Изобретение относится к комбинированным методам обработки, сочетающим механическое и электрохимическое воздействия на обрабатываемую заготовку, в частности к устройству для электрохимической правки кругов.
Целью изобретения является снижение расхода электроабразивного инструмента выключения устройства при .достижении заданного межэлектродного зазора.
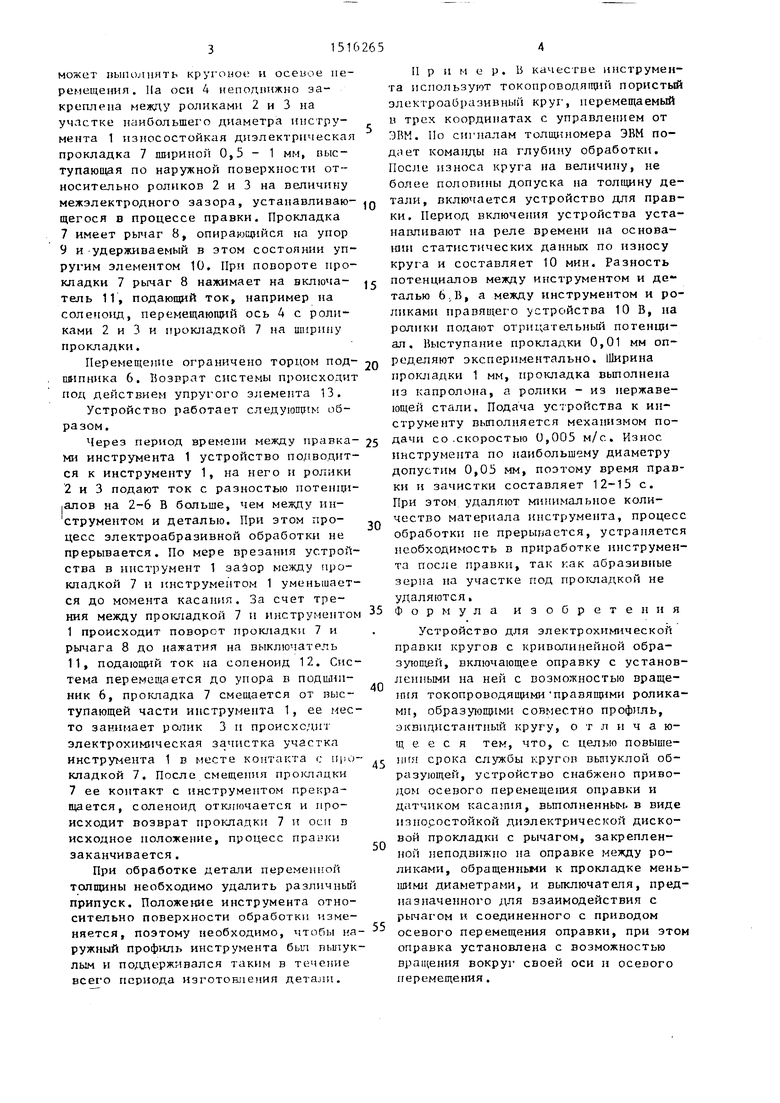
На фиг. 1 и 2 показано устройство, общий вид (электроабраэпвный инструмент 1 выполнен по сечению наружной поверхности в форме выпуклой кривой).
Дпя правки электроабразпвного инструмента 1 используют устройство из роликов 2 и 3 с контуром наружного профиля, обратным форме инструмента 1 . Ролики 2 и 3 установлены с возможностью вращения на оси 4, которая установлена на подшипниках 5 и 6 и
может libinojuiHTb кругоное и oceuoe пе- ремещенил. На оси А кеподпижно закреплена между роликами 2 и 3 на участке наибольшего диаметра инструмента 1 износостойкая диэлектрическая прокладка 7 шириной 0,5-1 мм, выс- тупаюЕцая по наружной поверхности относительно роликов 2 и 3 на величину межэлектродного зазора, устанавливающегося в процессе правки. Прокладка 7 имеет рычаг 8, опирающийся на упор 9 и удерживаемый в этом состоянии упругим элементом 10, При повороте нро- кпадки 7 рычаг 8 нажимает на включатель 11, подающий ток, например на соленоид, перемещающий ось 4 с роликами 2 и 3 и прокладкой 7 на ширину прокладки.
Перемещение ограничено торцом подшипника 6. Возврат системы происходит под действием упругого элемента 13.
Устройство работает следугапц м образом.
