Изобретение относится к машиностроению и может быть использовано в кузнечно- прессовых и литейно-обрубных цехах для обеспечения резки трубных заготовок.
Известен способ термической кислородной резки, предусматривающий резку трубной заготовки двумя инструментами, установленными так, что один расположен по нормали к поверхности, а второй - наклонно к ней.
Однако производительность процесса низкая, особенно, при большой толщине заготовок. Ближайшим аналогом является способ, предусматривающий резку трубных заготовок с вращением их относительно оси резака, ориентированного в горизонтальном направлении.
Недостатком способа является низкая производительность при резке толстостенных заготовок, поскольку не учитывается различие окружных скоростей наружной и внутренней поверхностей трубной заготовки. Данный способ имеет целью обеспечить
резку труб больших толщин и повышение производительности.
Указанная цель достигается за счет того, что резак размещают со смещением относительно горизонтальной диаметральной плоскости заготовки в направлении ее вращения параллельно этой плоскости.
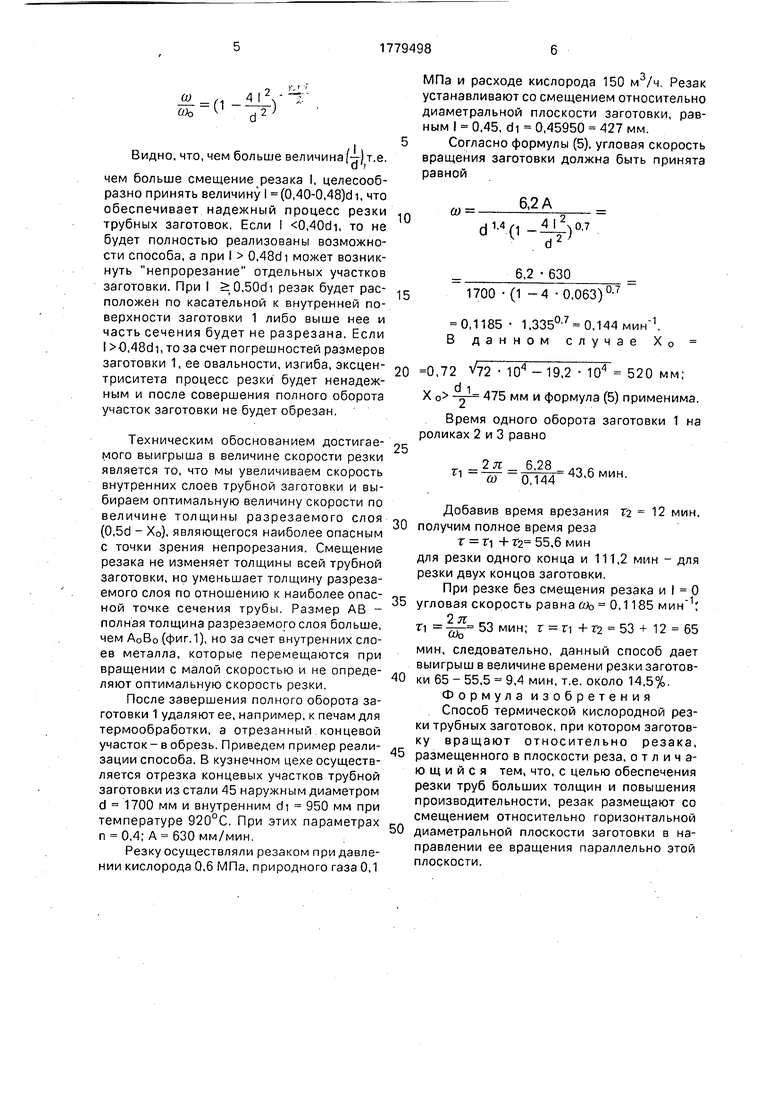
На фиг.1 показана схема кислородной резки трубных заготовок; на фиг. 2 - изменение скоростей резки и движения металла по сечению заготовок.
