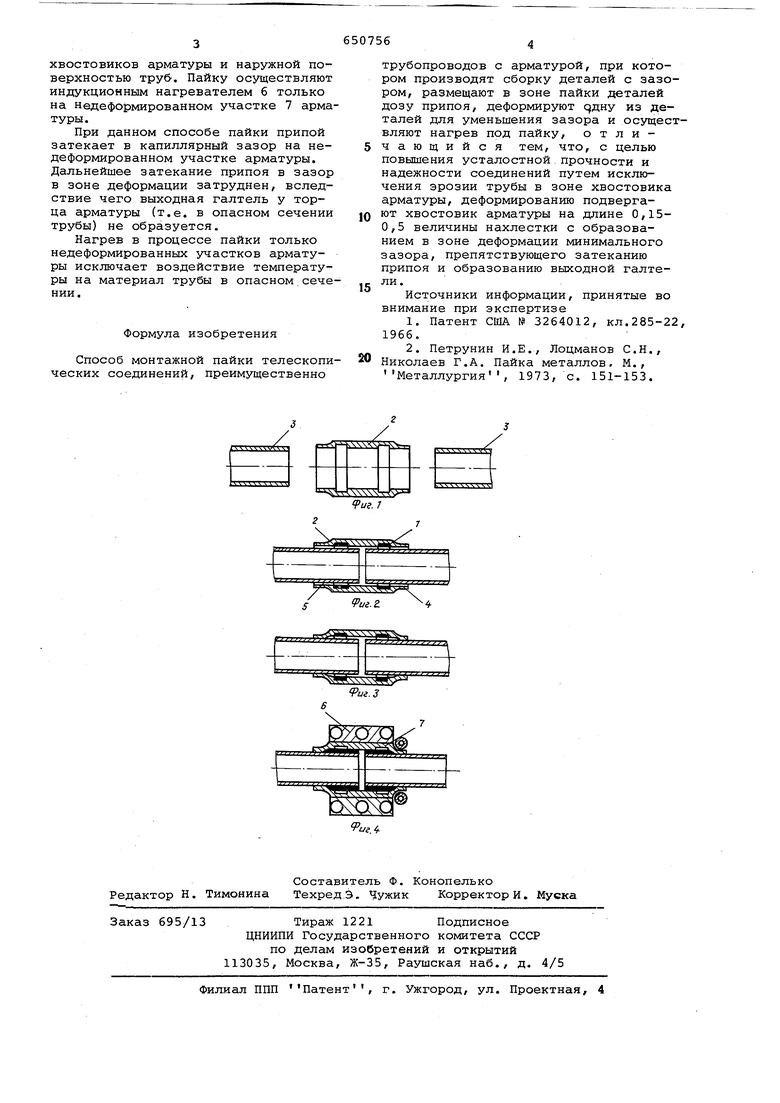
Изобретение относится к техноло-. гии сборки соединений трубопроводов непосредственно на изделии, в частности путем пайки, и может быть использовано в различных отраслях промышленности, преимущественно, при производстве летательных аппаратов. . Известны способы пайки труб с арм турой непосредственно на изделии, заключающиеся в сборе труб с арматурой с зазором и последующей пайкой соединения индукционным нагревателем 1 . Известен также способ пайки телескопических соединений, при котором производят сборку деталей с зазором, размещают в зоне пайки дозу припоя, деформируют одну из деталей для умен щения зазора и осуществляют нагрев под пайку 2 . Известные способы предусматривают полный пропай нахлесточного соеди нения с образованием выходных галтелей „ Однако они имеют недостаточную усталостную прочность и надежность соединения вследствие взаимодействия припоя и материала труб при образова нии галтели и воздействия высокой те пературы на материал трубы, что вызы вает эрозию и разупрочнение труб в основном сечении по торцу арматуры. Цель изобретения - создание способа монтажной пайки труб с арматурой непосредственно на изделии, позволяющего получать паяные соединения с высокой усталостной прочностью и надежностью. Для этого деформированию подвергают хвостовик арматуры на длине 0,150,5 величины нахлестки с образованием в зоне деформации минимального зазора, препятствующего затеканию припоя и образованию выходной галтели. На фиг. 1 изображены трубы и арматура перед пайкой; на фиг. 2 - сборка труб и арматуры с-зазором; на фиг. 3 - трубы с арматурой после деформации хвостовиков арматуры; фиг. 4 - схема пайки. Предлагаемый способ осуществляют следующим образом. Установив припой 1 в арматуру 2, производят сборку труб 3 и арматуры 2 с капиллярным зазором по всей длине арматуры 2, затем хвостовик 4 арматуры обжимают на длине 0,15-0,5 нахлестки до устранения или получения зазора 5, препятствующего затеканию припоя между внутренней поверхностью хвостовиков арматуры и наружной поверхностью труб. Пайку осуществляют индукционным нагревателем 6 только на Недеформированном участке 7 арма туры. При данном способе пайки припой затекает в капиллярный зазор на недеформированном участке арматуры. Дальнейшее затекание припоя в зазор в зоне деформации затруднен, вследствие чего выходная галтель у торца арматуры (т.е. в опасном сечении трубы) не образуется. Нагрев в процессе пайки только недеформированных участков арматуры исключает воздействие температу ры на материал трубы в опасном сече нии. Формула изобретения Способ монтажной пайки телескоп ческих соединений, преимущественно трубопроводов с арматурой, при котором производят сборку деталей с зазором, размещают в зоне пайки деталей дозу припоя, деформируют 9дну из деталей для уменьшения зазора и осуществляют нагрев под пайку, отличающийся тем, что, с целью повышения усталостной прочности и надежности соединений путем исключения эрозии трубы в зоне хвостовика арматуры, деформированию подвергают хвостовик арматуры на длине 0,150,5 величины нахлестки с образованием в зоне деформации минимального зазора, препятствующего затеканию припоя и образованию выходной галтели. Источники информации, принятые во внимание при экспертизе 1.Патент США № 3264012, кл.285-22, 1966. 2.Петрунин И.Е., Лоцманов С.Н., Николаев Г.А. Пайка металлов. М., Металлургия 1973, с. 151-153.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ капиллярной пайки | 1985 |
|
SU1323273A1 |
| Способ пайки телескопических соединений | 1987 |
|
SU1549687A1 |
| СПОСОБ КОНТАКТНО-РЕАКТИВНОЙ ПАЙКИ | 1986 |
|
SU1408643A1 |
| Способ капиллярной пайки | 1980 |
|
SU941038A1 |
| Способ капиллярной пайки | 1979 |
|
SU863208A1 |
| Способ пайки телескопических соединений | 1975 |
|
SU570464A1 |
| Способ пайки деталей с неравномерными широкими зазорами | 1981 |
|
SU988478A1 |
| СПОСОБ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2005 |
|
RU2285593C1 |
| СПОСОБ РЕМОНТА ГРЕБЕШКОВ ЛАБИРИНТНЫХ УПЛОТНЕНИЙ РАБОЧИХ ЛОПАТОК ТУРБИНЫ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2007 |
|
RU2354523C1 |
| Способ пайки телескопических соединений | 1981 |
|
SU967702A2 |
4sP ч ч ч ч
