1
Изобретение относится к электромеханической обработке токопроводящих материалов дисковым токопроводящим инструментом при подключении электродов к источнику неимпульсного тока и может быть использовано для электроабразивной, электроконтактной, анод- но-химической обработки изделий.
Цель изобретения - повышение качества обработки и упрощение кон- I
струкции станка, для чего часть мощности источника питания используется для осуществления вращения инструмента.
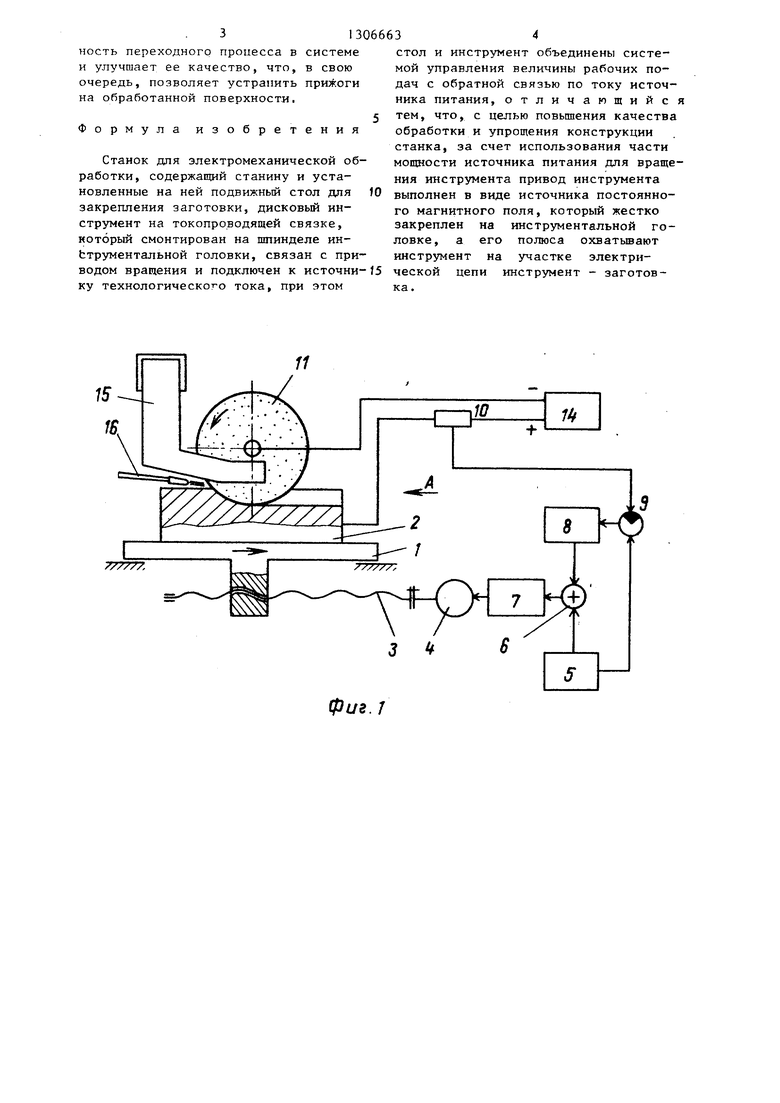
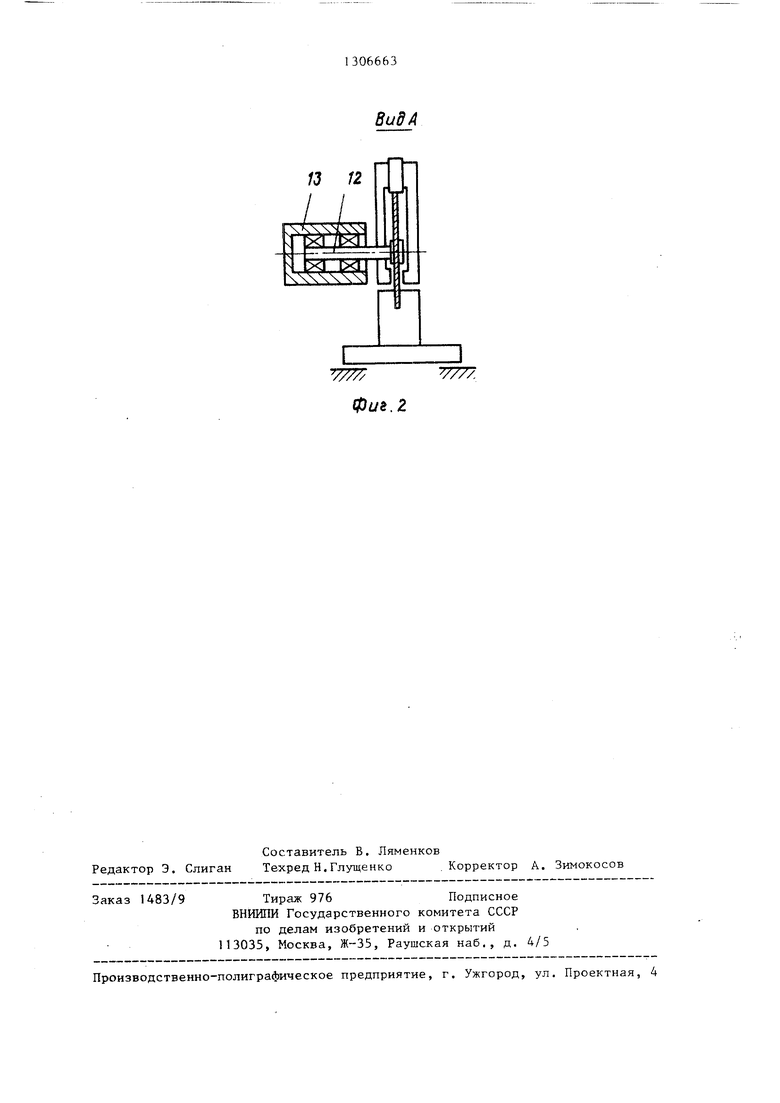
На фиг . 1 схематич ески изображен предлагаемый станок; на фиг.2 - вид А на фиг.1.
Станок состоит, из подвижного сто
ла 1, на котором закреплена обрабатываемая заготовка 2, выполненная из электропроводящего материала. Перемещение стола 1 осуществляется винтовой передачей 3 от регулируемого
электродвигателя 4, напряжение на ко- 25 ° не.зависит от нагрузки
торый подается от блока 5 управления через сумматор 6 и преобразователь 7. Второй вход сумматора 6 через преобразователь 8 подключен к выходу сравнивающего устройства 9, которое сравнивает сигналы от блока 5 управления и датчика 10 тока в цепи обрабатьшаемой детали. Обработка заготовки 2, например прорезание паза, осупюствля- ется дисковым инструментом 11, напри30
Система стабилизации тока работает следующим образом.
При увеличении силы резания (и мощности, соответственно) увеличивается ток в цепи, значение которого через датчик 10 тока (например обычный резистор, Б этом случае измеряемая величина - падение напряжения на нем) подается на реверсивный вход сравн 1вак)щего устройства 9, на прямер абразивным кругом на токопроводя- 35 мой вход которого от блока 5 