим образом. Включается аспирационная система 3, создавая внутри камеры напра вленный вниз равномерный поток воздуха, который поступает через торцовые проемы для прохода деталей. Образующееся движение воздуха в камеру предотвращает выход порощка в цех. Затем включается подача порошка из системы регенеарцяи 4 к распылителям .10. (После установления его подачи в соответствии с формой деталей и программой производства, включается высокое напряжение от источника 9, поступающее к распылителям 10. Включением онвейера . заканчивают приведение усановки в рабочее состояние. Затем включается конвейер .и детали, крепленные на подвесках 2, поступают в зону действия распылителей 10. Порошок, подаваемый сжатым воздухом, получает в распылителях электрический заряд высокого напряжения и в виде факела достигает поверхности деталей, где образует сплошное покрытие. Часть порошка не оседает на деталях и, увлекаемая воздухом системы аспира-дии 3, поступает в нижнюю часть камеры, где выпадает в вершины пирамид под действием инерщии при изменении направления воздуха, обусловленного на.личием каналов 6, а воздух следует в систему аспирации 3 через отсасывающий патрубок 8 для окончательной очистки от порощка. Выпавший порошок конвейером // возвращается в систему регенерации 4, а откуда к распылителям JO. В такой последовательности установка действует весь период эксплуатаци1и. Использов1ание давкой установки дает ВО: ложность уменьшить 1на 10-15% количество обращающегося в системе циркуляции порощка, что позволит больщей массе порошка сохранить его первоначальные свойства, что, в свою очередь, оовышает качество покрытия. Установ.ка обеспеч ит безопасное ведение процесса окраски и нормальные санитарные условия труда в цехе. Формулаизобретения становка для нанесения покрытий из порошковых красок, содержащая камеру с наклонными отражательными перегородками, попарно соединенными между собой, систему аспиращии, систему регенерации порошка, распылители и конвейер для транспортирования изделий, о т л и ч а ющ а я с я тем, что, с делью повышения -качества покрытий и надежности установки в работе, днище камеры азьшолнено в виде одной или нескольких пар пирамид, установленных вершинами вниз, причем отражательные перегородки размещены внутри пары пирамид так, что образуют с ях стенками каналы, сообщающиеся с системой аспирации, Источники информации, принятые во внимание при экспертизе: 1.Авторское свидетельство СССР № 613824, ,кл. В 05 В 5/08, il976. 2.Патент США № 3814002, кл. 98-115, опублик. 1974 (прототип).
--
f-
fm.J /r
1I
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для напыления порошковых материалов в электростатическом поле | 1976 |
|
SU613824A1 |
| Установка для нанесения покрытия из порошковых красок | 1987 |
|
SU1480891A1 |
| Установка для электростатического напыления покрытий на изделия | 1979 |
|
SU886727A3 |
| Камера для нанесения покрытий из порошковых красок | 1988 |
|
SU1659122A1 |
| Установка для нанесения порошковых покрытий на изделия | 1990 |
|
SU1799633A1 |
| ШАХТНО-ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2009 |
|
RU2406953C1 |
| ШАХТНО-ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2014 |
|
RU2588700C1 |
| Камера для нанесения покрытий из порошковых красок | 1988 |
|
SU1636070A1 |
| Установка для нанесения покрытий из порошковых материалов | 1976 |
|
SU716622A1 |
| Установка для нанесения полимерных покрытий | 1978 |
|
SU749438A1 |
A
T
