I13
Изобретение относится к черной металлургии и может быть использовано при разливке сплавов в изложницы.
ЦелгзЮ изобретения является повышение качества поверхности слитка.
Пример. Разливку расплава коррозионно-стойкой стали 08Х18Н10Т, 08XI8T, IOXI7HI3M2T в слитки массой 11,0-14,7 т осуществляли следующим образом. . ,
Перед установкой на поддоны изложницы, нагретые на газовых горелках в пределах 100-200 с, зачшцали от скрапа, полость изложниц продували сжатым воздухом для удаления ннород- ных материалов, в полость дегидрати- зированных таким способом изложниц вводили методом нульверизации гидра- Тизированную аэрозоль электролизного производства алюминия, утилизированную в вентиляционных установках, плоностью 1,3-1,7 г/см в количестве 0.5-1,1 л на 1 т стали. Растворитель красителя (техническая вода) при тем пературе стенок изложниц 100 200°С испарялся, а наполнитель красителя (утилизированная аэрозоль электролизного производства алюминия) на рабочей поверхиости удерл(ивалс51 без осыпания, сколов и трещин во время транспортировки излолсниц к нод1-|;онам5 установки ца поддоны и транснортировки на железнодорожных платформах в разл вочный пролет для наполнения их полости расплавом стали. За 1-5 мин до начала разливки расплава в полость изложниц вводили шлакообразнуш смесь в количестве 3-4 кг на т стали; в начале сифонного наполнения полости рзложниц расплавом стали при темпера гуре расплава стали в разливочном ковше 1540-1570°С шиберный затвор разливочного ковша перемещали на 25-30 отн.% диаметра разливочного стакана для уменьашния линейной скорости наполнения, после уточнения параметров разливки стали линейную скорость сифонного наполнения полости изложниц увеличивали до оптиг ального значения, перемещая шибер разливочно о ковща в соответствующее положение 3 период сифонного наполнения полости изложниц расплавом стали ПРФОтехнический эффект, пылегазовыделение и
появление запаха не имели места, теп0
2
5
О
у.,. „
30
35
45
55
102
лоизоляционный слой наполнителя красителя (утилизированная аэрозоль электролизного производства алюминия) прочно удерживался на рабочей поверхности стенок изложниц без осыпаний, сколов и трещин; на уровне головной части слитка стали линейную скорость наполнения изложниц уменьшали, в полость изложниц (прибыльную надставку) вводили тенлоизолирзтощую смесь в количестве 2-3 кг на 1 т стали; после кристаллизации расплава стали в полости изложниц стали стрипперовали, изложницы охлаждали до 120-220°С, очищали от остатков огнеупоров и скрапа, продували сжатым воздухом для удаления инородных материалов, в полость изложниц при 100-200 0 вновь вводили гидролизованную аэрозоль электролизного производства алюминия плотностью 1,3-1,7 г/см в количестве 0,5-,1 кг на 1 т стали, носле чего изложницы при 100-200°С устанавливали на поддоны и транспортировали для осуществления разливки стали очередной плавки.
Визуальный контроль и лабораторные испытания подтвердили, что при оптимальной температуре расплава стали в разливочном ковше и оптимальной линейной скорости сифонного наполнения изложниц расплавом стали на поверхности слитков и проката слитков стали отсутствуют дефекты типа подво- роты, плена и другие.
Аналогично провели сифонную разливку расплава коррозионно-стойкой стали 08-12XI8HIOT, 08-IOXI7HI3M2T, 08XI8TI в слитки массой 11,0-14,7 т, осуществляли ввод в полость дегидра- тизированных при 100-200°С изложниц красителя рабочей .поверхности стенок излояшиц в виде гидратизированной аэрозоли электролизного производства алюминия плотностью 1,2; 1,3; 1,5; 1,7; 1,8 г/см в количестве.0,4; 0,5; 0,8; 1,1; 1,2 л на 1 т стали. Температура расплава стали в разливочном ковше была 1540-1570 0.