Разрезаемая трубная заготовка 1 установлена на роликах 2 и 3, которые при вращении обеспечивают вращение заготовки. Кислородный резак 4 может перемещаться на платформе 5 по рельсам 6 вдоль оси заготовки. На платформе установлена колонна 7 с суппортом 8, который с помощью винтовой передачи 9 обеспечивает установку резака в требуемое положение по высоте. Гибкие шланги 10 обеспечивают подвод энергоносителей, кислорода, ацетилена или
сл
с
XI
Xj
ю
Јь Ю 00
природного газа, воды для охлаждения резака.
Приведем пооперационное описание способа.
Первая операция состоит в том, что трубную заготовку 1 укладывают на ролики
2и 3 для кузнечных, стальных заготовок при температуре 800-900°С.
Вторая операция заключается в подводе к заготовке 1 резака 4, который на плат- Форме 5 устанавливают в заданном месте реза, перемещая платформу 5 по рельсам 6. На колонне 7 перемещают суппорт 8 с помощью винтовой передачи 9, располагая резак в требуемом положении по высоте, что позволяют обеспечить гибкие шланги 10. Обеспечив зажигание пламени резака, перемещают его сверху вниз и осуществляют надрез заготовки 1 на глубину, равную (d/2 -1), где d - наружный диаметр заготовки 1, I - величина смещения резака относительно горизонтальной диаметральной плоскости заготовки в направлении ее вращения параллельно этой плоскости, т.е. расстояние от оси резака 4 до диаметра А0В0 (оси X, фиг.1).
После этого осуществляют третью операцию, вращая заготовку 1 при неподвижном резаке 4, за счет вращения роликов 2 и
3(их может быть несколько пар по длине заготовки).
Толщина разрезаемого слоя АВ равна
h
Vd
VdT
где di - диаметр внутренней поверхности заготовки 1.
Обычно выбирают оптимальную скорость резки V0 по величине h0 -я-т.е. по
толщине разрезаемой заготовки, но при вращении скорость движения равна V «X (см. фиг.2), т.е. линейно изменяется по толщине, здесь со-угловая скорость заготовки 1.
Оптимальную скорость резки выбирают по степенной зависимости
Vo А,(2)
где А, п - величины для данной марки стали, чистоты кислорода и температуры постоянные.
Изменение V0(x) также показано на фиг.2, при этом процесс резки обеспечен.
если повсюду V V0 при
di
а„4
Максимальная скорость будет достигнута, если в какой-либо точке реализуется равенство V V0.
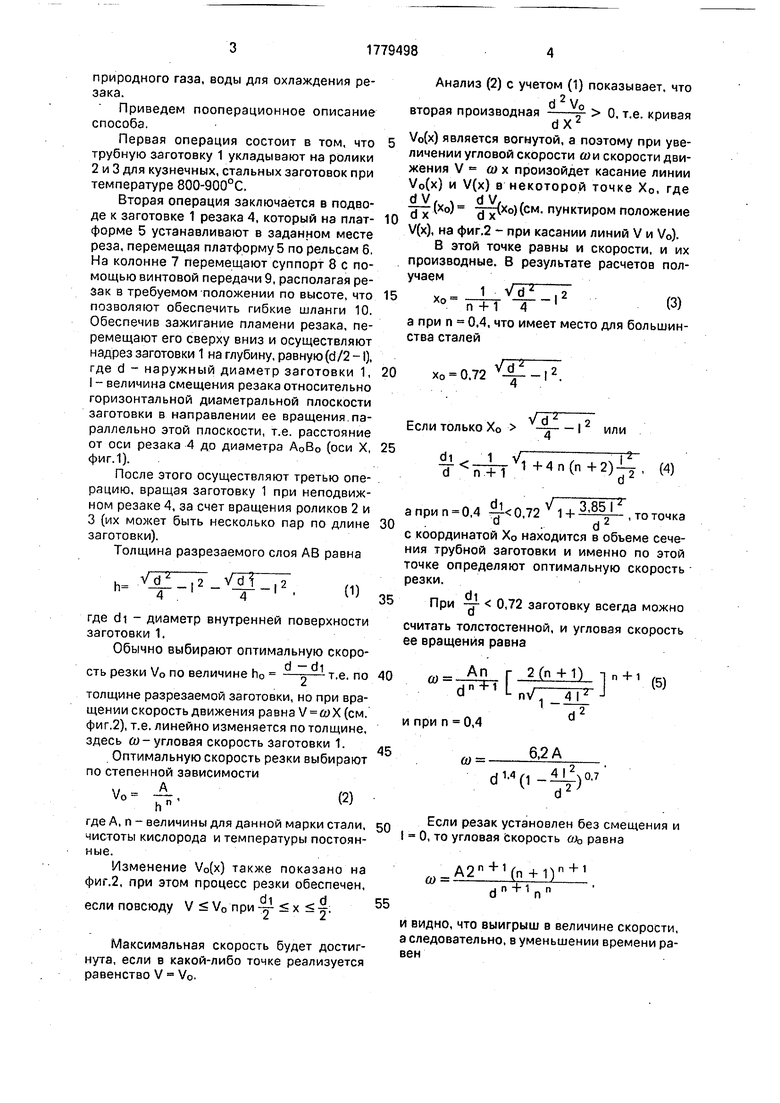
Анализ (2) с учетом (1) показывает, что