управлещеи связке, закрепленным на щпинделе 12, который на подщипниковьгх опорах 13 смонтирован в корпусе инструментальной головки (не показана), Заготовка 2 и инструмент 1 подключены по схеме на прямую полярность к источнику 14 напряжения. Привод инстру меита 11 представляет собой источник 15 постоянного магнитного поля, например электромагнит, который жестко закреплен на инструментальной головке, а его полюса охватывают инструмент на участке электрической цепи инструмент - изделие. Здесь же размещено сопло 16 для подачи электроли та в зону обработки.
Станок работает следующим образом Включением системы подачи электролита инструменту 1 задают начальное вращеиие, затем включают источник 14 питания и подводят заготовки 2 до касания с инструментом 11. По цепи пойдет электрический ток, взаимодействие
которого с магнрггным полем источника 15 приведет к появлению электродинамических сил, вызывающих вращение инструмента 1 (по типу ротора униполярного двигателя постоянного тока) и обработку заготовки, например прорезку паза. Прохождение электрического тока через зону обработки приводит к анодному растворению об рабаты- ваемого материала заготовки 2, что интенсифицирует процесс обработки. Реверсирование вращения инструмента 11 можно осуществить изменением направления магнитного поля электромагнита 15.
Подача стола 1 с обрабатьшаемой заготовкой 2 производится электродвигателем 4, скорость вращения ротора которого регулируется системой автоматического регулирования, стабилизирующей величину тока в цепи обрабатываемой детали при условии, что напряжение на выходе источника 14 постоян ° не.зависит от нагрузки
Система стабилизации тока работает следующим образом.