Провели также разливку расплава тех же сталей по способу-прототипу.
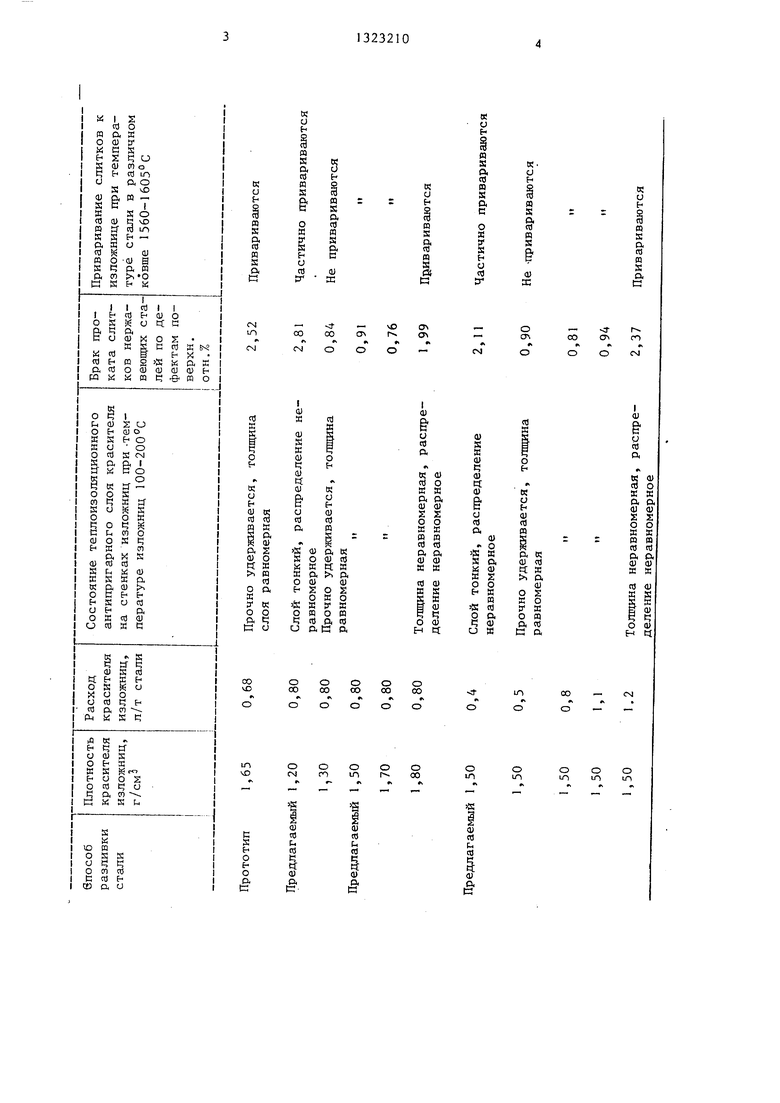
Данные результатов испытаний способов разливки стали внесены в таблицу «
513
Из данных таблицы видно, что введением в полость термически дегндра- тизированных изложнид красителя в виде гидратизированной аэрозоли электролизного производства алюминия плотностью 1,3-1,7 г/см в количестве 0,5-1,1 л на 1 т стали обеспечивается достаточно прочное удержание слоя неметаллического наполнителя красителя на металлической подложке - рабочей поверхности стенок изложнид - создание теплоизоляционного слоя оптимальной толщины, что предотвращает образование хрупкой металлизированной корки на поверхности расплава стали в начальной стадии кристаллизации расплава в полости контакта с теплоизоляционным слоем, проникновение корки тугоплавких окислов вторичного окисления металлов с поверхности в объем расплава стали и устраняет причину образования: несплошности и рельефности поверхности слитка стали (дефектов поверхности) при оптимальной температуре расплава стали в разливочном ковше и оптимальной линейной скорости наполнения полости изложниц расплавом стали, т.е. улучшает качество поверхности слитков стали в предлагаемом способе разливки стали по сравнению со способом-прототипом.
