1 13
Изобретение относится к способам пайки, в частности к способам капиллярной пайки нахлесточных соединений с размещением припоя рядом с паяемым зазором, и может быть применено для изготовления тонколистовых конструкций при использовании припоев с высокой химической активностью.
Цель изобретения - повьппение прочности паяных соединений и снижение локальной химической эрозии паяемого металла.
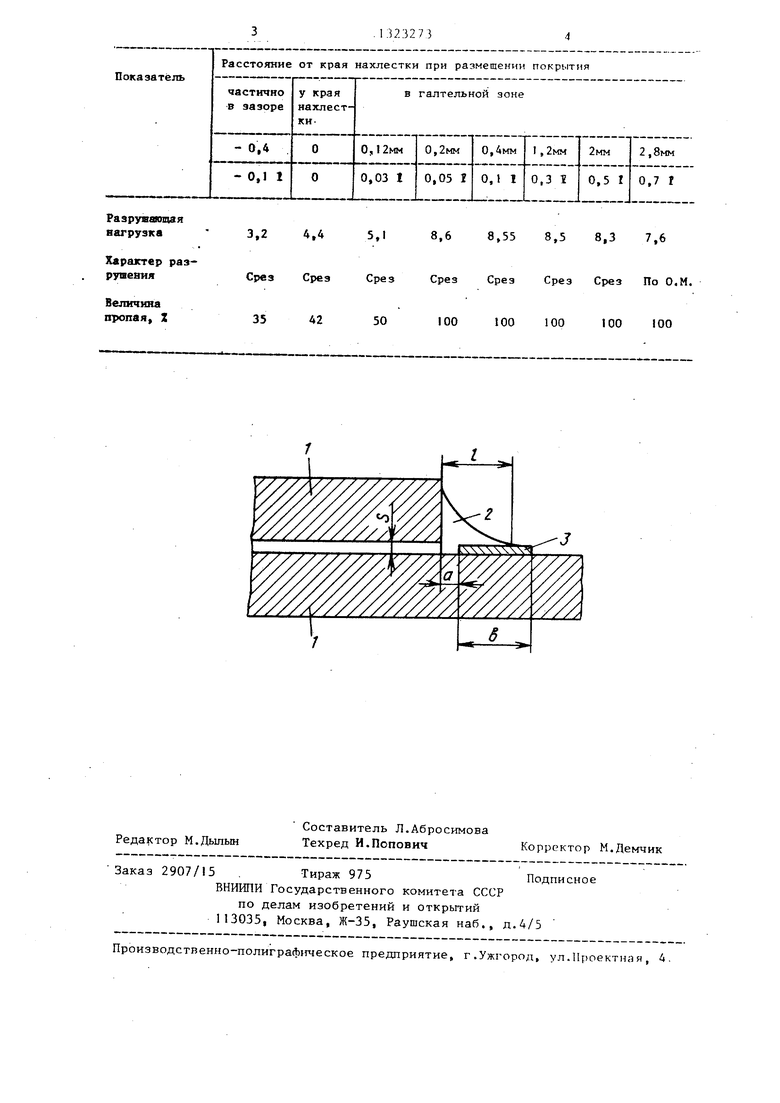
На чертеже представлена схема паяного нахлесточного соединения.
Способ реализуется следующим обра- зом.
На поверхность одной из паяемых деталей I в зоне формирования галтели 2 наносят барьерное покрытие 3, смачиваемое припоем и имеющее проч- ную когезионную связь с подложкой, причем покрытие формируют шириной не менее величины основания галтели,располагая его на расстоянии от нахлестки, выбранном в диапазоне от величи- ны паяльного зазора до половины величины основания галтели.
При ширине защитного покрытия b менее величины основания галтели I при плавлении припоя наблюдалось его стекание на поверхность металла вне галтельной области соединения и эрозионное повреждение.
Если расстояние между нахлесткой и покрытием а меньще величины паяль- ного зазора S в соединении, то затруднено его заполнение в результате повьппения гидродинамического сопротивления, что приводит к дефектам в соединении. При расстоянии более по- ловины величины основания галтели усиление основного металла слоем припоя недостаточно, чтобы компенсировать его повреждение от эрозии.
Приме р.,Предлагаемый способ опробован при пайке сплава ХН75МБТЮ припоем системы Ni-Cr-B-Si. Толщина металла 0,8 - 1,5 мм; толщина металла покрытия Сг 0,05 мм; ширина покрытия b 2-10 ijdM; зазор между покрытием и нахлесткой а
732
0,12 мм - 2,8 мм; капиллярный зазор 0,2 мм, величина основания галтели I i мм.