При увеличении силы резания (и мощности, соответственно) увеличивается ток в цепи, значение которого через датчик 10 тока (например обычный резистор, Б этом случае измеряемая величина - падение напряжения на нем) подается на реверсивный вход сравн 1вак)щего устройства 9, на пряния подается величина аналога стабилизированного значения тока. С выхода сравнивающего устройства 9 величина рассогласования заданного и измеренного значений тока через преобразователь 8 подается на сумматор 6, где алгебраически складьшается с напряжением от блока 5 управления, и через преобразователь 7 подается на электродвигатель 4 так, что скорость его вращения уменьшается, что приводит к уменьшению скорости подачи стола 1 и, соответственно, мощности резания. Аналогично работает система при уменьшении мощности резания ниже стабилизированного значения.
Предлагаемый станок не содержит в своем составе элементов, обладающих значительной инерцией (так как нет отдельного привода абразивного круга с соответствующей кинематической цепью), что значительна снижает перерегулирование и уменьшает длительиость переходного процесса в системе и улучшает ее качество, что, в свою очередь, позволяет устранить пркжоги на обработанной поверхности.
Формула изобретения
Станок для электромеханической обработки, содержащий станину и установленные на ней подвижный стол для закрепления заготовки, дисковый инструмент на токопроводящей связке, который смонтирован на шпинделе ин- Ьтрументальной головки, связан с приводом вращения и подключен к источнику технологического тока, при этом
стол и инструмент объединены системой управления величины рабочих подач с обратной связью по току источника питания, отличающийс тем, что, с целью повышения качества обработки и упрощения конструкции станка, за счет использования части мощности источника питания для вращения инструмента привод инструмента выполнен в виде источника постоянного магнитного поля, который жестко закреплен на инструментальной головке, а его полюса охватывают инструмент на участке электрической цепи инструмент - заготовка.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1990 |
|
RU2028886C1 |
| Многошпиндельный станок | 1981 |
|
SU1000169A1 |
| Способ электроабразивного шлифования | 1986 |
|
SU1449262A1 |
| СПОСОБ КОМБИНИРОВАННОГО РАЗДЕЛЕНИЯ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2006 |
|
RU2333820C1 |
| Зуборезный станок | 1981 |
|
SU986657A1 |
| Способ электрохимического абразивного шлифования | 1985 |
|
SU1323270A1 |
| Способ электроабразивной обработки и металлоабразивный инструмент для осуществления способа | 2020 |
|
RU2740682C1 |
| Копировальный станок для изготовления сопрягаемых элементов | 1978 |
|
SU670416A1 |
| Способ шлифования и устройство для шлифования | 1981 |
|
SU982863A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩИХ КРОМОК ИНСТРУМЕНТА В ПРОЦЕССЕ РЕЗАНИЯ | 2001 |
|
RU2205093C2 |
Изобретение относится к области электромеханической обработки токо- проводящих материалов дисковым токо- проводящим инструментом при подключении электродов к источнику неимпульсного тока и может быть использовано для электроабразивной, электроконтактной, анодно-механической обработки изделий. Целью изобретения является повьшение качества обработки и упрощение конструкции станка, для чего часть мощности источника питания используется для осуществления вращения инструмента. Сущность изобретения заключается в том, что предложен станок для электромеханической обработки, содержапщй станину и установленные на ней подвижный стол с закрепленной на нем заготовкой, дисковый инструмент на токопроводящей связке, которьй смонтирован на шпинделе инструментальной головки, соединен с приводом вращения и вместе с заготовкой подключен к источнику технологического тока, а стол и инструмент объединены системой управления величиной рабочих подач с обратной связью по току источника питания. При этом привод вращения инструмента выполнен в виде источника постоянного магнитного поля, например электромагнита, который жестко закреплен на инструментальной головке, а его полюса охватьшают инструмент на участке электрической цепи инструмент - изделие . 2 ил, € (Л со о о: О5 О5 00
фиг. Г
Вид 4
7/77
Редактор Э. Слиган
Составитель Б, Ляменков
Техред Н.Глутденко .Корректор А. Зимокосов
1483/9
Тираж 976Подписное
ВНИШИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фи.2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