Через период времени между правка- Ми инструмента 1 устройство подводится к инструменту 1, на него и ролики 2 и 3 подают ток с разностью потенциалов на 2-6 В больше, чем между инструментом и деталью. При этом процесс электроабразивной обработки не прерывается. По мере врезания устройства в инструмент 1 заЗор между tipo- кпадкой 7 и инструментом 1 уменьшается до момента касания. За счет трения между про1сг1адкой 7 и И)1струментом 1 происходит поворот прокладки 7 и рычага 8 до нажатия на выключатель 11, подающий ток на соленоид 12. Система перемещается до упора в подшипник 6, прокладка 7 смещается от выступающей части инструмента 1, ее место занимает ролик 3 и происходит электрохимическая зачистка участка инструмента 1 в месте контакта с прокладкой 7. После смещения просплдки 7 ее контакт с инструментом прекращается, соленоид отюпочается и происходит возврат прокладки 7 и оси в исходное положение, процесс праики заканчивается.
При обработке детали переменной толщины необходимо удалить различньв припуск. Положение инструмента относительно поверхности обработки изменяется, поэтому необходимо, чтобы наружный профиль инструмента был вьшук- лым и по;шерживался таким в течение всего периода изготонлеиия детали.
5
0
5
0
5
0
5
0
5
П р и м е р. Б качестве инструмента используют токопроводящий пористый электроабразивный круг, перемещаемый U трех координатах с управлением от ЭВМ. По сигналам толщиномера ЭВМ подает команды на глубину обработки. После износа круга на величину, не более половины допуска на тол1цину детали, включается устройство для правки. Период включения устройства устанавливают на реле времени на основании статистических данных по износу круга и составляет 10 мин. Разность потенциалов между инструментом и деталью 6,В, а между инструментом и роликами правящего устройства 10 В, на ролики подают отрицательный потенциал. Выступание прокладки 0,01 мм определяют экспериментально. 11 ирина проюгадки 1 мм, прокладка выполнена из капролона, а ролики - из нержавеющей стали. Подача устройства к инструменту выполняется механизмом подачи со .скоростью 0,005 м/с. Износ инструмента по наибольшему диаметру допустим 0,05 мм, поэтому время правки и зачистки составляет 12-15 с. При этом удаляют минимальное количество материала инструмента, процесс обработки не прерывается, устраняется необходимость в приработке инструмента после правки, так как абразивные зерна на участке под прокладкой не удаляются, Формула изобретения
Устройство для электрохимической правки кругов с криволинейной обра- зу1оп1 й, включающее оправку с установленными на ней с возможностью враще- 1ПШ токопроводящими правящими роликами, образующими совместно профиль, эквидистантный кругу, о т л и ч а ю- щ е е с я тем, что, с целью повышения срока службы кругов вьшуклой образующей, устройство снабжено приводом осевого перемещения оправки и датчиком касашш, выполненным, в виде износостойкой диэлектрической дисковой прокладки с рычагом, закрепленной неподвижно на оправке между роликами, обращенными к прокладке меньшими диаметрами, и выключателя, предназначенного для взаимодействия с рычагом и соединенного с приводом осевого перемещения оправки, при этом оправка установлена с возможностью вращения вокруг своей оси и осевого перемещения.
