2. Способ поп. 1,oтличaющ и и с я тем, что в процессе резки перемещают со скоростью, возратающеЙ обратно-пропорционально линейной скорости перемещения ванны расплавленного металла на поверхности заготовки.
3. Способ по п, 1, отличающийся тем,что резак в,процессе резки перемещают периодически перед
,. завершением заготовкой каждого оборота.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ кислородной резки стальных заготовок | 1990 |
|
SU1731499A1 |
| Способ резки труб | 1985 |
|
SU1323280A1 |
| Способ производства горячекатаных труб | 1988 |
|
SU1688954A1 |
| Газокислородный резак | 1977 |
|
SU741019A1 |
| Способ газокислородной резки труб | 1991 |
|
SU1771900A1 |
| Машина для огневой зачистки холодных слябов | 1980 |
|
SU903008A1 |
| Способ кислородной резки полых за-гОТОВОК | 1979 |
|
SU812462A1 |
| Способ кислородной резки | 1978 |
|
SU697270A1 |
| СПОСОБ РЕЗКИ ТРУБ | 1972 |
|
SU349511A1 |
| Способ кислородной резки металлов | 1978 |
|
SU795792A1 |
1. СПОСОБ ГАЗОКИСЛОРОДНОЙ РЕЗКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК, при котором заготовку вращают, а резак перемещают и производят резку заготовки струей режущего кислорода с образованием ванны расплавленного металла, отличающийся тем, что, с целью повышения качества путем повышения устройчивости процесса резки, режущую сТрую кислородов направляют против вращения заготовки под углом 15-45 к касательной к поверхности заготовки в точке пересечения продольной оси резака с поверхностью заготовки, перемещают резак вдоль его оси в направлении, перпендикулярном продольной оси за(Л готовки, и производят непрерывное спиралевидное снятие металла с заготовки. 00 оо 4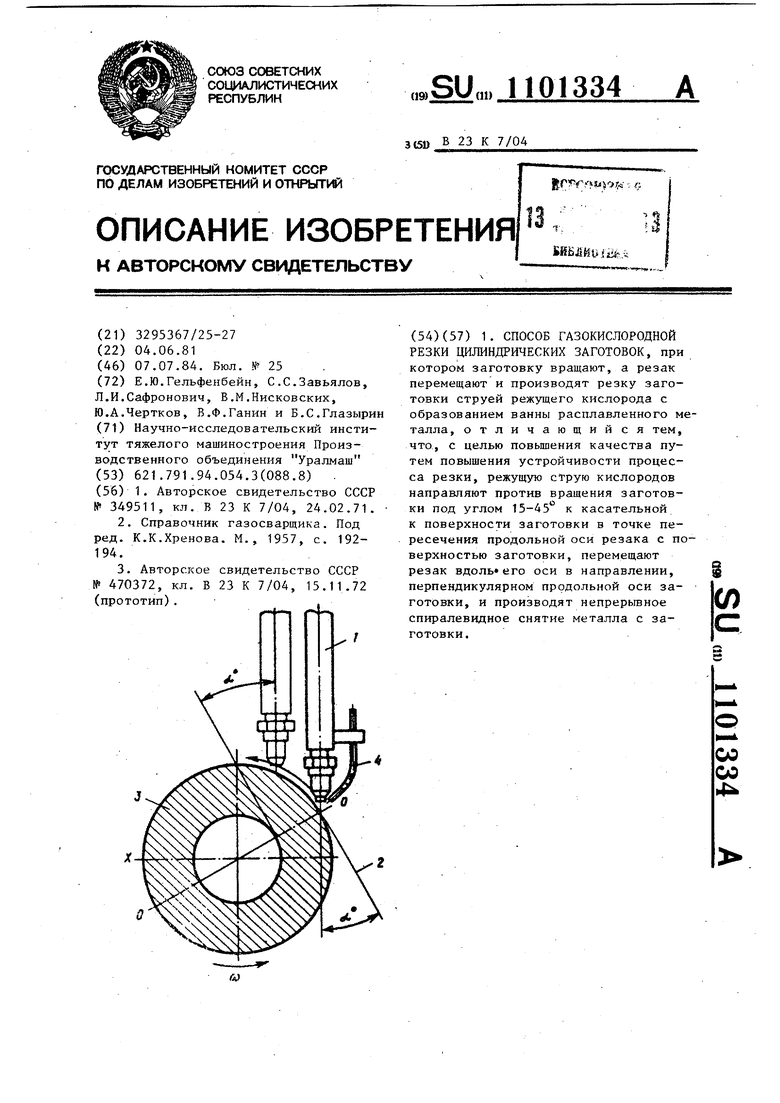
Изобретение относится к черной металлургии и может быть использовано в машинах непрерьтного литья для резки на ходу вращающейся заготовки.