d 2 V вторая производная §- 0, т.е. кривая
dX
Vo(x) является вогнутой, а поэтому при увеличении угловой скорости сои скорости движения V со х произойдет касание линии V0(x) и V(x) в некоторой точке Х0, где d V, d V, , T7lx°) )(СМ- пунктиром положение
л О XQX
V(x), на фиг.2 - при касании линий V и V0).
В этой точке равны и скорости, и их производные. В результате расчетов получаем
5
1 VcT
Хо гГ+Т 4 (3)
а при п 0.4, что имеет место для большинства сталей
20
Хо:
V4 -l2Если только Хо
Vd
или
25
dl
d
TTTVl+4n(n+2) W
а при n 0,4 0,72 1 + 3 85J , то точка 30dd2
с координатой Х0 находится в объеме сечения трубной заготовки и именно по этой точке определяют оптимальную скорость резки.
35 При -г 0,72 заготовку всегда можно
считать толстостенной, и угловая скорость ее вращения равна
2(п + 1) -1 п+1
(5)
(0
6,2 А
г-«о
41 у7
50
Если резак установлен без смещения и I 0, то угловая скорость йЛз равна
55
0)
A2n + 4n + 1)n + 1 dn+1nn
и видно, что выигрыш в величине скорости, а следовательно, в уменьшении времени равен
ш
(l)o
4 I
О- тг)
Видно, что, чем больше величина(-г) т.е.
чем больше смещение резака I, целесообразно принять величину I (0,40-0,48)d i, что обеспечивает надежный процесс резки трубных заготовок, Если I 0,40сН, то не будет полностью реализованы возможности способа, а при I 0,48di может возникнуть непрорезание отдельных участков заготовки. При I :0,50di резак будет расположен по касательной к внутренней поверхности заготовки 1 либо выше нее и часть сечения будет не разрезана. Если I 0,48di, то за счет погрешностей размеров заготовки 1, ее овальности, изгиба, эксцентриситета процесс резки будет ненадежным и после совершения полного оборота участок заготовки не будет обрезан.
Техническим обоснованием достигаемого выигрыша в величине скорости резки является то, что мы увеличиваем скорость внутренних слоев трубной заготовки и выбираем оптимальную величину скорости по величине толщины разрезаемого слоя (0,5d - Х0), являющегося наиболее опасным с точки зрения непрорезания. Смещение резака не изменяет толщины всей трубной заготовки, но уменьшает толщину разрезаемого слоя по отношению к наиболее опасной точке сечения трубы. Размер АВ - полная толщина разрезаемого слоя больше, чем АоВ0 (фиг.1), но за счет внутренних слоев металла, которые перемещаются при вращении с малой скоростью и не определяют оптимальную скорость резки.