Пайка производилась в печи сопротивления при температуре пайки 1 120 С.
I
Зависимость прочности паяных соединений на срез и величина пропая в зависимости от размещения барьерног покрытия приведены в таблице.
Данный способ пайки позволяет в сравнении с прототипом повысить проность паяного шва на срез за счет более полного протекания диффузионных процессов, прочность соединения при разрушении его по паяемому металлу за счет предотвращения эрозио н ого повреждения основного металла и улучшения структуры припоя в наиболее нагруженной галтельной зоне соединения, уменьшить расход металл на защитное покрытие, повысить качество паяного шва за счет лучших условий затекания припоя в зазор, а также обеспечить более высокую долговечность в условиях высокотемпературного нагружения за счет снижения концентрации напряжений в зоне спая и предотвращения перехода межзеренг ной из литого припоя галтели в основной металл.
Формула изобретения
Способ капиллярной пайки преимущественно нахлесточных соединений, заключающийся в нанесении на детали барьерного покрытия, смачиваемого припоем, сборке деталей, укладке припоя у зазора и нагреве, отличающийся тем, что, с целью повышения прочности паяных соединений и cHi-шения локальной химической эрозии паяемого металла, покрытие шириной не менее величины основания галтели располагают в зоне их формирования на расстоянии от на хлестки, выбранном в диапазоне от величины паяльного зазора до половины величины основания галтели.
Разруяаящая нагрузка
3,24,4
Характер разрушеаияСрез СрезСрезСрез Срез Срез Срез По О.М.
Величина птюпая, 2
35
42
5,1
8,68,55 8,5 8,3 7,6
50
100
100 100100 100
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ капиллярной пайки | 1980 |
|
SU941038A1 |
| Способ капиллярной пайки | 1979 |
|
SU863208A1 |
| Способ пайки телескопических соединений | 1975 |
|
SU570464A1 |
| Флюс для высокотемпературной пайки | 1980 |
|
SU935238A1 |
| Способ пайки изделий из нержавеющей стали | 1982 |
|
SU1061948A1 |
| ТЕПЛОНОСИТЕЛЬ ДЛЯ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ ПОГРУЖЕНИЕМ | 2003 |
|
RU2254217C2 |
| Способ бесфлюсовой пайки титана и его сплавов с алюминием и его сплавами | 1987 |
|
SU1551482A1 |
| Способ бесфлюсовой пайки медных сплавов | 1987 |
|
SU1516266A1 |
| СПОСОБ КАПИЛЛЯРНОЙ ПАЙКИ ДЕТАЛЕЙ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ В ВИДЕ ШТУЦЕРА И ЦИЛИНДРИЧЕСКОЙ ВТУЛКИ | 2006 |
|
RU2375160C2 |
| Способ монтажной пайки телескопических соединений | 1976 |
|
SU650756A1 |
Изобретение относится к облас- 7И пайки, в частности к способам капиллярной пайки нахлесточных соединений с размещением припоя рядом с паяемьм зазором. Оно может быть применено для изготовления тонколистовых конструкций при использовании припоев с высокой химической активностью. Целью изобретения является повьшение прочности паяных соединений и снижение локальной химической эрозии паяемого металла. На поверхность одной из паяемых деталей в зоне формирования галтели наносят барьерное покрытие, смачиваемое припоем и имеющее прочную когезионную связь с подложкой. Покрытие формируют шириной не менее величины основания галтели и располагают его на расстоянии от нахлестки, выбранном в диапазоне от величины паяльного зазора до половины величины основания галтели. Способ позволяет повысить прочность паяного шва на срез, обеспечить более высокую долговечность в условиях высокотемпературного наг- ружения за счет снижения концентрации напряжений в зоне спая и предотвращения перехода межзеренной трещины из литого припоя галтели в основной .металл. 1 ил., 1 табл. ; i (Л С со to 00 ю vl 00
Редактор М.Дыпын
Составитель Л.Абросимова Техред И.Попович
Заказ 2907/15 .Тираж 975Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4.
Корректор М.Демчик
| Способ пайки труб с трубной доской | 1977 |
|
SU733927A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Справочник по пайке /Под ред. | |||
| С.Н.Лоцманова и др | |||
| - М.: Машиностроение, 1975, с.235-239. | |||