Предлагаемый- способ получения стали улучшает качество поверхности слитков стали, что позволяет умень-
.
шить потери годной стали в виде обр
Редактор Н.Горват
Соетави -ель И. Журина Техред, Л. Кравчук
Заказ 2901/11 Тираж 740Подписное
ВНИШШ Государственного комитета СССР
по делам изобретений и открытий П3035, Москва, Ж-35,,Раушская наб., д. 4/5
Производственно-полиграфическое предприятие,г.Ужгород, ул.Проектная, 4О
.6
(5
5 О 20
25
30
35
зи и стружки; уменьшает удельный расход чугуна при разливе стали в результате увеличения длительности безаварийной эксплуатации изложниц; предотвращает химическое взаимодействие теплоизоляционного слоя с расплавом стали; позволяет создать безотходную технологшо электролизного производства алюминия; улучшает экологию окружающей среды и водного бассейна в результате уменьшения и предотвращения выброса химически свободных фторидов; предотвращает приваривание слитков к изложницам при температуре расплава стали в разливочном ковше в пределах 1560-1605°С; улучшает условия труда разливщиков стали.
Формула изобретения
Способ получения слитка стали, включающий термическую дегидратацию изложниц и введение красителя в полость изложницы, наполнение ее расплавом и регулирование скорости подачи расплава с последующей кристаллизацией под слоем теплоизолятора, стрипперование слитков, отличающийся тем, что, с целью повышения качества поверхности слитка, в качестве красителя вводят гидратизи- рованный аэрозоль электролизного производства алюминия плотностью 1,3- 1,7 г/см в количестве 0,5-1,1 л на 1 т стали.
Корректор А. Зимокосов
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАЗЛИВКИ МЕТАЛЛА СВЕРХУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2023528C1 |
| Способ изготовления слитков феррохрома | 1978 |
|
SU774779A1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЛЕГИРОВАНИЯ СТАЛИ В ПРОЦЕССЕ ОТЛИВКИ СЛИТКОВ | 2001 |
|
RU2206429C2 |
| Способ сифонной разливки стали в изложницы из разливочного ковша через шиберный затвор | 1990 |
|
SU1771876A1 |
| СПОСОБ ЛЕГИРОВАНИЯ СТАЛИ ПРИ РАЗЛИВКЕ И ЦЕНТРОВОЙ ЛИТНИК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2121409C1 |
| Способ изготовления стальных слитков | 1981 |
|
SU996070A1 |
| Способ сифонной разливки стали | 1988 |
|
SU1538987A1 |
| Смесь для утепления головной части слитка стали | 1982 |
|
SU1126365A1 |
| Устройство для разливки металлов и сплавов | 1982 |
|
SU1133020A1 |
| Шлакообразующая смесь для разливкиКипящЕй СТАли | 1979 |
|
SU835610A1 |
Изобретение относится к черной металлургии и может быть использовано при разливке сплавов в изложницы. Цель изобретения - повышение качества поверхности слитка. Способ разливки стали включает термическую дегидратацию изложницы и введение в ее полость красителя. Затем изложницу наполняют расплавом, регулируя скорость наполнения, кристаллизацию расплава под слоем теплоизолятора, стрип- перование слитка. Краситель - гидра- тизированный аэрозоль электролизного производства алюминия - вводят в количестве 0,5 - 1,1 л на 1 т стали, при этом плотность его составляет 1,3-1,7 г/см . Способ обладает целым рядом преимуществ по сравнению с известными способами, в том числе предотвращает приваривание слитков к изложницам, позволяет создать безотходную технологию электролизного производства алюминия. 1 табл. (Л оо ГчЭ со ю
| Ефимов В.А | |||
| и др | |||
| Пути усовершенствования разливки стали | |||
| М., 1963, с.142 | |||
| Черная металлургия | |||
| -Бюл | |||
| НТИ, 1984, № 21, с.36. |