п.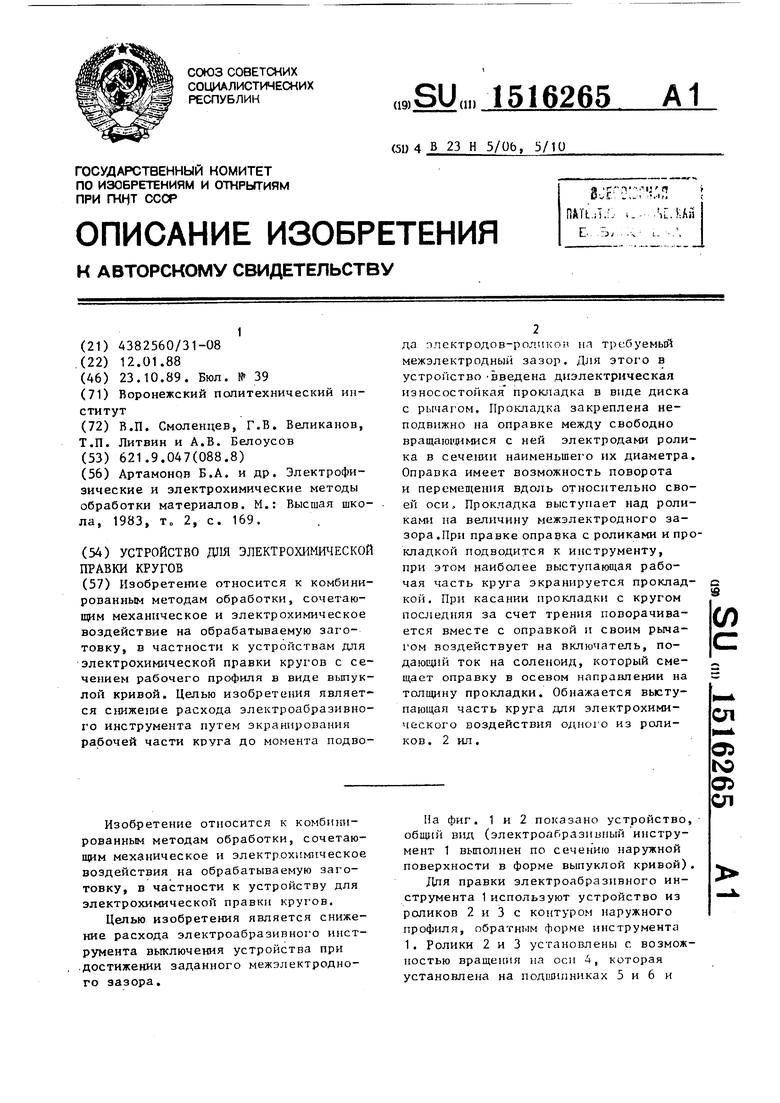
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электрохимической правки шлифовальных кругов | 1980 |
|
SU1114509A1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛЬНОЙ ПРАВКИ ПЕРИФЕРИИ ШЛИФОВАЛЬНОГО КРУГА | 2005 |
|
RU2319599C2 |
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОЙ ОБРАБОТКИ ТОКОПРОВОДЯЩИМ КРУГОМ С ЕГО ОДНОВРЕМЕННОЙ ПРАВКОЙ | 2004 |
|
RU2268118C1 |
| Инструмент для правки абразивных кругов | 1990 |
|
SU1750937A1 |
| КОНСТРУКЦИЯ КАТОДА ДЛЯ ПРАВКИ КРУГА ПРИ КОМБИНИРОВАННОЙ ЭЛЕКТРОАЛМАЗНОЙ ОБРАБОТКЕ | 2010 |
|
RU2446039C2 |
| Инструмент для правки многониточных резьбошлифовальных кругов | 1981 |
|
SU1268395A1 |
| Станок для электроабразивной правки алмазных кругов | 1988 |
|
SU1526937A1 |
| Способ электрохимико-механической правки кругов на металлической связке | 1985 |
|
SU1301599A1 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ДЕТАЛЕЙ | 2019 |
|
RU2728140C1 |
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОЙ ОБРАБОТКИ ТОКОПРОВОДЯЩИМ КРУГОМ | 2011 |
|
RU2489236C2 |
Изобретение относится к комбинированным методам обработки, сочетающим механическое и электрохимическое воздействие на отрабатываемую заготовку, в частности к устройствам для электрохимической правки кругов с сечением рабочего профиля в виде выпуклой кривой. Целью изобретения является снижение расхода электроабразивного инструмента путем экранирования рабочей части круга до момента подвода электродов-роликов на требуемый межэлектродный зазор. Для этого в устройство введена диэлектрическая износостойкая прокладка в виде диска с рычагом. Прокладка закреплена неподвижно на оправке между свободно вращающимися с ней электродами ролика в сечении наименьшего их диаметра. Оправка имеет возможность поворота и перемещения вдоль относительно своей оси. Прокладка выступает над роликами на величину межэлектродного зазора. При правке оправка с роликами и прокладкой подводится к инструменту, при этом наиболее выступающая рабочая часть круга экранируется прокладкой. При касании прокладки с кругом последняя за счет трения поворачивается вместе с оправкой и своим рычагом воздействует на включатель, подающий ток на соленоид, который смещает оправку в осевом направлении на толщину прокладки. Обнажается выступающая часть круга для электрохимического воздействия одного из роликов.
| Артамонов Б.А | |||
| и др | |||
| Электрофизические и электрохимические методы обработки материалов | |||
| М.: Высшая школа, 1983, т | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Универсальный двойной гаечный ключ | 1920 |
|
SU169A1 |