После завершения полного оборота заготовки 1 удаляют ее, например, к печам для термообработки, а отрезанный концевой участок- в обрезь. Приведем пример реализации способа. В кузнечном цехе осуществляется отрезка концевых участков трубной заготовки из стали 45 наружным диаметром d 1700 мм и внутренним di 950 мм при температуре 920°С. При этих параметрах п 0,4; А 630 мм/мин.
Резку осуществляли резаком при давлении кислорода 0,6 МПа, природного газа 0,1
МПа и расходе кислорода 150 м3/ч. Резак устанавливают со смещением относительно диаметральной плоскости заготовки, равным I 0.45, di 0,45950 427 мм. 5Согласно формулы (5), угловая скорость
вращения заготовки должна быть принята равной
ш
6,2 А
4 IN о.
d - O-i- )
6,2 630
15
1700 -(1 -4 -0,063)
0.7
0,1185- 1,335OJ 0,144 мин 1.
В данном случае Х0
0,72 104-19,2 104 520 мм; X 0 475 мм и формула (5) применима. Время одного оборота заготовки 1 на
роликах 2 и 3 равно
2л: 6,28 ,0 с оЛ4Г43 6мИН
Добавив время врезания тг 12 мин, получим полное время реза г п + Г2 55,6 мин
для резки одного конца и 111,2 мин - для резки двух концов заготовки.
При резке без смещения резака и I О угловая скорость равнайЪ 0,1185
Г1 т 53 мин; г п + Г2 53 + 12 65
WQ
мин, следовательно, данный способ дает выигрыш в величине времени резки заготовки 65 - 55,5 9,4 мин, т.е. около 14,5%. Формула изобретения Способ термической кислородной резки трубных заготовок, при котором заготовку вращают относительно резака,
размещенного в плоскости реза, отличающийся тем, что, с целью обеспечения резки труб больших толщин и повышения производительности, резак размещают со смещением относительно горизонтальной
диаметральной плоскости заготовки в направлении ее вращения параллельно этой плоскости.
У
7777)
/////S///
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической кислородной резки металла большой толщины | 1989 |
|
SU1792815A1 |
| Способ кислородной резки стальных заготовок | 1990 |
|
SU1830319A1 |
| Способ резки труб | 1985 |
|
SU1323280A1 |
| Способ управления скоростью перемещения резака газорезательной машины относительно заготовки | 1988 |
|
SU1569131A1 |
| Способ кислородной резки полых за-гОТОВОК | 1979 |
|
SU812462A1 |
| СПОСОБ КИСЛОРОДНОЙ РЕЗКИ | 1996 |
|
RU2098245C1 |
| Устройство для мерной резки труб | 1979 |
|
SU872089A1 |
| Устройство для групповой газовойРЕзКи HA МЕРНыЕ зАгОТОВКи | 1979 |
|
SU846152A1 |
| Способ термической резки стальных заготовок кислородом высокого давления и резак для его осуществления | 1982 |
|
SU1050825A1 |
| Устройство для кислородной резки цилиндрических заготовок | 1979 |
|
SU789252A1 |
Использование: в литейных и кузнечных цехах для резки трубных заготовок. Сущность изобретения: резак размещают со смещением относительно горизонтальной диаметральной плоскости в направлении вращения заготовки, параллельно этой плоскости. На расстоянии, равном (0,40-0,48)di, где di-внутренний диаметр заготовки. 1 ил.
Ри.
| Соколов И.И | |||
| Газовая сварка и резка металлов | |||
| М.: Высшая школа, 1986, с | |||
| Способ получения продукта конденсации бетанафтола с формальдегидом | 1923 |
|
SU131A1 |