Известен способ резки труб, при котором подогревающее пламя и режущая струя кислорода проходят по касательной относительно поверхности реза неподвюкноЛ заготовки. После разреза заготовки до касания режзщей струей внутреннего отверстия эквчдис.тантное перемецение резака прекраща|ется и резак совершает горизонтальное перемещение со скоростью, необходимой для прохо1(деяия им пути, равного диаметру полости, за время поворота заготсюки на 180, и на длину равную диаметру внутреннего отверстия Со.
Этот способ непригоден для резки вращающейся заготовки, так как требует остановки вращения до момента прорезания стенки трубы, а скорость вращения трубы во второй стадии резки должна строго соответствовать скорости расплавления металла и удаления его из зоны реза.
Известен способ термохимической копьевой резки, при котором через стальную трубу на разрезаемый металл подаются кислород и металлическая проволока Г 2.
Применение стальной проволоки сокращает время начала резки, что в конечном итоге повышает производительность труда. Но данный способ применяется при необходимости получения сквозных и несквозных отверстий в толстом металле и пригоден только для процесса резки в неподвижном металле. .
Известен способ резки цилиндрических заготовок, при котором заготовку вращают, а резак перемещают и производят резку заготовки струей режущего кислорода с образованием ванны подогретого металла Г31.
Недостатком этого способа является ограничение угла поворота заготовки , (от 90 до 360 ) за время реза и необходимс.сть вращения резака совместно с заготовкой, что ухудшает качество реза и усложняет конструкцию устройства, для осуществления способа.
Q Цель изобретения - повышение качества реза путем обеспечения устойчивого процесса резки непрерывно вращаницейся заготовки.
Указанная цель достигается тем,
5 что в способе, при котором заготовку вращают, а резак перемещают и производят резку заготовки струей режущего кислорода с образованием ванны подогретого металла, режущую
0 струю кислорода направляют против вращения заготовки под углом 15-45° к касательной к поверхности заготовки в точке пересечения продольной оси резака с поверхностью заготовки,
5 перемещают резак вдоль его оси в направлении, перпендикулярном продольной оси заготовки и производят непрерьшное спиральное снятие металла с заготовки.
Кроме того, резак в процессе резки перемещают со скоростью, возрастающей обратно- пропорционально линейной скорости перемещения ванны расплавленного металла на поверхности заготовки.
Резак в процессе резки перемещают периодически перед завершением зйготовкой каждого оборота.
Сущность изобретения поясняется чертежом.
Резак 1 устанавливается вертикально таким образом, что его ось образует с касательной 2 заготовки 3 угол -d- . Газокислородное пламя направлено против вращения заготовки.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ РЕЗКИ ТРУБ | 0 |
|
SU349511A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Под ред | |||
| К.К.Хренова | |||
| М., 1957, с | |||
| СПОСОБ КОЛИЧЕСТВЕННОГО ОПРЕДЕЛЕНИЯ ЛИМОННОЙ КИСЛОТЫ, СОДЕРЖАЩЕЙСЯ В РАСТВОРЕ | 0 |
|
SU192194A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
