Изобретение относится к литейному производству, в частности к получению отливок литьем под низким давлением.
Цель изобретения - облегчение уда ления отливки.
На чертеже представлен ме.талло- провод, разрез,
Металлопровод состоит из трубы 1, соединенной с фланцем 2, в котором установлен теплоотражающий элемент 3 и вставка 4, которая крепится к фланцу с помощью болтов 5. Металлическая фильтрующая сетка 6 устанавливается между фланцем металлопровода и формой 7. Форма вст.авки выбрана такой, чтобы в области фланца иметь ослабленное сечение А, позволяющее легко отделять отливку вместе с пресс- остатком от металлопровода. Для этого изготавливается тонкостенная вставка, представляющая собой два усеченньгх конуса с углом конуса 45 , соединенных малыми диаметрами d, при этом диаметры рассчитьтаются таким образом, чтобы полученное сечение А соответствовало расчетному сечению питателя для данной номенклатуры отливок, и соответствовали (0,25 - 0, 75)В, где D - внутренний диаметр трубы.
При значениях малых диаметров d меньше, чем 0,25D, имеет место фонтанирование, что приводит к нарушению режима ламинарного течения металла, его окислению и захвату воздуха в период заполнения формы.
При значениях малых диаметров d большем, чем 0,75D, величина воздушного зазора уменьшается, что нарушает тепловой режим работы тонкостенной вставки-.
Поверхности усеченных конусов расположены под углом 45 по отношению к поверхности теплоотражающего элемента 3.
Таким образом, форма вставки позволяет максимально приблизить жидкий металл, находящийся в трубе 1, к поверхности раздела фланец-форма и тем самым обеспечить интенсивньй прогрев как вставки, так и фланца; воздушный зазор, образуемый фланцем и вставкой препятствует быстрому охлаждению металла, находящегося в области вставки и тем более в сечении А, так как ему соответствует наибольшая величина воздупшого зазора. Поверхности
нижней и верхней конусной части
O
15
0
5
5
30
вставки расположены под углом 45 по отношению к теплоотражающему элементу, что позволяет использовать теплоту излучения, исходящую с поверхности нижней конусной чайти для подогрева поверхности верхней конусной части. Теплоотражающий элемент также препятртвует теплоотводу от вставки к массивному фланцу.
Металлопровод работает следзоощим образом.
На фланец- 2 металлопровода устанавливают сетку б и форму 7, затем через специальное отверстие в крьш- ке печи в рабочее пространство последней подается давление газа 0,5- 1,0 атм, которьй, действуя на зеркало жидкого металла, обеспечивает- через Металлопровод заливку формы.
При затвердевании металла в форме в верхней части вставки 4 образуется пресс-остаток, протяженность которого определена высотой верхней конусной части вставки 4. В нижней конусной части вставки 4 металл в данный момент времени остается жидким и после сброса давления сливается в тигель
Сохранение металла в жидкоим состоянии в области ослабленного сечения А ветавки обеспечивает эффективное разделение закристаллизовавшегося металла от жидкого, сокращает расход металла на литниковую систему 35 и обеспечивает удаление окислов, скапливающихся около фильтрующей сетки 6 в пресс-остатке вместе с отливкой. Форма вставки 4, теплоотражающий элемент 3 и воздушный зазор позволяют сохранить металл в жидком сое - тоянии в ослабленном сечении А до полного затвердевания отливки. После слива металла и раскрытия формы отливка вместе с пресс -остатками легко снимается с фланца металлопровода..
Тонкостенная вставка 4 с толщиной стенки 2,0-3,0 мм изготавливается из жаростойкой стали или титана, тепло- отражающий элемент 3 - из алюминиевой фольги (ленты) толщиной 0,5- 1,5 мм..
Изобретение позволяет легко отде- гс лять отливку вместе с пресс-остатком, исключает загрязнение металла окисными пленками, сокращает расход металла на литниковую, систему, обеспечивает стабильность работы.
40
45
3 13232254
Формула изобретенияченных конусов с углом конуса 45,
1. Металлопровод для литья подсопряженных между собой малыми оснонизким давлением, включаклций трубу,ваниями,
фланец, тонкостенную вставку, распо-2. Мегталлопровод по п.1, О т л и ложенную в верхней части фланца, 5 чающийся тем, что он снабжен
отличающийся тем, что,тегшоотражанлцим элементом, располос целью облегчения удаления отливки,женным на боковой поверхности фланца
вставка выполнена в форме двух усе-вокруг вставки.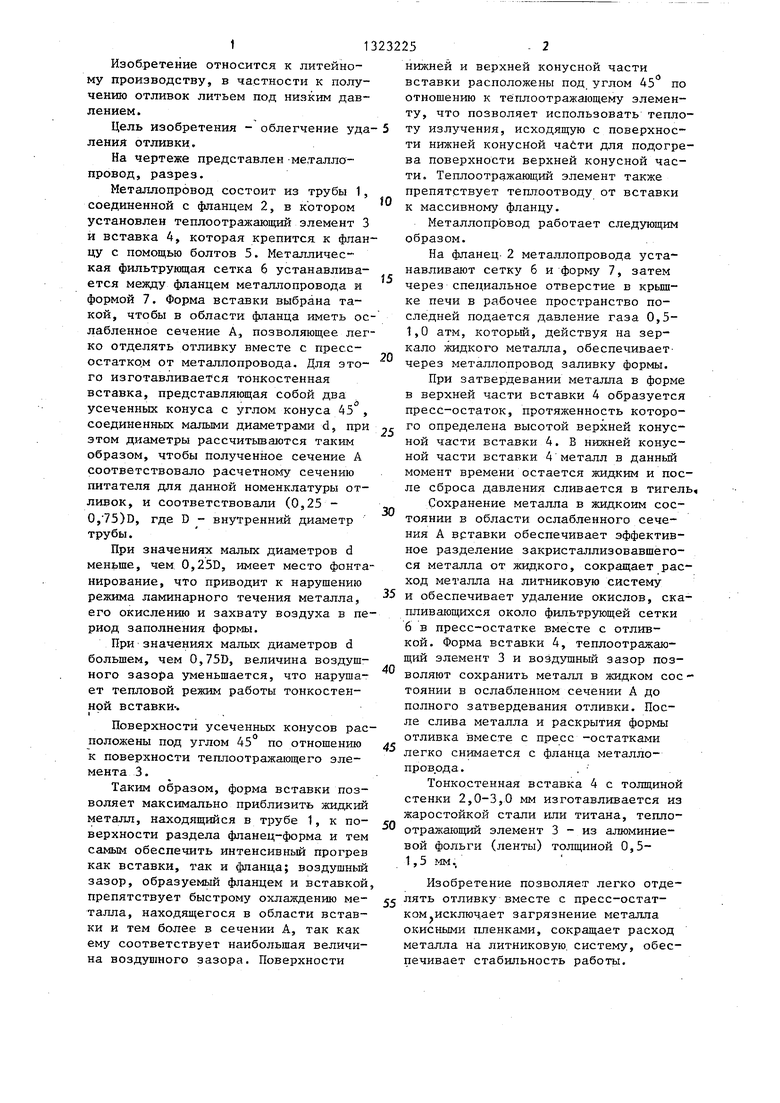
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлопровод для литья под низким давлением | 1980 |
|
SU933228A1 |
| Металлопровод для литья под низким давлением | 1982 |
|
SU1060304A1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ЦЕНТРОБЕЖНОЙ ЗАЛИВКИ КРУПНОГАБАРИТНЫХ ФАСОННЫХ ОТЛИВОК СЛОЖНОЙ ФОРМЫ ИЗ ЖАРОПРОЧНЫХ И ХИМИЧЕСКИ АКТИВНЫХ СПЛАВОВ | 2014 |
|
RU2585604C1 |
| Установка для литья металлов с подачей и кристаллизацией под давлением | 1988 |
|
SU1719153A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| Устройство для литья под низким давлением | 1978 |
|
SU789234A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК | 1991 |
|
RU2015828C1 |
| Способ изготовления сегментных вставок двухслойной обечайки жаровой трубы, литейная форма для его осуществления, литниковопитающая система к литейной форме, способ получения модели сегментных вставок двухслойной обечайки жаровой трубы и пресс-форма для его осуществления | 1990 |
|
SU1774894A3 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЦЕНТРОБЕЖНОГО ФАСОННОГО ЛИТЬЯ С ВЕРТИКАЛЬНОЙ ОСЬЮ ВРАЩЕНИЯ | 2013 |
|
RU2558698C2 |
Изобретение относится к литейному производству, в частности к получению отливок литьем под низким давлением. Цель изобретения - обеспечение удаления отливки вместе с пресс- остатком. Металлопровод состоит из трубы 1, фланца 2, в котором, установлены теплоотражающий элемент 3 и вставка 4, выполненная в форме двух усеченных конусов с углом конуса 45 , сопряженных между собой малыми диаметрами. После кристаллизации отливки металл остается в жидком состоянии в ослабленном сечении А вставки, что обеспечивает легкое удаление отливки вместе с пресс-остатком. 1 з.п.. ф-лы, 1 ил.
| Установка литья под низким давлением | 1980 |
|
SU899260A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Металлопррвод для литья под низким давлением | |||
| Сб.: Повышение качества отливок и слитков | |||
| Горький, 1981, с | |||
| Контрольный стрелочный замок | 1920 |
|
SU71A1 |
